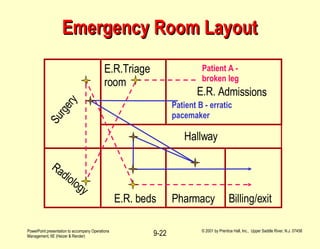
The document discusses various layout strategies for operations management including fixed-position, process-oriented, office, retail, warehouse, and product-oriented layouts. It provides examples of each type and describes key considerations for each like material flow, space utilization, and balancing workloads. McDonald's new kitchen layout that improved efficiency and reduced food costs by $100 million annually is highlighted.