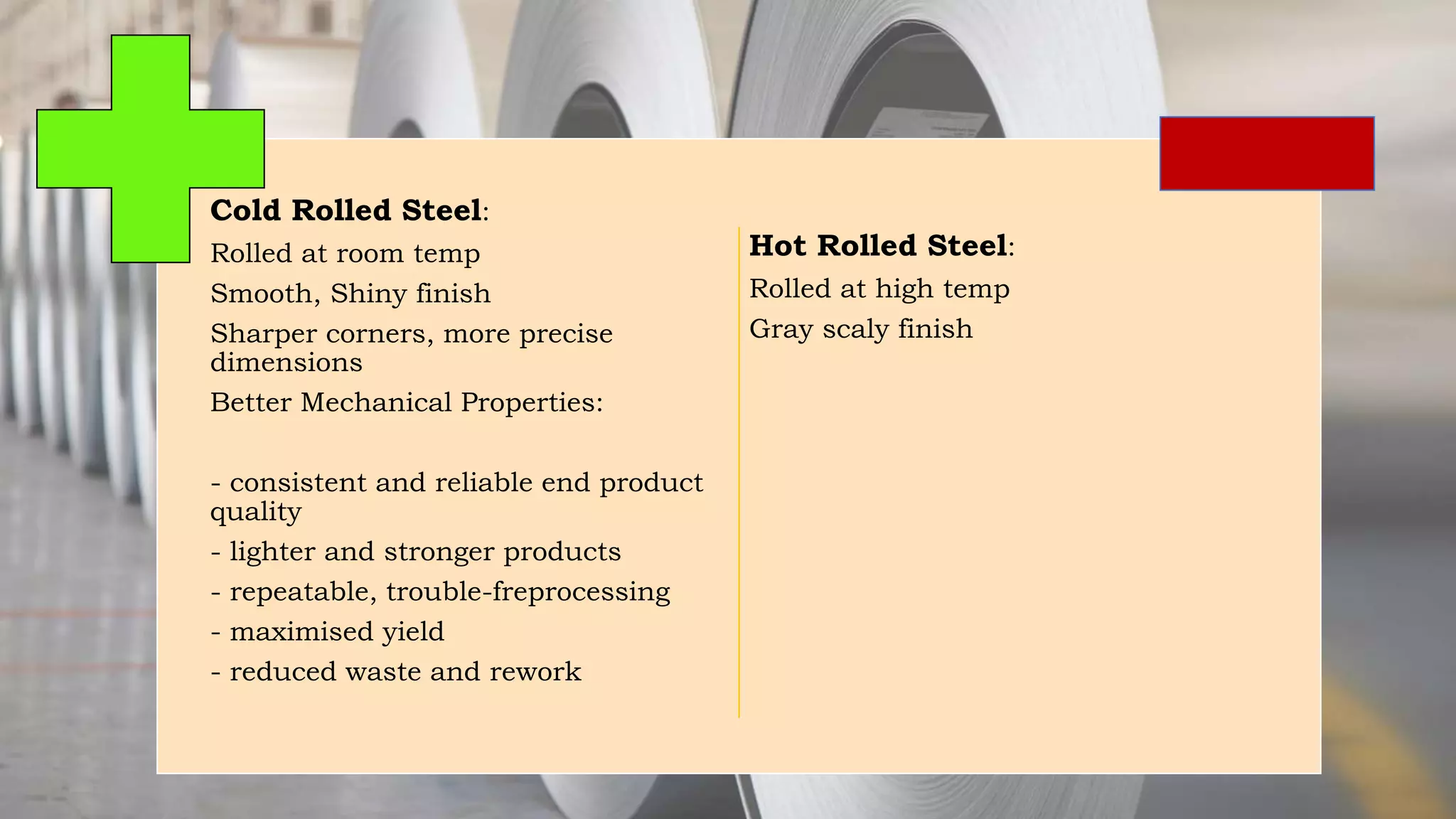
The document discusses cold rolled steel, highlighting its smoother appearance, higher yield and tensile strength compared to hot rolled steel. It outlines various rolling processes, such as roll bending and forge rolling, and their applications in producing components for automotive parts, construction, and appliances. Additionally, it emphasizes the benefits of cold rolling, including enhanced mechanical properties, reduced waste, and improved product quality.

