Download as PDF, PPTX

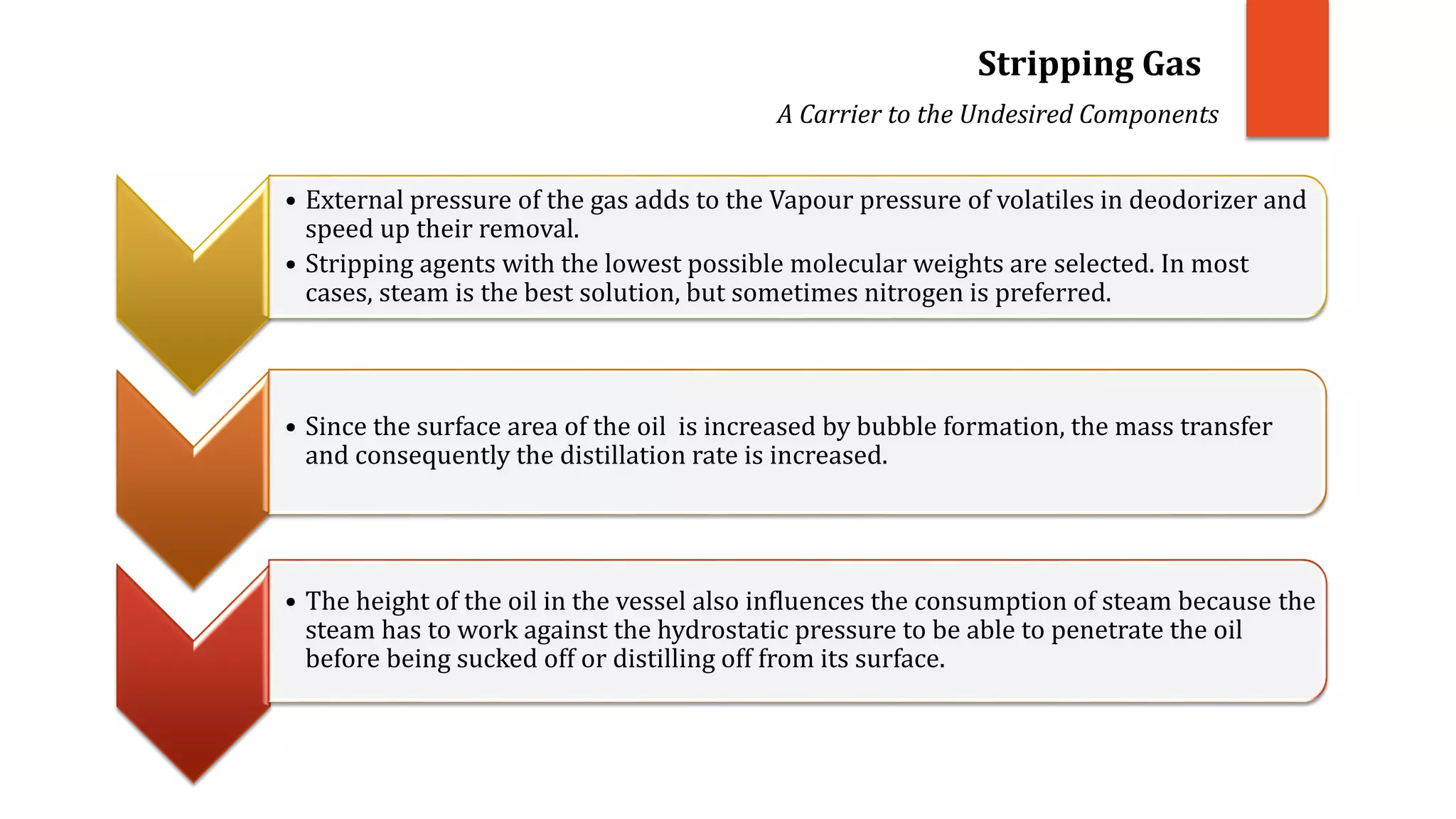
![Heating of the oil is usually accomplished in two stages.
First stage,
Oil is heated counter-currently in an oil-oil heat exchanger (economizer), with the finished
oil leaving the deodorizer.
Second stage,
Oil is heated under reduced pressure to deodorizing temperature with a high temperature
source such as high pressure steam, heat transfer fluids. Saturated steam of -50 bar is
required to heat the oil to 240-260°C.
