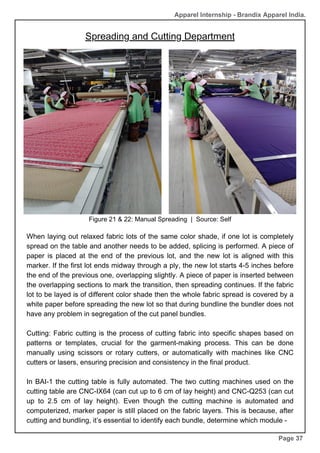
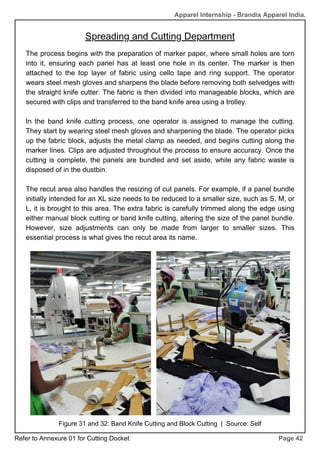
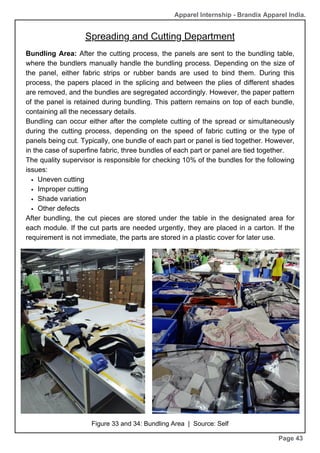
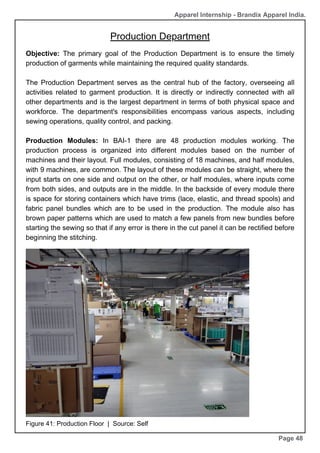
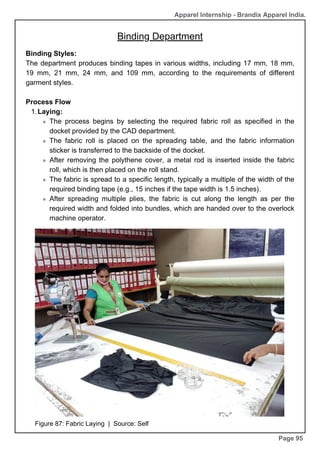
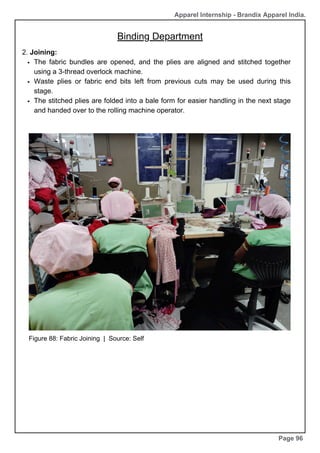
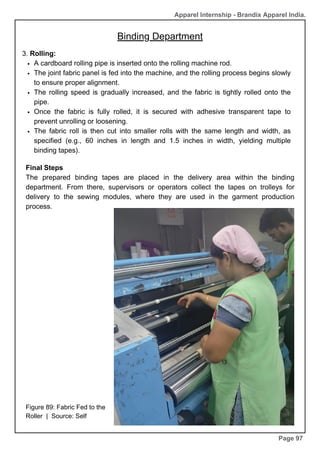
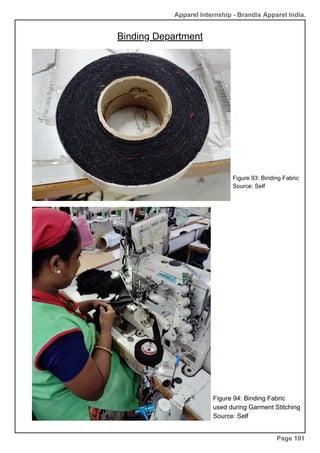
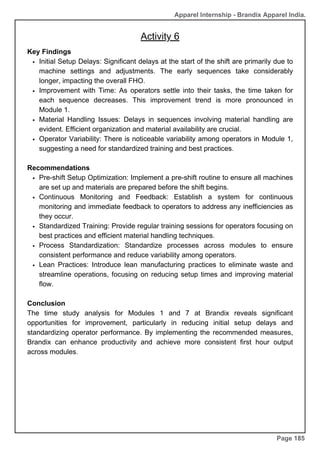
The document is an internship report detailing the authors' eight-week experience at Brandix Apparel India Limited under the guidance of their academic and industry mentors. It includes a comprehensive overview of Brandix, its operational departments, and environmental and social sustainability milestones. The report emphasizes the authors' gratitude for the opportunity and outlines the structure and content of the internship, highlighting the various departments and projects they were involved in.


