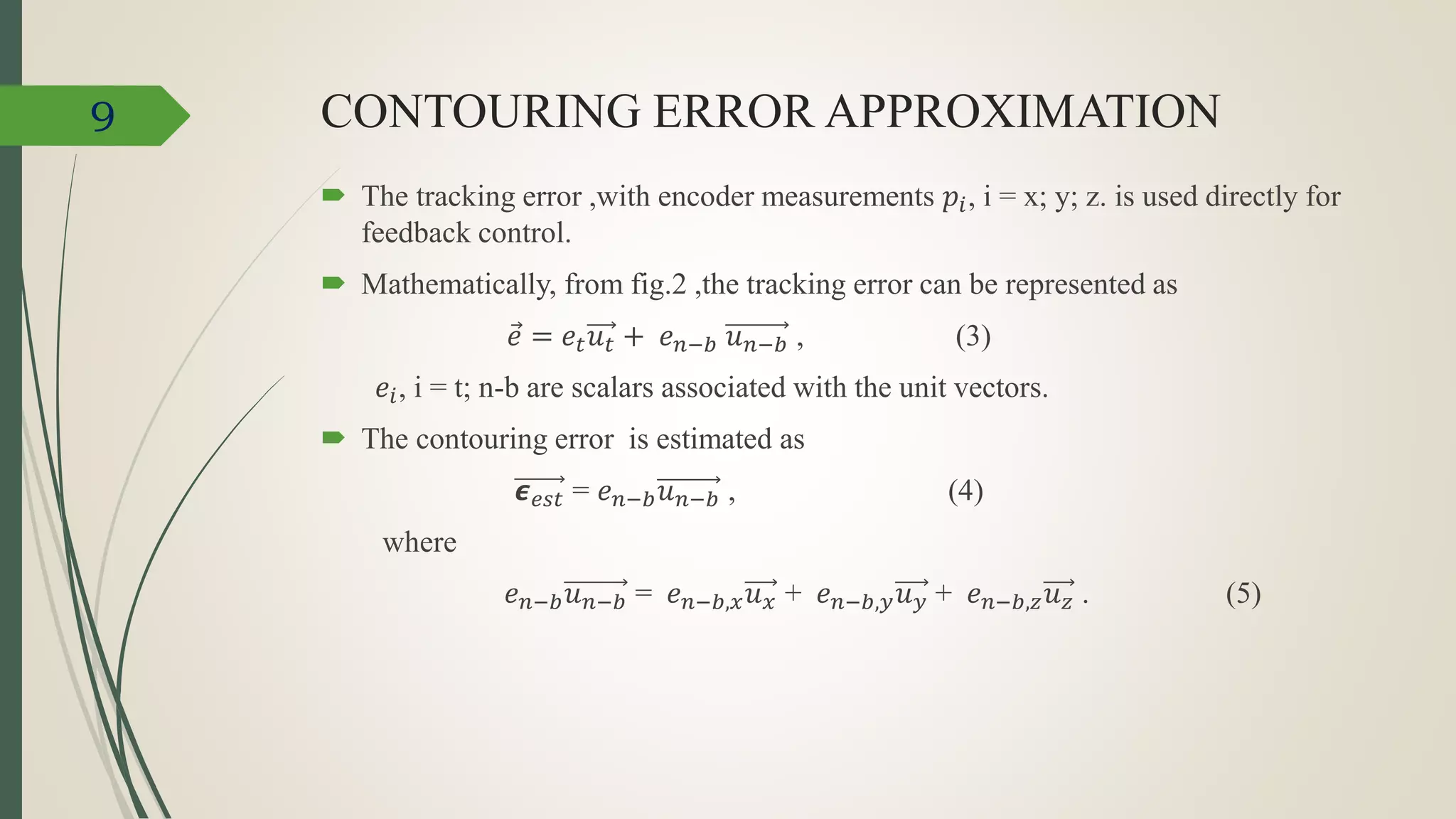
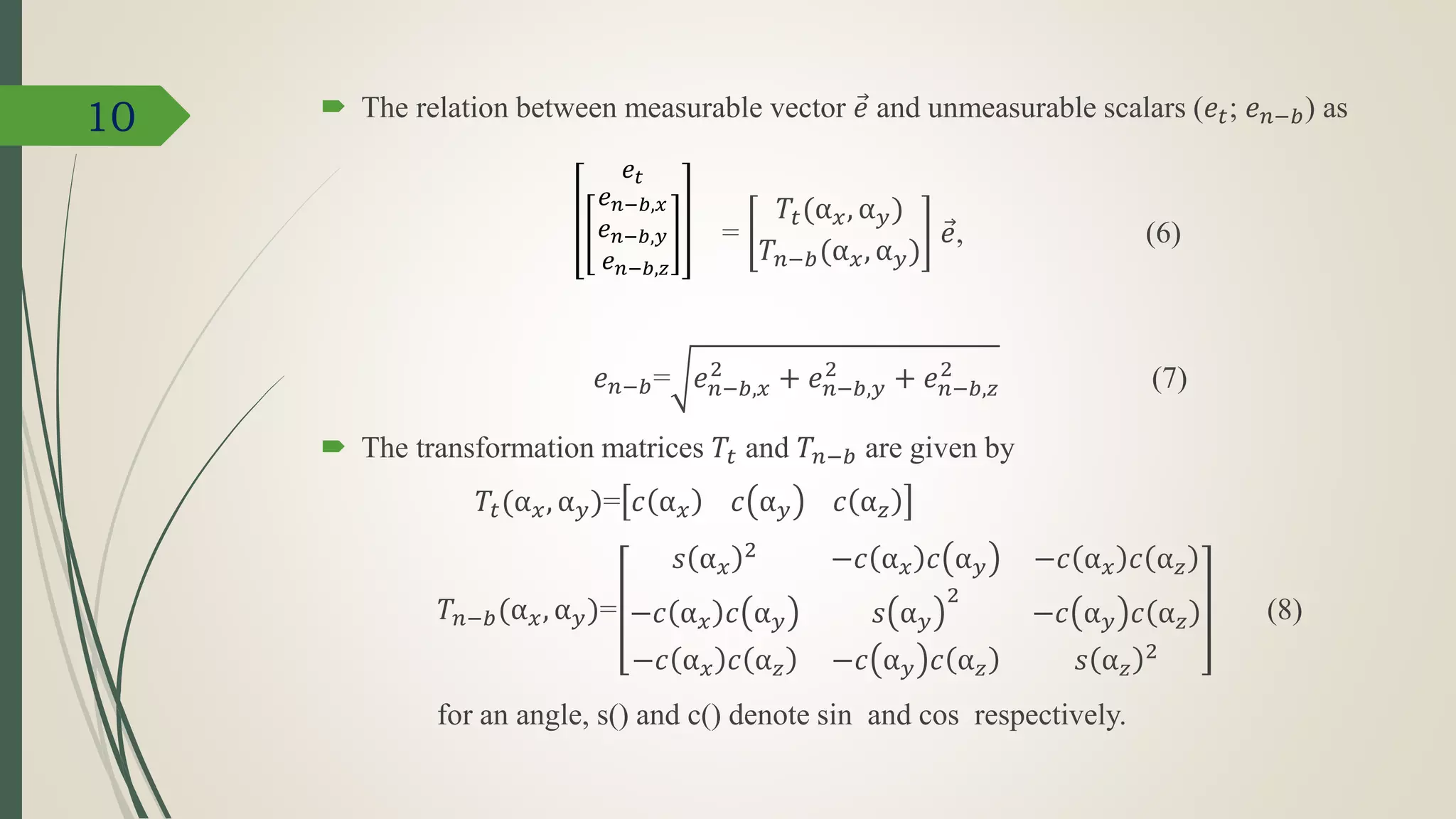
This document describes a contouring control method for CNC machine tools using a linear parameter-varying (LPV) controller. It involves transforming the axis coordinates into a task frame defined by the toolpath direction and velocity. An LPV feedback controller is designed as a function of the toolpath trajectory direction and velocity to minimize estimated contouring error while suppressing vibration. Weighting functions in the controller design are tuned to improve contouring accuracy and bandwidth by adjusting parameters like gains and crossover frequencies.
