Downloaded 36 times








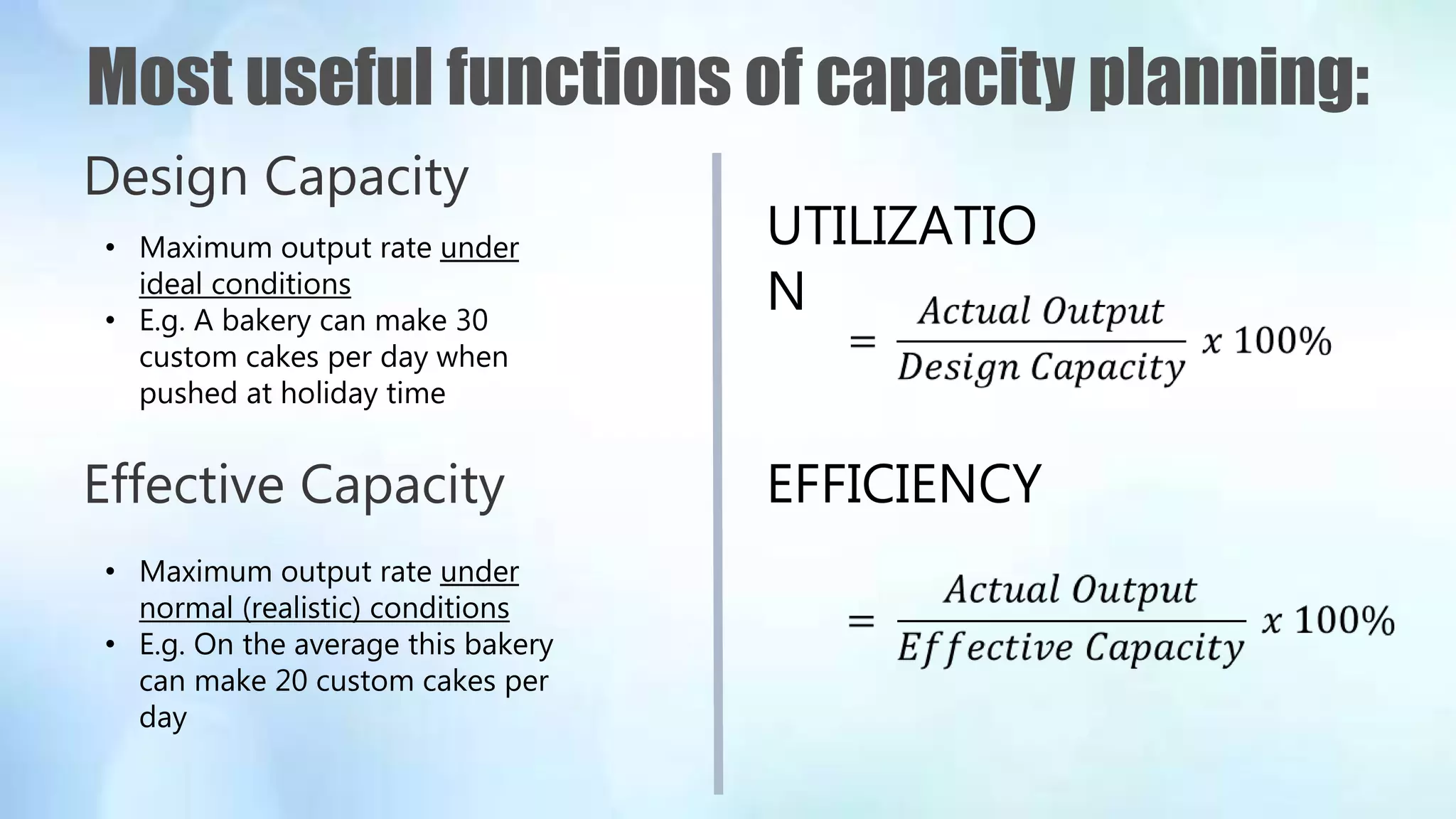













The document discusses capacity planning and management. It defines key terms like capacity, bottlenecks, utilization, and throughput. It outlines factors that determine effective capacity like facilities, processes, supply chain management and more. It discusses Eliyahu Goldratt's Theory of Constraints and how to identify, utilize, and elevate the constraint to improve the system. Common capacity planning strategies like leading, following and tracking capacity are also summarized. The document is intended to help participants plan capacity in their own areas and plants.




































![Facility_Capacity_Planning_&_its_Measurement_Final[1] - Copy.pptx](https://cdn.slidesharecdn.com/ss_thumbnails/facilitycapacityplanningitsmeasurementfinal1-copy-230803170019-896281ec-thumbnail.jpg?width=640&height=640&fit=bounds)




















