Compaction and Compression in Pharmaceutical Tablets.pptx
1.
Compaction and Compression
in
PharmaceuticalTablets
PRESENTED BY :
Elahe Tolideh
1st M.PHARM
Dept of Pharmaceutics
Al Ameen college of pharmacy
Bangalore
SUBMITTED TO :
Prof. Ayesha Khanum
Dept of regulatory affairs
Al Ameen college of pharmacy
Bangalore
1
2.
Introduction
● Tablets accountfor approximately 70-80% of all dosage forms.
● They are primarily manufactured using three main processes.
● The physics of compaction involves the compression and consolidation of
a two-phase system under applied force.
● The properties of the powder play a crucial role in the compression and
compaction process.
● Optimizing these factors ensures tablets are strong, uniform, and effective.
● Used in tableting and granulation processes to enhance drug delivery.
2
Overview
● Compaction:
As powderedmaterial is subjected to some level of mechanical force.
Compaction reduces the volume of a particle set and consolidates it into a
solid body. Ensures proper mechanical strength of tablets and optimizes
drug release properties.
● Compression:
Compression of a powder means reduction in the bulk volume of a
material as a result of removal of the gaseous phase under pressure.
4
5.
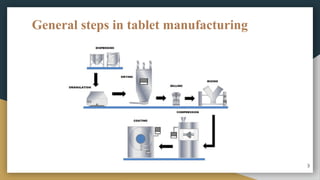
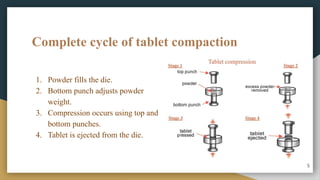
Complete cycle oftablet compaction
1. Powder fills the die.
2. Bottom punch adjusts powder
weight.
3. Compression occurs using top and
bottom punches.
4. Tablet is ejected from the die.
5
Physics of tabletcompaction
1. Repacking or particle rearrangement
2. Deformation .
3. Fragmentation.
4. Bonding.
5. Deformation of the solid body.
6. Ejection
7
8.
Repacking or rearrangementof particles
● Loose particles settle to minimize void spaces.
a. Initial Compression: Particles rearrange for
denser packing.
b. Finer Particles Fill Gaps: Improves
packing efficiency.
c. Energy Release: Friction increases
bonding surface.
d. Higher Pressure: Leads to deformation or
fragmentation.
8
9.
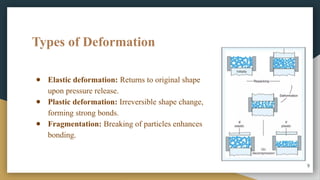
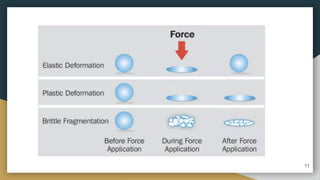
Types of Deformation
●Elastic deformation: Returns to original shape
upon pressure release.
● Plastic deformation: Irreversible shape change,
forming strong bonds.
● Fragmentation: Breaking of particles enhances
bonding.
9
10.
Fragmentation
1. Fragmentation: Highcompression force causes particles to break into
smaller fragments.
2. New Bonding Areas: Fragmentation increases surface area for stronger
bonding.
3. Densification: Small fragments fill voids, enhancing compactness.
4. Brittle Fracture: Some particles undergo complete structural breakdown.
10
Consolidation
● An increasein the mechanical strength of the material resulting from
particle or particle interaction.
● Tablet Strength: Depends on the bonding mechanism and surface area of
particle contact.
○ Cold Welding: When particles get close, their surface energies create
a strong attraction, enhancing mechanical strength.
○ Frictional Heat & Fusion Bonding: Compression generates heat,
which may cause localized melting. Upon cooling, increase the
mechanical strength of mass.
12
13.
Consolidation Mechanism
● MechanicalTheory:
○ Particles interlock due to pressure, increasing contact points.
○ Bonding occurs through elastic, plastic, or brittle deformation.
○ Mechanical bonding alone is not a major factor in tablet strength.
● Intermolecular Theory:
○ Bonding occurs due to attractive forces (van der Waals, hydrogen
bonds) between molecules.
○ Stronger interactions occur in materials with hydroxyl (OH) groups.
○ Pressure enhances these forces, improving particle consolidation.
13
14.
Cont…
● Liquid –Surface film theory (solid bridge) :
○ Thin Liquid Films: Form on particle surfaces, helping them bond
together.
○ Energy from Compression: Causes melting or dissolution at particle
interfaces.
○ Solidification/Crystallization: After compression, the melted or
dissolved material hardens, creating strong bonds between particles.
14
15.
Factors affecting consolidation
●Material Properties – Particle size, shape, and texture.
● Moisture Content – Impacts bonding and strength.
● Compression Force – Affects density and risk of defects.
● Deformation Behavior – Plastic, elastic, or brittle changes.
● Bonding Mechanisms – Van der Waals forces, interlocking, or liquid
bridges.
● Die Wall Friction – Influences uniformity and ejection.
● Lubrication – Prevents sticking but excess weakens bonds.
● Dwell Time – Longer pressure application affects hardness and porosity.
15
16.
Deformation of SolidBody
● As force increases, the bonded solid compacts further.
● Deformation occurs through plastic (permanent) or elastic (reversible)
changes.
● The tablet reaches a limiting density within the die.
16
17.
Ejection Stage
● BreakingAdhesion: Initial force breaks the bond between the tablet and
die wall.