![Company Profile
Brandix Sri Lanka – Holding Company
Introduction:
The Brandix Group stands as Sri Lanka's largest apparel exporter. As the holding
company for the Brandix Group, it is dedicated to developing, manufacturing, and
marketing comprehensive apparel solutions for global fashion superbrands. The
group's expertise spans casual bottoms, intimate and active wear, woven and
knitted fabrics, and various other segments within the apparel industry. [2]
Founded in 2002, Brandix Lanka serves as the central hub for all Brandix group
companies. It offers a range of core services, including: [2]
Corporate HR
Corporate ICT
Corporate Finance
Corporate Social Responsibility
Corporate Marketing and Branding
Treasury Management
Corporate Communication
Legal and Secretarial Services
Tax Planning
Compliance
BOI Relations
Risk and Control
Engineering and Environment Management [2]
Page 01
Figure 1: Brandix Logo | Source: brandix.com
Apparel Internship - Brandix Apparel India.](https://image.slidesharecdn.com/apparelinternshipreportbrandix-240829161433-5aef1e8e/85/Apparel-Internship-Report-Brandix-Unit-1-pdf-7-320.jpg)
![Company Profile
Management Information System
Brandix Lanka pioneered the concept of providing holistic apparel solutions through
a customer-centric approach. The company is committed to achieving excellence in
manufacturing and supply chain management by collaborating closely with its
partners to deliver innovative solutions. [2]
Brandix Group of Companies:
Brandix Asia
Brandix Apparel
Brandix Apparel Solutions Limited (BASL)
Brandix Apparel India
Brandix Casual Wear Bangladesh Ltd
Brandix Textiles
Brandix i3
Brandix College of Clothing Technology
Brandix Joint Ventures:
Quenby Lanka Prints (Pvt) Ltd
T & S Button Ltd
Textured Jersey Lanka PLC
Ocean Lanka Ltd
Ocean India
Pioneer Elastic
Leading Investment Holding Ltd
Brandix Values:
Integrity
Teamwork
Customer Service
Learning and Development
Ownership
Commitment
Brandix Vision:
“To be the inspired solution for branded clothing.” [2]
Page 02
Apparel Internship - Brandix Apparel India.](https://image.slidesharecdn.com/apparelinternshipreportbrandix-240829161433-5aef1e8e/85/Apparel-Internship-Report-Brandix-Unit-1-pdf-8-320.jpg)
![Company Profile
Andhra Pradesh Special Economic Zone (APSEZ)
The Andhra Pradesh Special Economic Zone (APSEZ) is a prominent economic
zone located in the port city of Visakhapatnam, Andhra Pradesh, on the east coast
of India. Established and developed by the Andhra Industrial Infrastructure
Corporation (APIIC) in April 2007, APSEZ stands as one of the largest multiproduct
special economic zones in the country. [5]
Covering an expansive area of over 2200 hectares in Atchuthapuram and Rambilli
Mandal of Visakhapatnam District, the project involved an investment of Rs. 1600
crores for land and infrastructure development. The projected investment in the
zone is Rs. 30,000 crores. [5]
APSEZ offers significant employment opportunities, with the potential to directly
employ 15,000 individuals and create an additional 25,000 indirect jobs. As a duty
and tariff-free region, it is exempt from goods and services taxes. The zone benefits
from strategic connectivity to international and domestic markets via road, rail, port,
and air. Additionally, APSEZ has established itself as a knowledge hub, featuring
training centers for skilled and semi-skilled operations across various industries. [5]
Page 03
Figure 2: Brandix around the world | Source: brandix.com
Apparel Internship - Brandix Apparel India.](https://image.slidesharecdn.com/apparelinternshipreportbrandix-240829161433-5aef1e8e/85/Apparel-Internship-Report-Brandix-Unit-1-pdf-9-320.jpg)
![Company Profile
Brandix Environmental Sustainability Milestones:
2008: The LEED Gold rating for New Construction by the US Green Building
Council (USGBC) was awarded to the Brandix Essentials Centre in Ratmalana,
making it the first commercial building in Sri Lanka to receive this certification. [3]
2009: Achieved the world's first LEED (Leadership in Energy and Environmental
Design) Platinum Rating for an Apparel Manufacturing Facility by the US Green
Building Council. [3]
2010: Brandix Lanka rated Gold in the Corporate Accountability Rating Survey
(Rated Gold in 2010 and Feb 2011 by LMD Magazine). [3]
2011:
The LEED Gold rating for New Construction by the US Green Building
Council (USGBC) awarded to Brandix Essentials in Koggala.
National Energy Efficiency Award – Large Scale Manufacturing category –
Sri Lanka National Energy Efficiency Awards (Gold Award for BCW
Seeduwa).
