












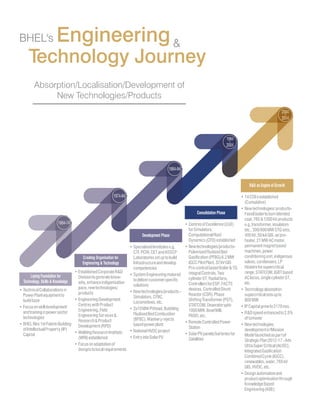
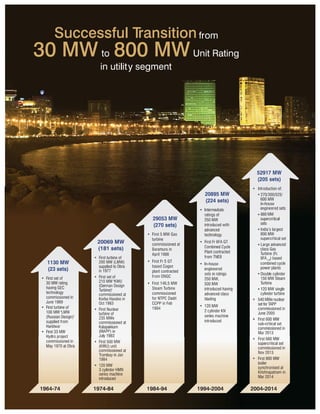



















The document provides background information on Bharat Heavy Electricals Limited (BHEL), including that it was established in 1964 to make India self-reliant in manufacturing heavy electrical equipment, it has grown to have 17 manufacturing units and supplies over 180 products across various sectors, and has played a key role in developing India's power sector with over 138 GW of installed capacity based on BHEL-supplied equipment.