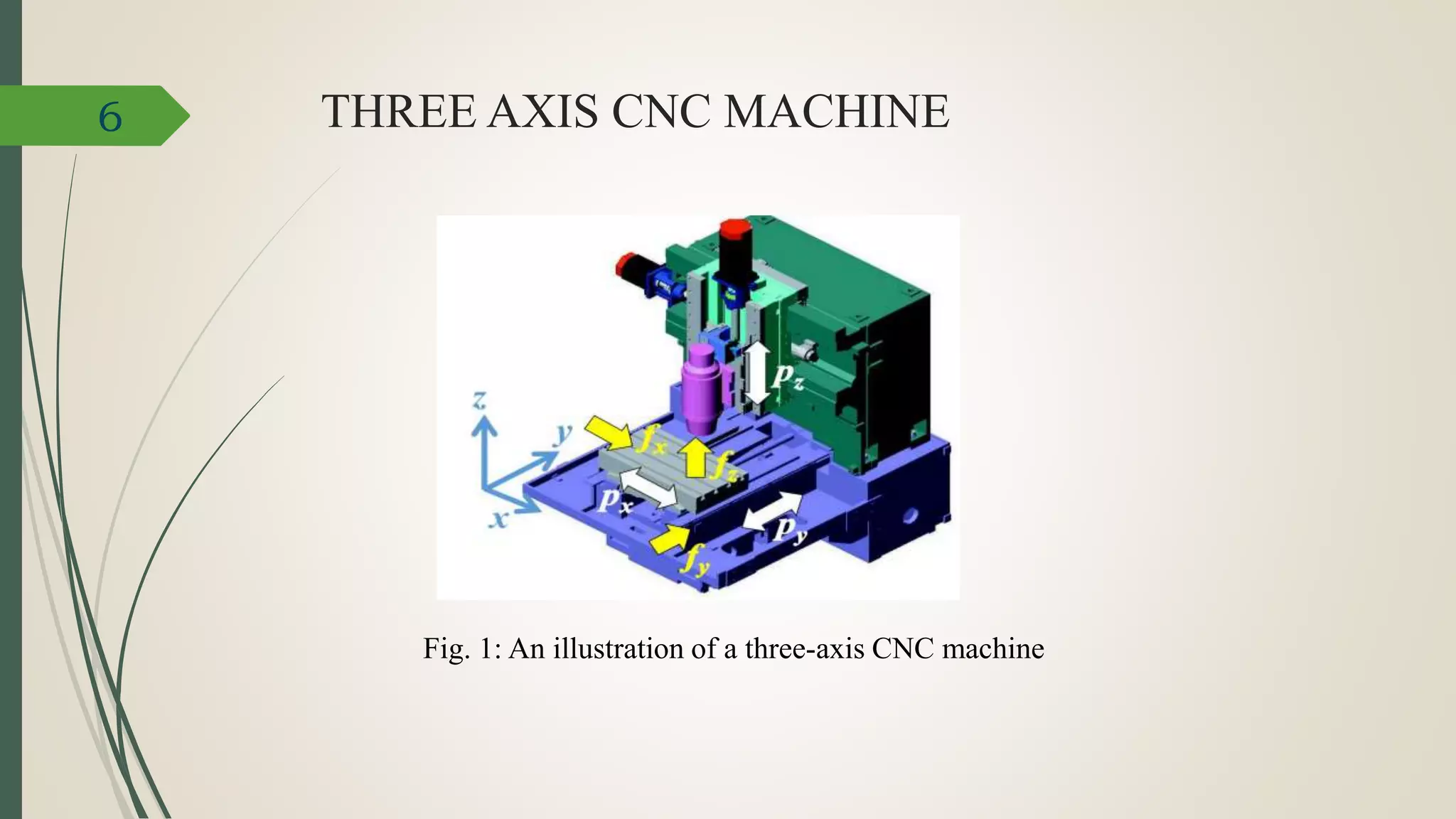
![ Table with workpiece mass : move in x and y directions.