Heating
(Heating energy required
for a deodorizing system)
where O is the amount of oil (kg), T1 and T2 are the incoming
and final temperature of the oil (°C), C is the average specific
heat capacity of vegetable oils [typically 2.2-2.4 kJ/(kg. °C)], fL is
the heat loss factor from radiation typically 1.05-1.15) and fR, is
the heat recovery factor [ 1 - (%heat recovery/100)].](https://image.slidesharecdn.com/deodorization-unitoperationinoilprocessing-140815155452-phpapp01/75/Deodorization-Important-Unit-operation-in-Oil-Processing-27-2048.jpg)

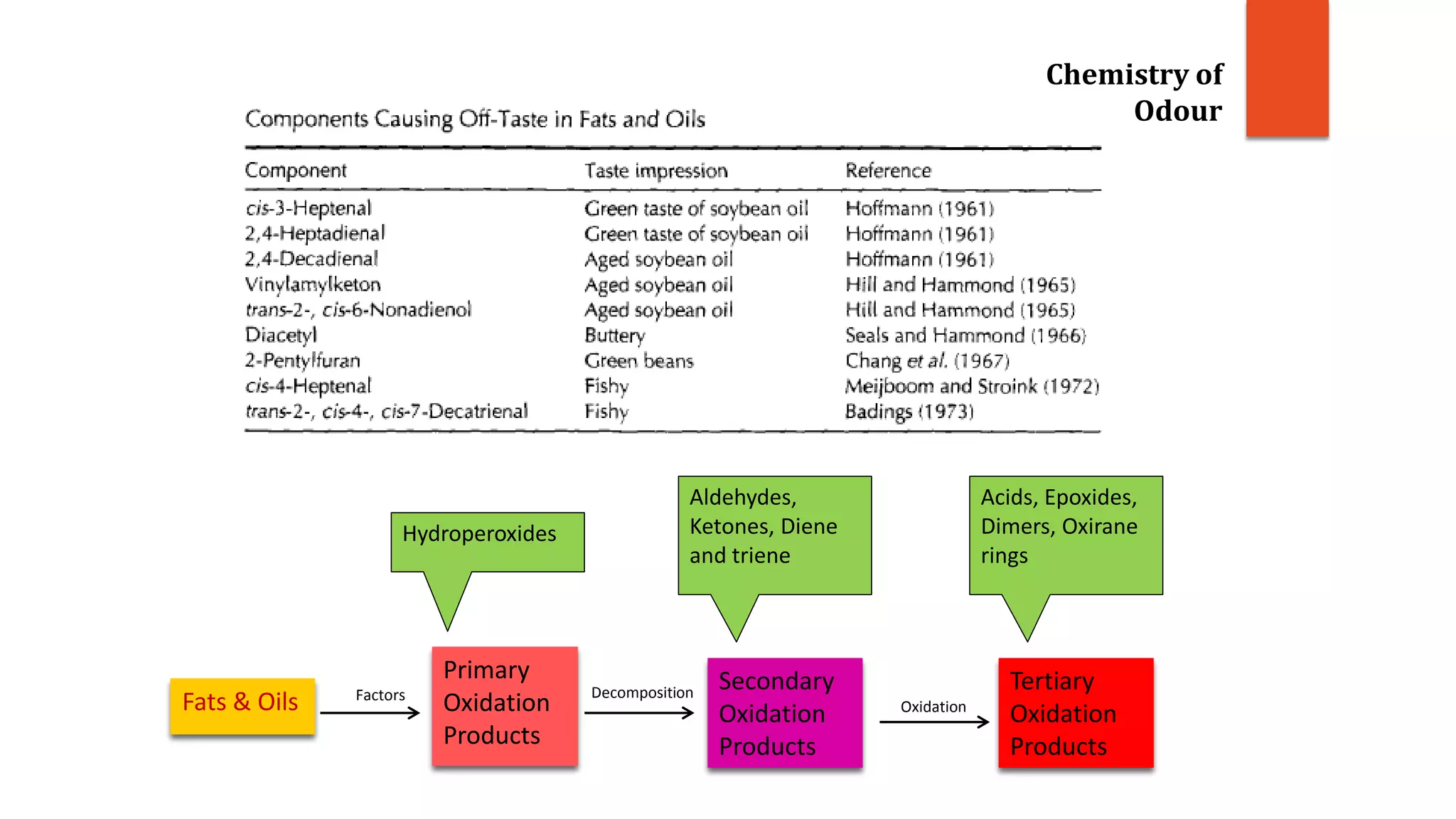
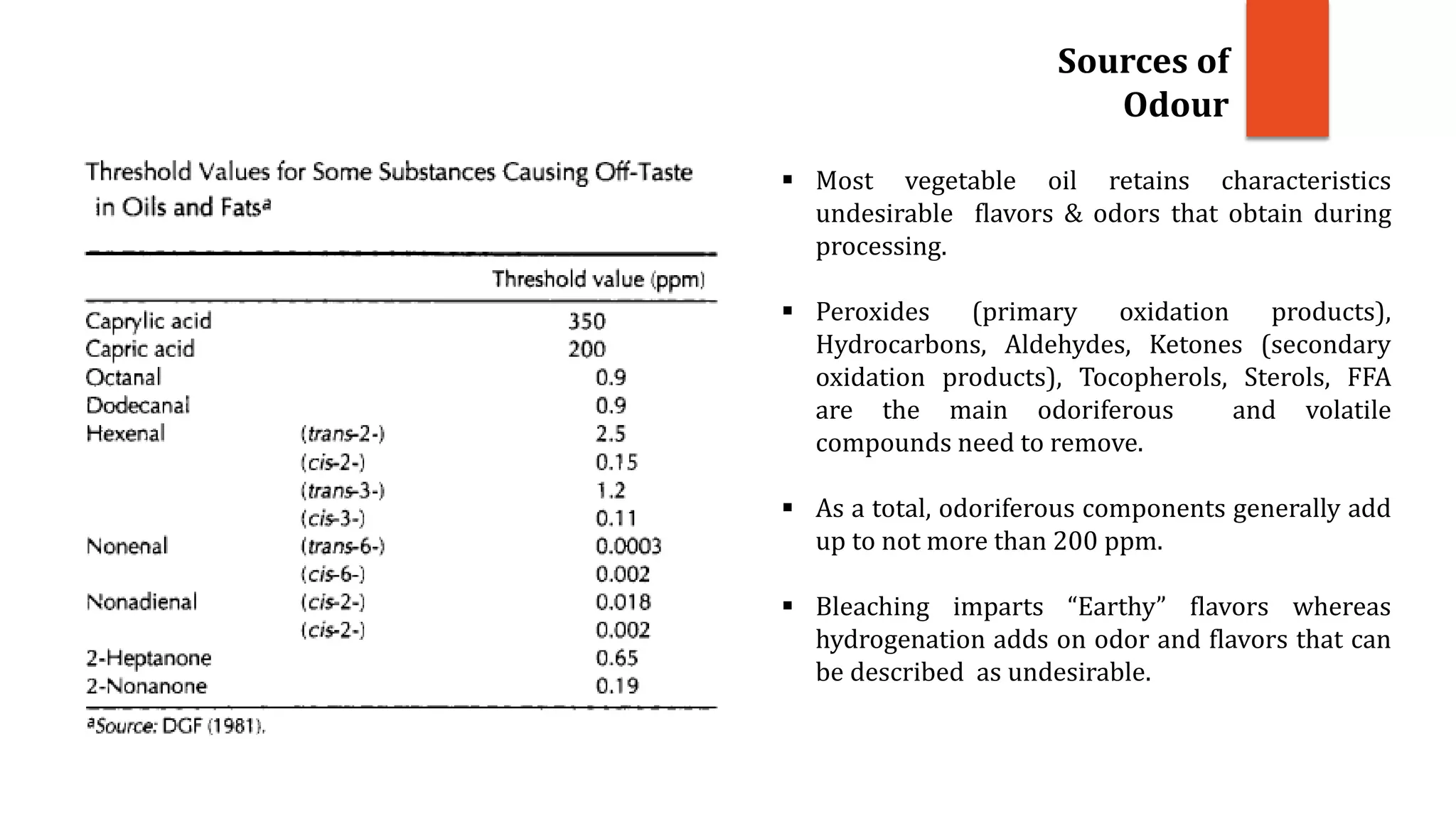
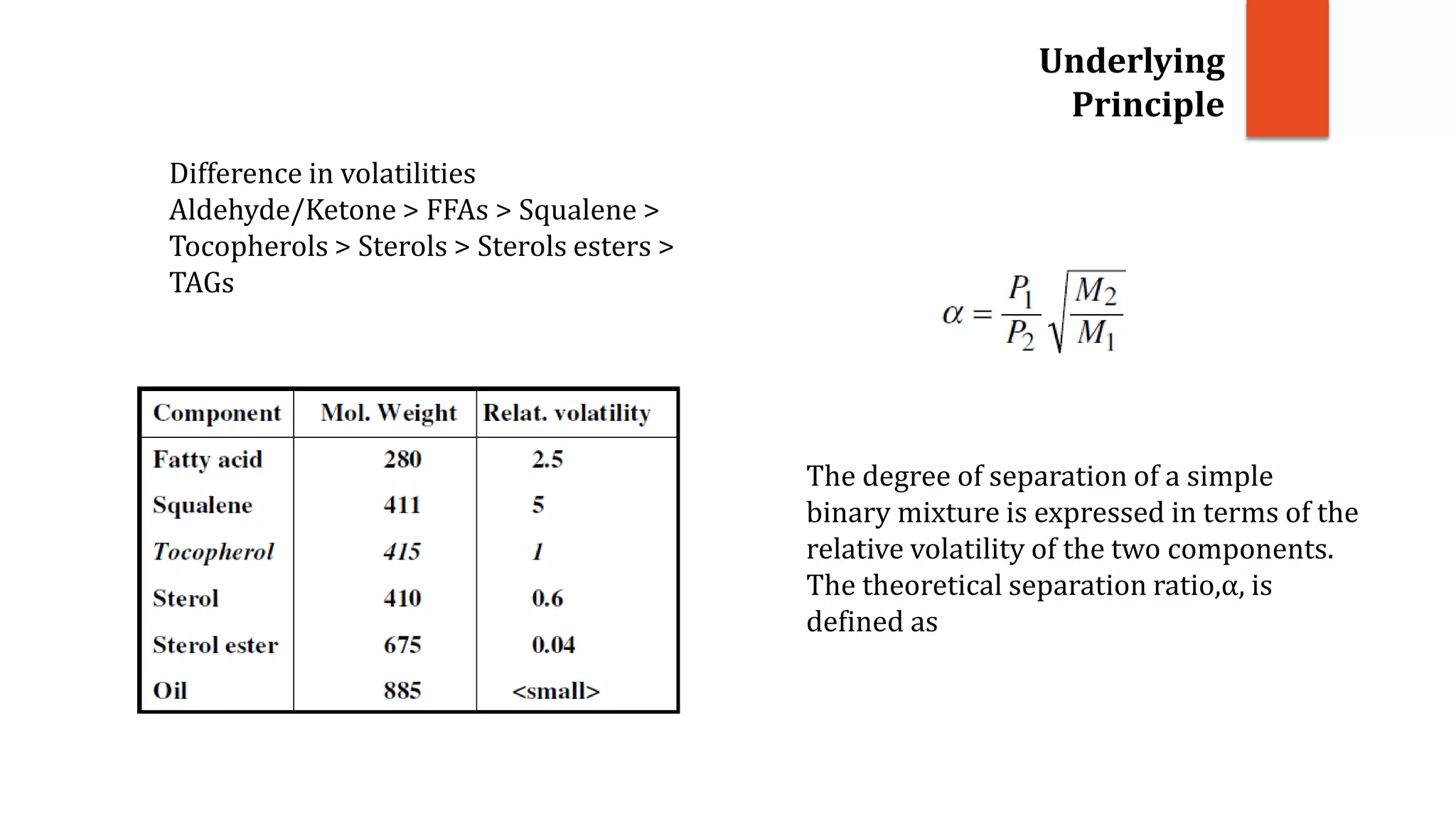
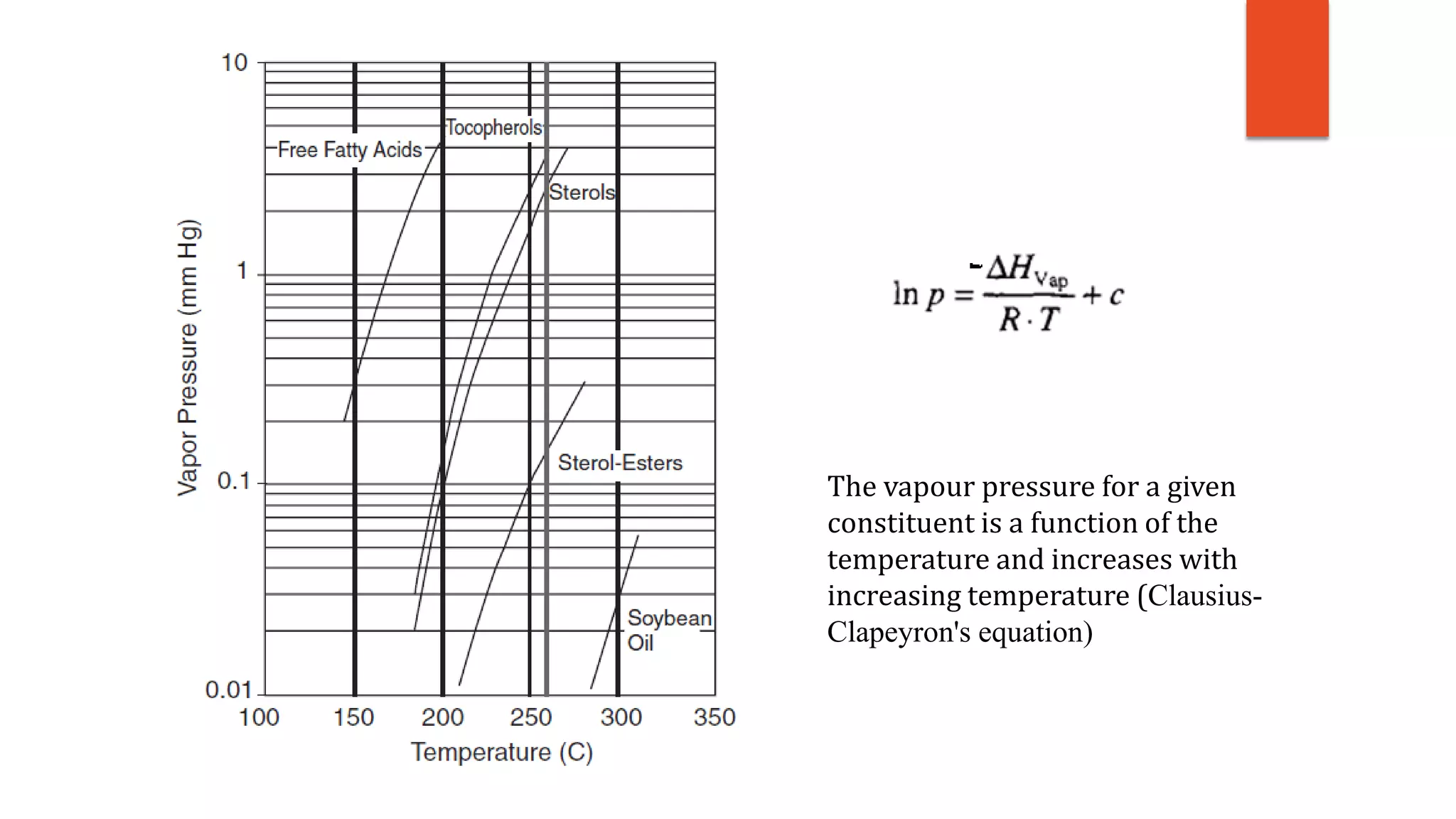
