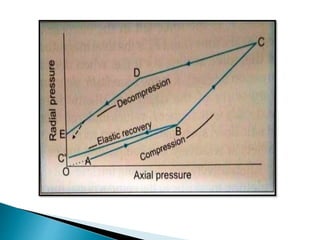
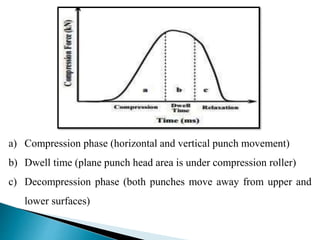
The document discusses the effects of friction, distribution of forces, compaction profiles, and solubility in pharmaceutical tableting. It describes the various forces involved including frictional, distributional, radial, and ejection forces. It explains how friction affects particle rearrangement and die wall movement. It discusses how forces are distributed and measured, including average and geometric mean forces. It outlines compression and decompression phases in compaction profiles and how they are analyzed. It also addresses the importance of solubility for drug bioavailability and therapeutic effectiveness.
































![Physics_of_Tablet_Compression_MP_PPT[1].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/physicsoftabletcompressionmpppt1-250617142628-a6154203-thumbnail.jpg?width=640&height=640&fit=bounds)










