Table with machining tool : displaces in z direction.
Three ball-screw feed-drive systems connected with DC motors for movement.
Applied voltages current amplifiers DC motors
(𝑣 𝑥, 𝑣 𝑦 and 𝑣𝑧 [V]) (send current commands) (torques generated)
Torque to the screws : linear displacements (positions) of the tables 𝑝 𝑥, 𝑝 𝑦 and 𝑝 𝑧.
The positions measurement : linear encoders in real-time for feedback control.
External forces 𝑓𝑥, 𝑓𝑦 and 𝑓𝑧 [N] : the resultant component of the cutting forces
and friction along the three axes.
7](https://image.slidesharecdn.com/jj-171119154152/75/Contouring-Control-of-CNC-Machine-Tools-7-2048.jpg)
![TRACKING AND CONTOURING ERROR
The tracking error : difference between the
table position and its reference in each axis at
each time instant t:
𝑒 𝑡 = 𝑟 𝑡 − 𝑝 𝑡 (1)
In 3 dimension,
𝑟 𝑡 = [𝑟𝑥(𝑡), 𝑟𝑦(𝑡), 𝑟𝑧(𝑡)] 𝑇
𝑝 𝑡 = [𝑝 𝑥(𝑡), 𝑝 𝑦(𝑡), 𝑝 𝑧(𝑡)] 𝑇 (2)
where 𝑟𝑖, i = x; y; z are the reference signals
in x, y and z directions.
The contouring error : difference between the
displacement at each time instant and the
shortest-distance point on the reference
trajectory.
Fig. 2: Tracking error and
contouring error in 3axis CNC
machine
