Downloaded 406 times

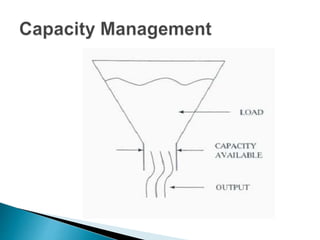

































Capacity planning is determining the production capacity needed by a company to meet changing demands. It involves calculating the maximum output that can be produced with available resources, measuring capacity in units, and linking it to workforce planning. Capacity must account for seasonal or unexpected demand changes. There are three types of capacity considered: potential, immediate, and effective. Proper capacity planning ensures a company can meet customer requirements over time.























































