● Pushing Up: Additional force moves the tablet up the die.
● Final Ejection: Tablet is fully expelled from the die.
Lubrication Issues: Inadequate lubrication can cause slip-stick, where the tablet
sticks and releases unevenly, leading to defects.
17
18.
Preventing Issues inCompression
● Capping (tablet splitting) can be reduced by:
○ Slowing down press speed.
○ Using larger compression rollers.
● Proper lubrication prevents sticking and
enhances tablet ejection.
● Bonds within compressible material must be
formed which results in sticking.
● High level of lubricant or over blending can
result in a soft table.
18
19.
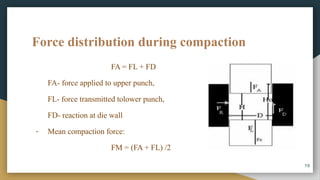
Force distribution duringcompaction
FA = FL + FD
FA- force applied to upper punch,
FL- force transmitted tolower punch,
FD- reaction at die wall
- Mean compaction force:
FM = (FA + FL) /2
19
20.
Compaction Profile
Axial pressureis the force for unit area being applied in the direction in which
the punch moves during compression.
Radial pressure is the pressure transmitted at right angles to the longitudinal
punch axis.
During Tableting – Axial Pr transferred to die wall
During Decompression – Radial Pr exerted on die wall
Upon complete removal of axial pr some die wall pr still remain – above pr is
residual die wall pr.
20
21.
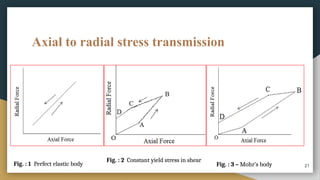
Axial to radialstress transmission
21
Fig. : 1 Perfect elastic body
Fig. : 2 Constant yield stress in shear
Fig. : 3 – Mohr’s body
22.
Heckel Equation
22
The Heckelequation helps understand how powder gets compressed into a
tablet.
It assumes that as pressure is applied, the powder densifies in a predictable
way.
The equation:
In [1/(1-D)] = KP + A,
where:
● D = How dense the tablet becomes compared to its original powder
form.
● P = The pressure applied.
● K = A value that shows how easily the material compresses.
23.
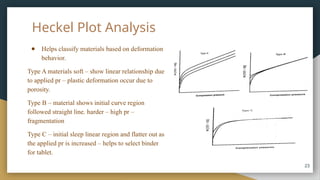
Heckel Plot Analysis
●Helps classify materials based on deformation
behavior.
Type A materials soft – show linear relationship due
to applied pr – plastic deformation occur due to
porosity.
Type B – material shows initial curve region
followed straight line. harder – high pr –
fragmentation
Type C – initial sleep linear region and flatter out as
the applied pr is increased – helps to select binder
for tablet.
23
24.
Kawakita & AdamsEquations
● Used for low-pressure and highly porous materials.
● Helps determine tensile strength and deformation behavior.
24
25.
Additional Compaction Equations
●Gurnham Equation: Relates applied pressure to density change.
To characterize the deformation behavior of material.
● The rate of applied pressure is directly proportional to the apparent density
of a given mass of material.
dp/p = Adρ
● Where, p = pressure, ρ =apparent density , A=constant
25
26.
Summary and Conclusion
●Compaction and compression are crucial for tablet formulation.
● Understanding material properties improves tablet quality.
● Optimized processes ensure effective drug delivery.
26
#2 Compaction is the situation in which materials are subjected to some level of mechanical force.
#21 Fig. 1 – Perfect Elastic Body:
The graph shows a straight-line relationship, meaning the material deforms elastically and returns to its original shape when the force is removed.
No permanent deformation occurs.
Fig. 2 – Constant Yield Stress in Shear:
The material undergoes elastic deformation initially but then yields at a constant shear stress.
The path shows a hysteresis loop, indicating some energy dissipation due to plastic deformation.
Fig. 3 – Mohr’s Body:
Represents a material that undergoes both elastic and plastic deformation.
The shape of the loop suggests significant plastic flow, where the material retains some deformation even after unloading.
#23 Types of Heckel Plots in the Image
Type A – Shows a smooth curve with increasing slope, indicating predominantly plastic deformation. Materials following this pattern undergo significant volume reduction under pressure.
Type B – Shows a linear relationship after an initial curve, suggesting a mix of brittle fracture and plastic deformation.
Type C – Has a plateau after an initial steep rise, meaning the material undergoes minimal further compression beyond a certain point. This behavior is typical of hard, brittle materials.
![Heckel Equation
22
The Heckel equation helps understand how powder gets compressed into a
tablet.
It assumes that as pressure is applied, the powder densifies in a predictable
way.
The equation:
In [1/(1-D)] = KP + A,
where:
● D = How dense the tablet becomes compared to its original powder
form.
● P = The pressure applied.
● K = A value that shows how easily the material compresses.](https://image.slidesharecdn.com/compactionandcompressioninpharmaceuticaltablets-250507162421-3f855a6f/85/Compaction-and-Compression-in-Pharmaceutical-Tablets-pptx-22-320.jpg)







![Physics_of_Tablet_Compression_MP_PPT[1].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/physicsoftabletcompressionmpppt1-250617142628-a6154203-thumbnail.jpg?width=640&height=640&fit=bounds)








