8](https://image.slidesharecdn.com/jj-171119154152/75/Contouring-Control-of-CNC-Machine-Tools-8-2048.jpg)
![CONTROLLER OBJECTIVES
The mapping from the vector 𝑒 to the scalar 𝑒 𝑛−𝑏 is nonlinear because of (7).
The mapping from 𝑒 to the vector in the left-hand side of (6) is linear.
Feedback controllers
minimizes the approximated contouring error 𝟄 𝑒𝑠𝑡 in (4) and
also suppresses vibration of the machine due to external forces.
Fig. 3: Feedback structure for contouring error minimization.
where the disturbance force vectors 𝑓 := [𝑓𝑥; 𝑓𝑦 ; 𝑓𝑧] 𝑇,
voltage input vector 𝑣 := [𝑣 𝑥; 𝑣 𝑦; 𝑣𝑧] 𝑇.
11](https://image.slidesharecdn.com/jj-171119154152/75/Contouring-Control-of-CNC-Machine-Tools-11-2048.jpg)
![1. CONTROLLER STRUCTURE
Fig. 4: controller structure for contouring control
The parameter Ɵ(the gain-scheduling parameter) is defined by
Ɵ = [α 𝑥, α 𝑦] 𝑇 (10)
The first system T(Ɵ) is a parameter-varying matrix which is the coordinate
transformation matrix defined by
T(Ɵ) =
𝑇𝑡(Ɵ)
𝑇𝑛−𝑏(Ɵ)
(11)
13](https://image.slidesharecdn.com/jj-171119154152/75/Contouring-Control-of-CNC-Machine-Tools-13-2048.jpg)
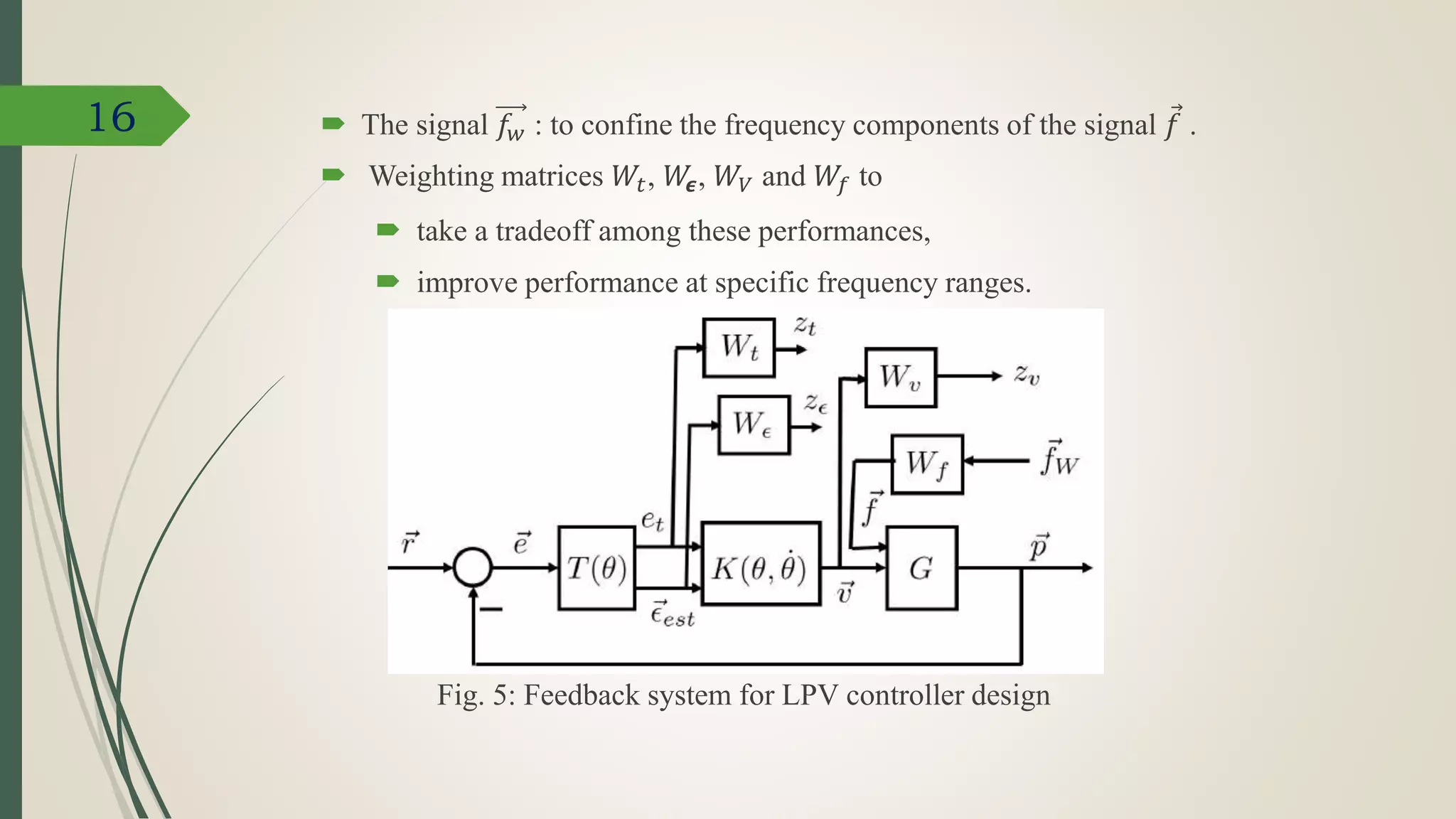
![ The output of the system T(Ɵ) are given in the left-hand side of (6) .
