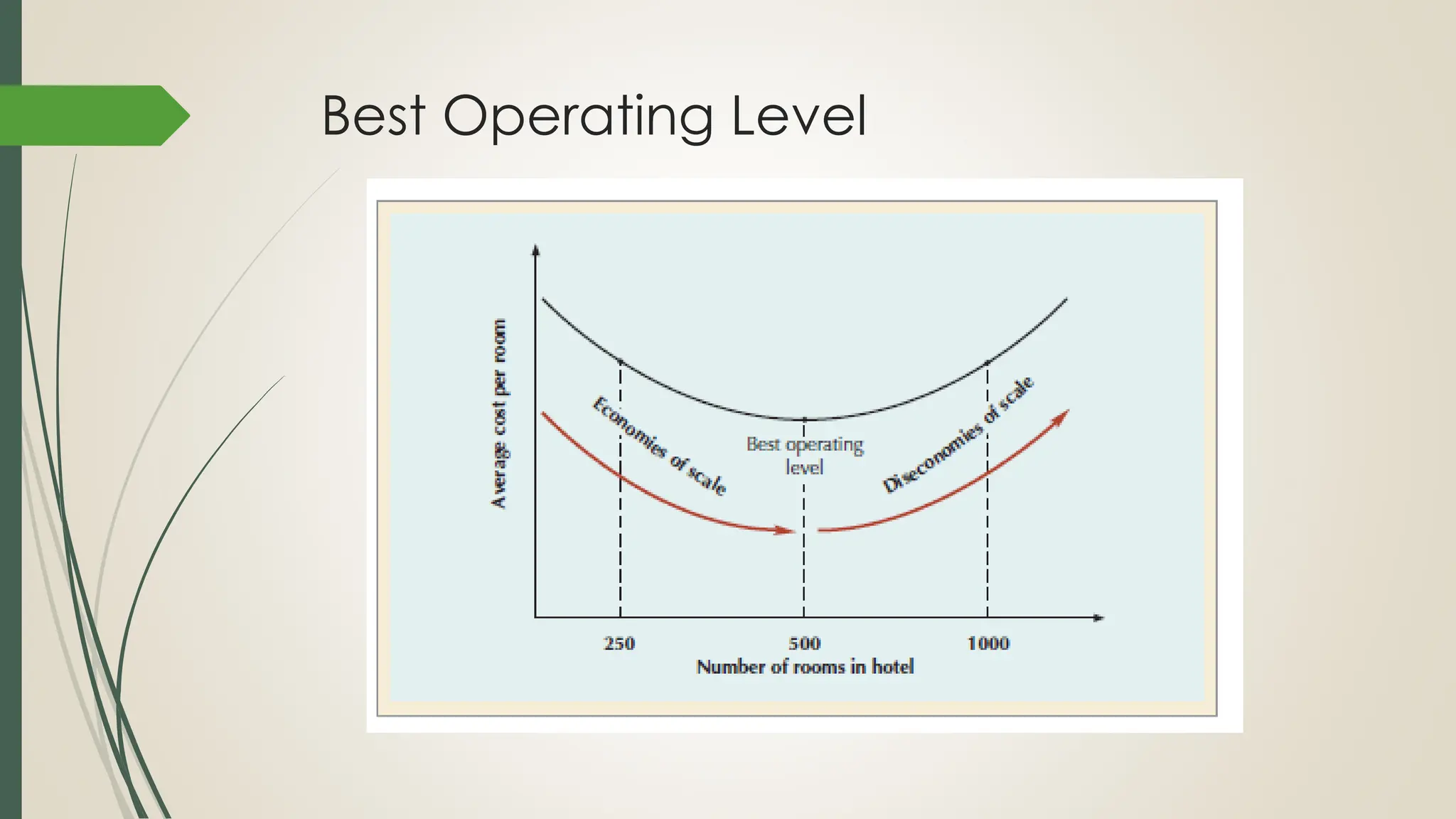
The document outlines strategic capacity planning, emphasizing its importance in managing resources to meet future demand while considering factors like operating costs and competitiveness. It explains key concepts such as capacity measurement, utilization, and planning adjustments in response to demand changes. Additionally, it provides examples of capacity requirements for specific companies and details on maintaining system balance and capacity flexibility.