This document discusses elements of process control systems including sensors, controllers, and control elements. It provides definitions of these elements and describes how they relate and interact in a process control loop based on a block diagram approach. The key elements are the process being controlled, sensors that measure process variables, a controller that determines necessary control actions, and control elements that implement adjustments to the process. The document also discusses criteria for evaluating how well a control system is performing including stability, steady-state regulation, and transient response.










![Now,
b(t) - b, + {bf - b,)[l - e-^
&(0.75) = 660 + (1353 - 660) [1 - e^-75^5]
&(0.75) = 932.7 mV
This corresponds to a temperature of
T 932.7
33 mV/°C
T = 28.3°C
Thus the indicated temperature differs from the actual temperature by - 12.7°C
because of the lag in sensor output. After a time of about five times constants ( -7.5 s)
the sensor out-; put would be about 1.353 V, correctly indicating the actual
temperature of 41°C.
In many cases, the transducer output may be inversely related to the input.
Equatic (1.7) still describes the time response of the element where the final output is
less than ft initial output.
Note that the time response analysis is always applied to the output of the sense
never the input. In Example 1.15 the temperature changed suddenly from 20° to 41°C,
it would be wrong to write equations for the temperature in terms of first -order time
sponse. Il is only the output of the sensor that lagged. Particularly if the sensor output
varies nonlineariy with its input, terrible errors will occur if the time response
equation is applied to the input.
Real-Time Effects The concept of the exponential time response and associated
time constant is based on a sudden discontinuous change of the input value. In the real
world, such instantaneous changes occur rarely, if ever, and thus we have presented a](https://image.slidesharecdn.com/chapter1-140920040500-phpapp02/85/Chapter-1-12-320.jpg)


















![FINAL CONTROL ] 363
FIGURE 7.30
where/is the excitation frequency in Hertz andp is the number of poles. Synchronous
motors can be operated using single-phase ac but such units are used for only very
low power (~0.1 hp) and suffer from very low starting torque. When operated from
three-phase, ac synchronous motors can be operated at very high power, up to
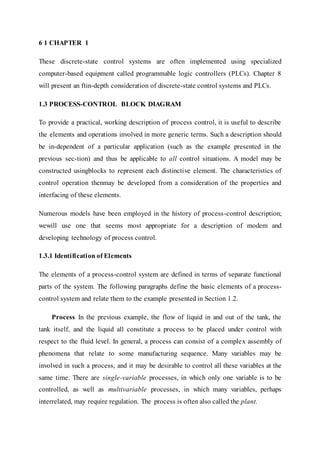
50,000 hp. Induction ac motors are characterized by a rotor which is neither a PM
nor a dc excited electromagnet. Instead current induced in a coil wound on the
rotor generates the interacting magnetic field of the rotor. This current is induced
from the stator coils. Figure 7.31 illustrates the basic concept. You can see that the ac
field of the stator produces a changing magnetic field passing through the closed
loop of the rotor. Faraday's law teaches us that [his changing flux will induce current
in the loop. This in turn creates a magnetic field in the rotor coil, which interacts
with the field of the stator. The bottom line is that a torque exists on the rotor
caused by these two fields.
Single-phase induction motors are used for applications of relatively low
power, say lessthan5hp(<3.7kW). Such motors are typical of those found in household
appliances, for example. For higher power we use three-phase ac excitation. Such
motors are available up to 10,000 hp.
In a control environment we want to have control over the speed of these
motors. The induction motor speed is dependent upon the ac excitation frequency,
much like Equation (7.6) for the synchronous motor, but with some small difference
referred to as the slip (in
FIGURE 7.31
The induction motor depends on a rotor field from current induced by ac field
coils, as shown in Figure 7.30.](https://image.slidesharecdn.com/chapter1-140920040500-phpapp02/85/Chapter-1-31-320.jpg)





![This increases the diaphragm force until it is able to move the shaft. Suppose the
shaft is connected to a very high load—that is, something icq^k very large force for
movement. In principle, it is simply a matter of increasing the fww
HNALCONTROL I 3—
of the input gas until the pressure X diaphragm area equals the required force- What
we find, however, is that as we try to raise the input gas pressure, large volumes of gas
must be passed into the actuator to bring about any pressure rise because the gas is
compressing; that is, its density is increasing.
7.5.3 Hydraulic Actuators
We have seen that there is an upper limit to the forces that can be applied using gas as
the working fluid. Yet there are many cases when large forces are required. In such
cases, a hy- draulic actuator may be employed. The basic principle is shown in Figure
7.38. The basic idea is the same as for pneumatic actuators, except that an
incompressible fluid is used to provide the pressure, which can be made very large by
adjusting the area of the forcing pis- ton, A]. The hydraulic pressure is given by
PH = Wi (7.9)
where py = hydraulic pressure (Pa)
F] = applied piston force (N)
A] = forcing piston area (m2)
This pressure is transferred equally throughout the liquid, so the resulting force on the
working piston is
m
(7.11)
^W = Pfi'^2](https://image.slidesharecdn.com/chapter1-140920040500-phpapp02/85/Chapter-1-37-320.jpg)


![Thus, the flow rate is
Q = Av = (7.85 X lO-'m2^ m/s)
0 = 0.0157 mVs
The purpose of the control valve is to regulate the flow rate of fluids through
pipes in the system- This is accomplished by placing a variable-size restriction in the
flow path, as shown in Figure 7.45. You can see that as the stem and plug move up
and down, the size of the opening between the plug and me seat changes, thus
changing (he flow rate. Note the direction of flow with respect to the seat and plug. If
the flow were reversed, force from the flow would tend to close the valve further at
small openings.
There will be a drop in pressure across such a restriction, and the flow rate varies
with the square root of this pressure drop, with an appropriate constant of
proportional- ity, shown by
(7.13)
fi== KV^p
where K = proportionality constant (mVs/Pa^2)
Ap = pi - P] == pressure difference (Pa)
Flow
SMU
FIGURE 7.45
A basic control-valve cross-section. The direction of flow is important for proper
valve
action.](https://image.slidesharecdn.com/chapter1-140920040500-phpapp02/85/Chapter-1-40-320.jpg)