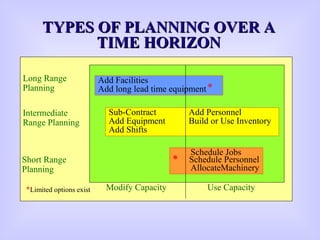
Capacity planning involves determining the production capacity needed to meet demand. Key questions in capacity planning include determining the type, amount, timing, and location of capacity required. Maintaining the proper balance between capacity and demand is important to control costs and ensure customer needs are met. Various strategies such as incremental expansion, outsourcing, and demand management can be used to match capacity with fluctuating demand levels over time.