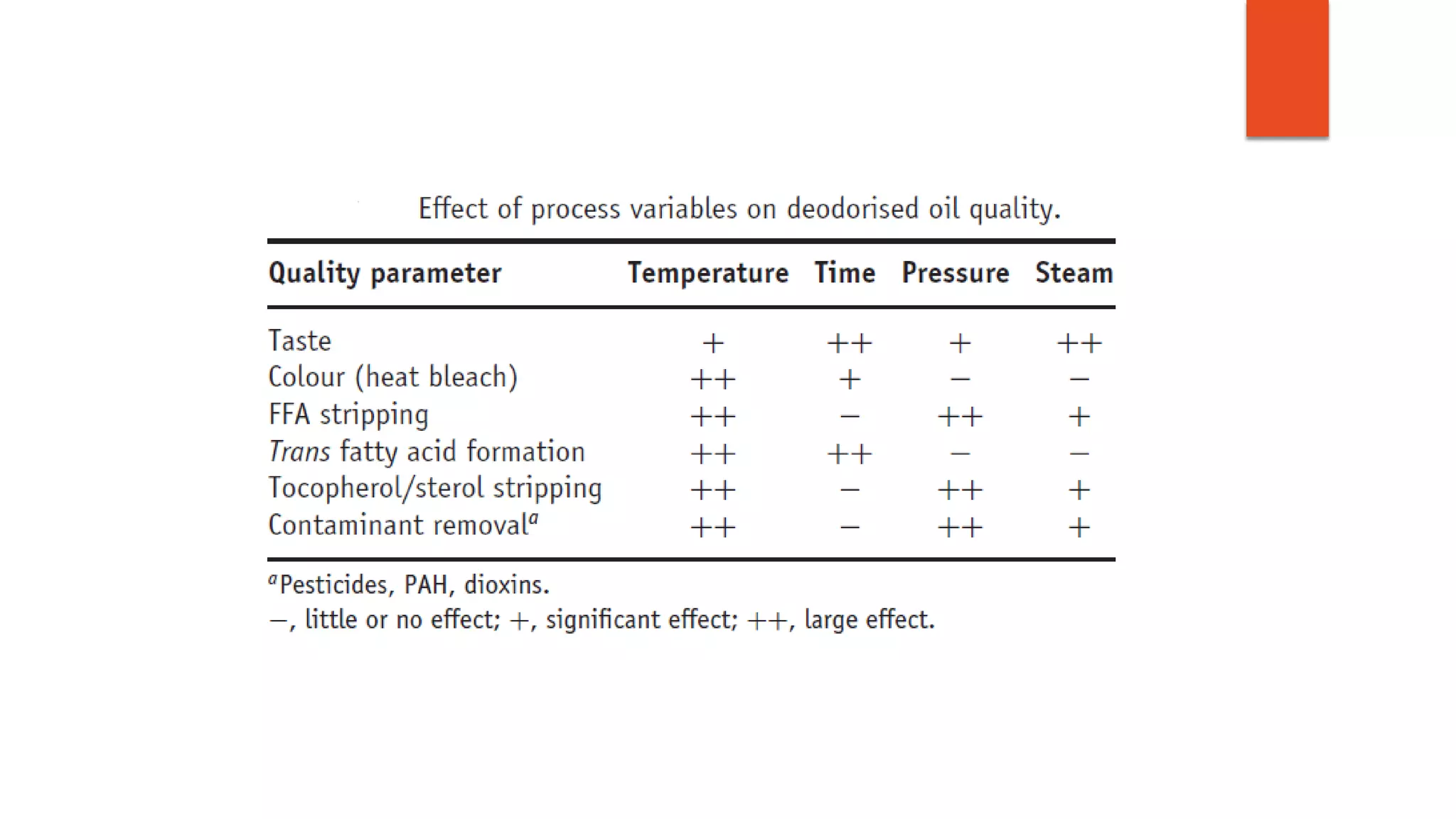
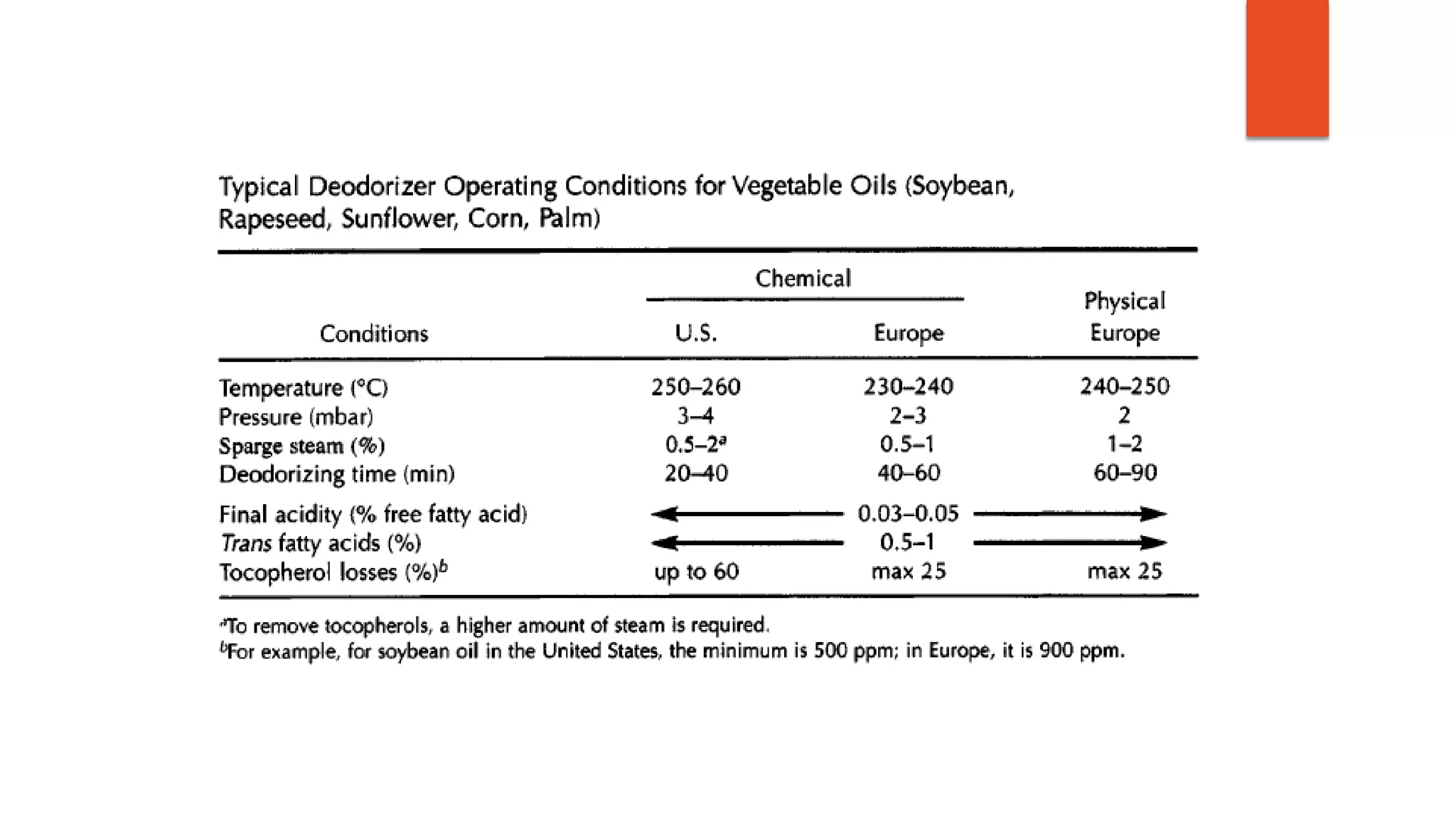
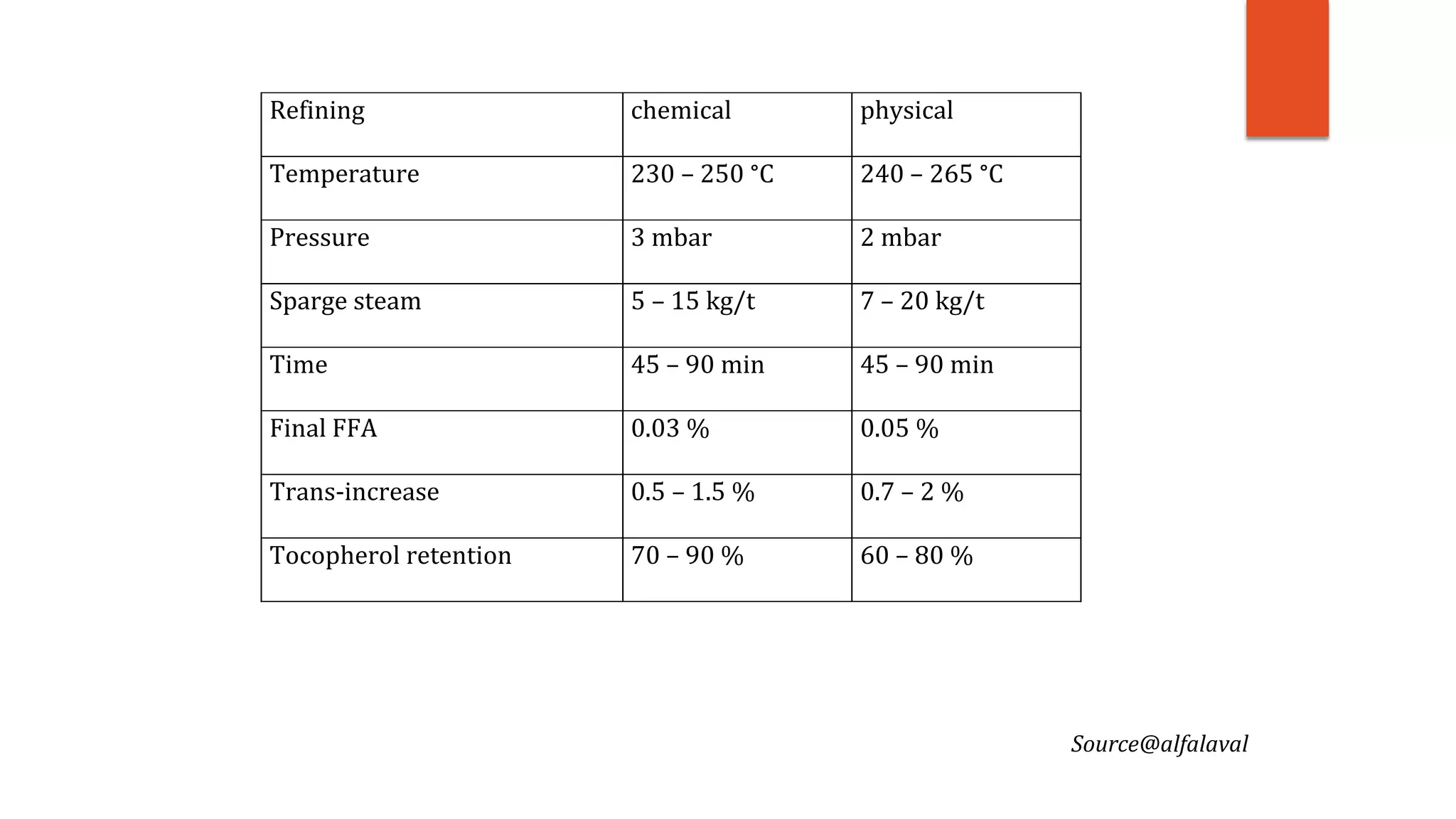
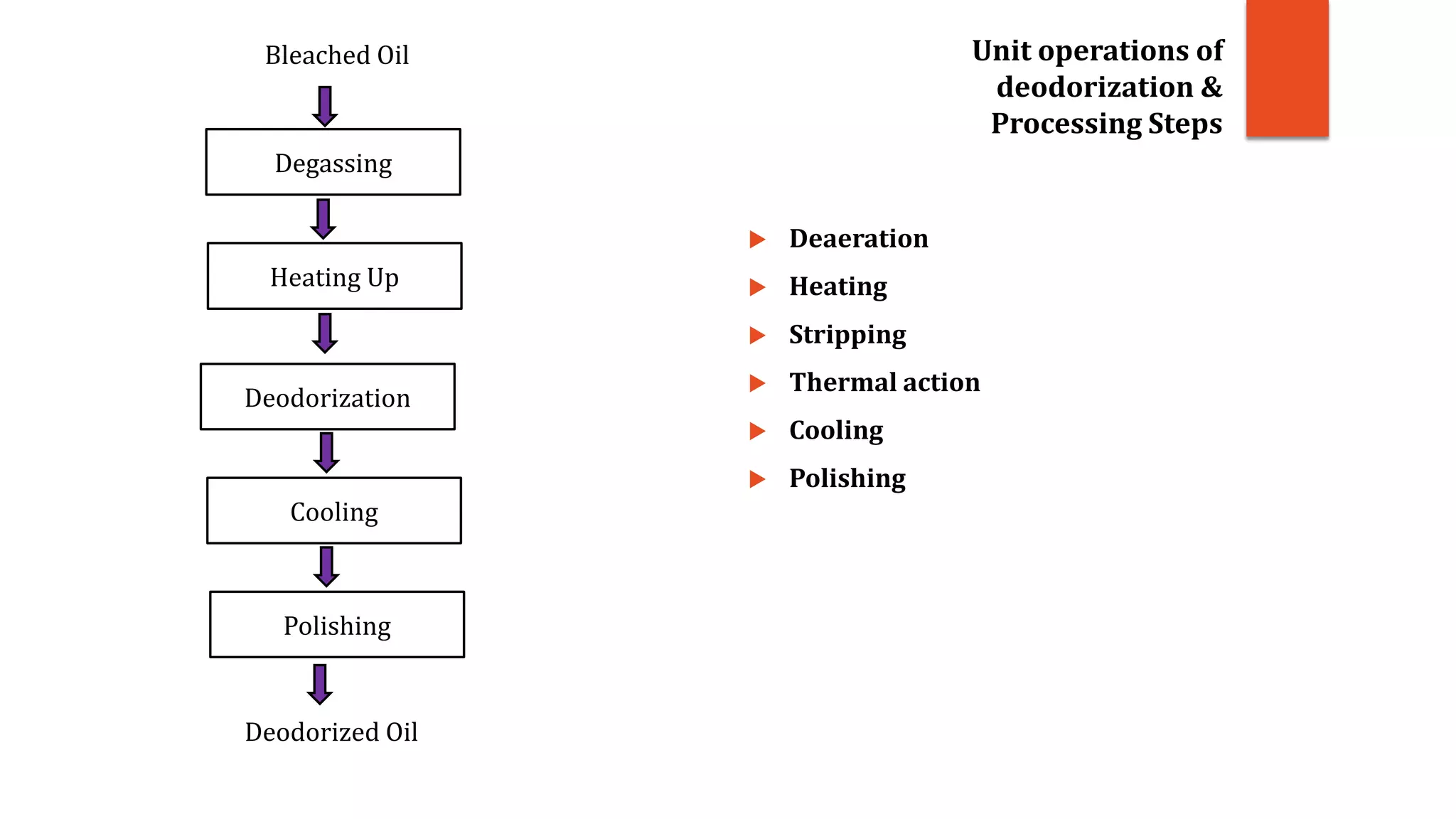
This document provides an overview of the deodorization process, which is the final stage in edible oil refining. It aims to remove odor-causing compounds and other undesirable elements. The key points covered include: - Deodorization uses high temperature, high vacuum distillation to strip volatile components like free fatty acids and contaminants. - Process variables like temperature, pressure, time and steam usage influence the removal of odors and quality of the final oil. - Common odor sources in oils include oxidation products and thermal degradation compounds. - The underlying principles of deodorization relate to the differing volatilities of oil constituents and steam stripping them away. - Typical process steps are















































