![After the Rolls/Coils are procured, it further undergoes a more detailed process [ SMALL SCALE]
ROLL BENDING
ROLL FORMING
FLAT ROLLING RING ROLLING
STRUCTURAL SHAPE ROLLING
CONTROLLED ROLLING
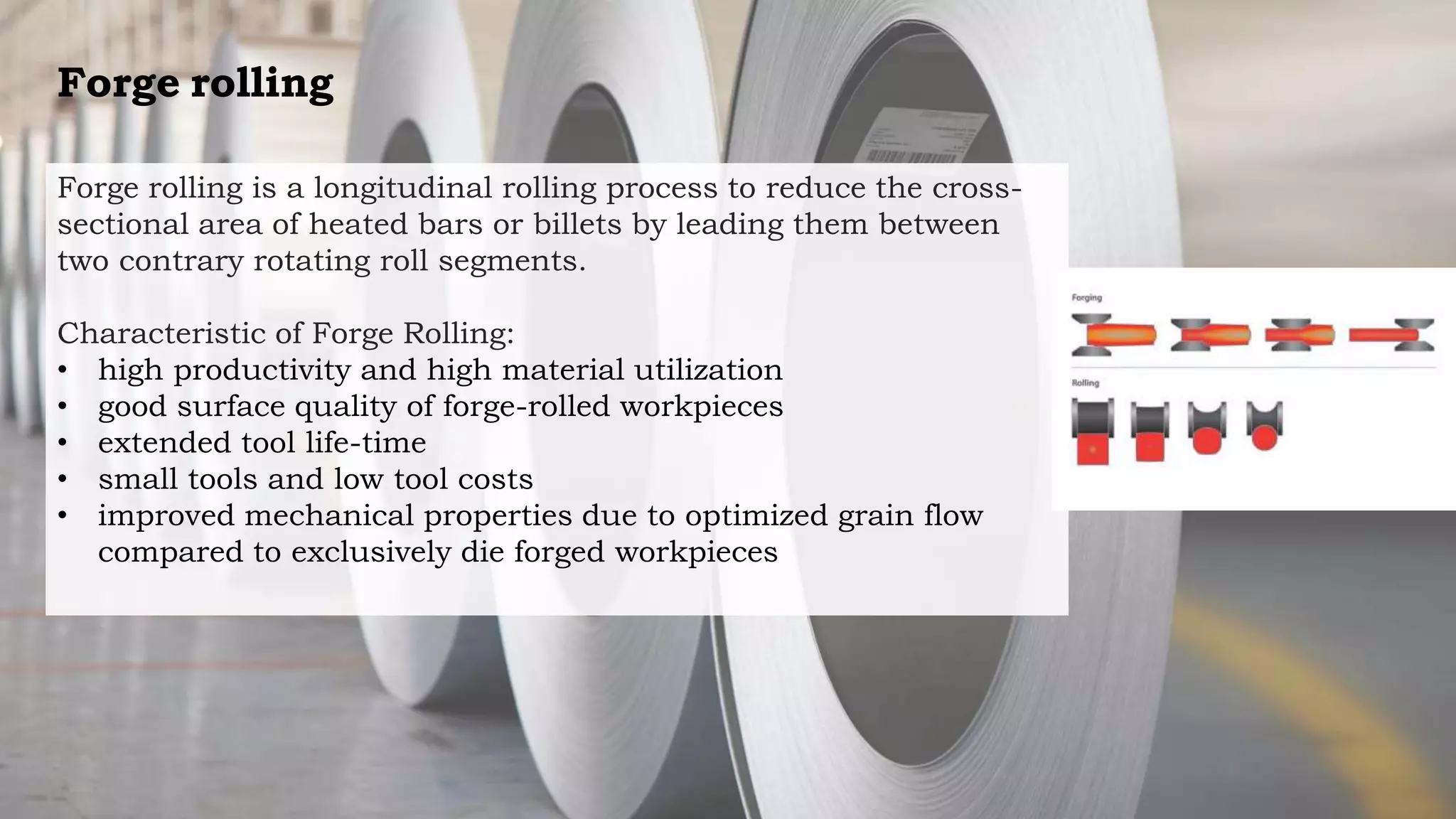
FORGE ROLLING](https://image.slidesharecdn.com/personalcrs-160726124829/75/Cold-Rolled-Sheets-5-2048.jpg)






























![Forging Process. [Workshop Practices]](https://cdn.slidesharecdn.com/ss_thumbnails/forging-metal-131007035538-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)



















![– Como conceber transformações? [Setor Privado]](https://cdn.slidesharecdn.com/ss_thumbnails/cafcombpmsetorprivadocomoconcebertransformaes-150321135043-conversion-gate01-160122141409-thumbnail.jpg?width=640&height=640&fit=bounds)























![Chapter4_Initiation_of_Sediment_Motion_v2[1].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/chapter4initiationofsedimentmotionv21-251208223747-f94ef163-thumbnail.jpg?width=640&height=640&fit=bounds)




![Moho Pro 14.4 Crack for MacOS Works Until 2050 [Latest] pptx](https://cdn.slidesharecdn.com/ss_thumbnails/softwareoverview-251207192639-797289c4-thumbnail.jpg?width=640&height=640&fit=bounds)
![Wondershare Filmora 15.0.11 Crack for Mac Key Full Download [Latest] pptx](https://cdn.slidesharecdn.com/ss_thumbnails/software-251207184836-1d16ba16-thumbnail.jpg?width=640&height=640&fit=bounds)
![CleanMyMac X v5.2.8 Crack for MacOS Full Version [Latest] pptx](https://cdn.slidesharecdn.com/ss_thumbnails/softwareoverview-251207194121-a81f0142-thumbnail.jpg?width=640&height=640&fit=bounds)

![PowerISO 9.2 Mac Crack + Serial Key Free Download 2026 [Latest] Software.pptx](https://cdn.slidesharecdn.com/ss_thumbnails/software-251207185653-5d5700e6-thumbnail.jpg?width=640&height=640&fit=bounds)