The vector 𝟄 𝑒𝑠𝑡 is given by
𝟄 𝑒𝑠𝑡 = [ 𝑒 𝑛−𝑏,𝑥 , 𝑒 𝑛−𝑏,𝑦 , 𝑒 𝑛−𝑏,𝑧] 𝑇 (12)
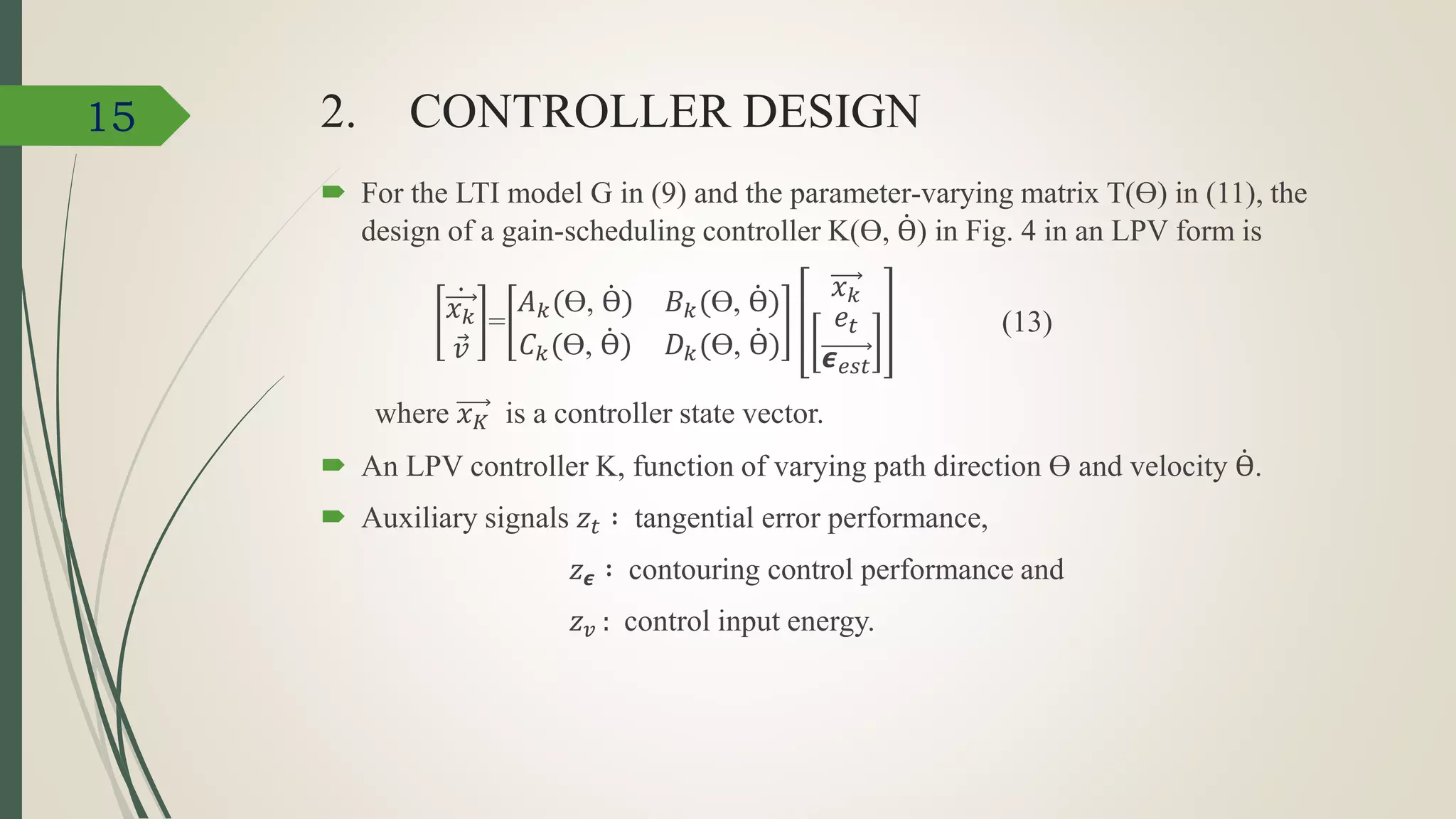
The K(Ɵ; Ɵ) block is a linear parameter-varying (LPV) controller.
14](https://image.slidesharecdn.com/jj-171119154152/75/Contouring-Control-of-CNC-Machine-Tools-14-2048.jpg)