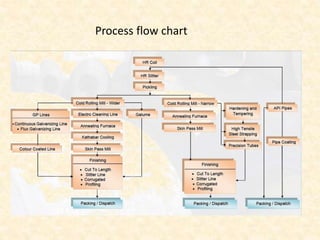
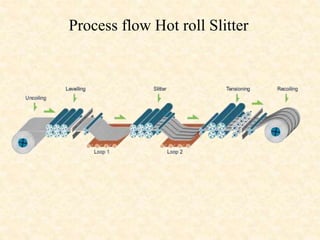
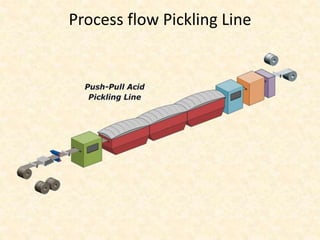
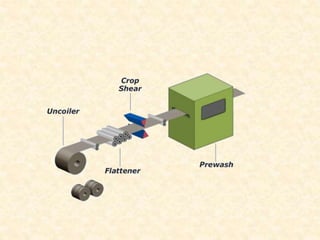
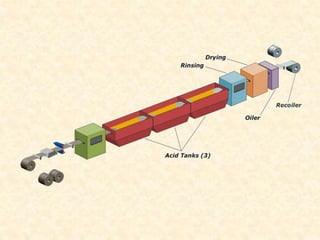
The document provides an overview of the process flow for Khopoli Steel Plant, including HR slitting, pickling, and cold rolling mill (CRM). The HR slitting process involves cutting wider hot rolled coils into narrower coils for uniform width and to remove damaged edges. Pickling uses HCL acid to remove impurities from ferrous metals. The CRM uses 6- and 4- high mills to cold roll pickled strips, reducing thickness by up to 90% to strengthen the metal through strain hardening and improve surface finish and tolerances.

























![BSP Project (Based on Continuous Casting) [Final]](https://cdn.slidesharecdn.com/ss_thumbnails/1cb7ea7d-f281-4d52-a9fa-9483a29f6fbc-150714213851-lva1-app6892-thumbnail.jpg?width=640&height=640&fit=bounds)


