Brandix Casualwear, Ratmalana: Highest rated facility in the Large Scale
Manufacturing category – Sri Lanka National Energy Efficiency Awards
(Silver Award). [3]
2012:
The Brandix Eco Centre, Seeduwa becomes the first apparel manufacturer
in the world, and only the third manufacturing entity worldwide across all
sectors of industry, to be ISO 50001:2011 certified.
Brandix becomes the first private company in Sri Lanka to release a
Sustainability Report on par with global standards.
Brandix Casualwear Bangladesh – 'Plan A' Eco Attribute – Marks &
Spencer. [3]
2013: Becomes the first corporate entity to be recognized as Sri Lanka's
"Organization Committed to Green" for 2013 by the Green Building Council of
Sri Lanka (GBCSL). [3]
2014: First Time Report Winner in the Large Scale category – Sri Lanka
Sustainability Reporting Awards (ACCA). Excellence in Sustainable
Development. [3]
Page 04
Apparel Internship - Brandix Apparel India.](https://image.slidesharecdn.com/apparelinternshipreportbrandix-240829161433-5aef1e8e/85/Apparel-Internship-Report-Brandix-Unit-1-pdf-10-320.jpg)
![Company Profile
2015:
Brandix HQ – Green Mark – Platinum certification – Ceylon Institute of
Builders (CIOB).
Brandix Essentials Batticaloa rated highest LEED Platinum Facility in Sri
Lanka and second highest in the world.
Brandix HQ – 'Gold Flame' for Commercial Buildings – Sri Lanka National
Energy Efficiency Awards. [3]
2018: Brandix Essentials Batticaloa certified World’s First Net Zero Carbon
Apparel (Scope 1 and 2) Manufacturing Facility and becomes the first Sri
Lankan organization and first apparel manufacturer to join the World Green
Building Council’s Net Zero Carbon buildings commitment. [3]
2022: Committed to SBTi (Science Based Targets initiatives).
2023:
First Sri Lankan organization/apparel manufacturer in the APAC region to
become a signatory to the Climate Pledge.
Five Brandix facilities certified as Net Zero Carbon as part of the company's
Net Zero Carbon building commitment. [3]
Brandix Social Sustainability Milestones:
2006: Roll out of CSR footprint. [4]
2007: Education Scholarships for Grade 5 Students Established: 730
Scholarships. [4]
2010: Water & Sanitation: 4,300+ Projects benefiting 30K+ Beneficiaries. PACE
Program Launched: 9,000+ Graduates. [4]
2012: Chairman’s Fund Established: 161 Beneficiaries, 35 Million Dispersed. [4]
2015:
Model Village Established: 338 Projects benefiting 260K+ Beneficiaries.
Blood Donation: 30,000+ Pints collected; Largest Blood Donor in the
Corporate Sector in Sri Lanka for the 8th consecutive year. [4]
Page 05
Apparel Internship - Brandix Apparel India.](https://image.slidesharecdn.com/apparelinternshipreportbrandix-240829161433-5aef1e8e/85/Apparel-Internship-Report-Brandix-Unit-1-pdf-11-320.jpg)
![Company Profile
2016: Eye Camps: 45,770+ Beneficiaries with 114+ Camps conducted. [4]
2018:
School Essentials Scholarship Established: 22,000+ Packs Annually
benefiting 80K+ Beneficiaries.
Shilpa Vocational Training Established: 600+ Beneficiaries. [4]
2022:
Launch of RightToRead: 1,260 Schools, benefiting 790,683 individuals.
University Scholarship: 29+ Beneficiaries.
Livelihood-Agri Project: 7,000 Beneficiaries. [4]
2024: 100% of Children of our members have been facilitated through school
education. [4]
2027: 90% of key challenges (WASH, Livelihood & Healthcare) impacting the
quality of lives & sustainable living of associates/families fulfilled. [4]
Page 06
Figure 3: Charters and certifications | Source: brandix.com/sustainability
Apparel Internship - Brandix Apparel India.](https://image.slidesharecdn.com/apparelinternshipreportbrandix-240829161433-5aef1e8e/85/Apparel-Internship-Report-Brandix-Unit-1-pdf-12-320.jpg)
![Company Profile
Brandix India Apparel City
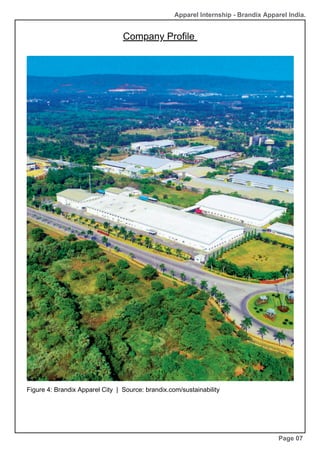
Brandix India Apparel City (BIAC), situated within the Andhra Pradesh Special
Economic Zone (APSEZ), is India's first and only special economic zone dedicated
exclusively to textile and apparel manufacturing. Established through a collaboration
between the Brandix Group from Sri Lanka and Mr. Pachipala Doraswamy, BIAC
has evolved into a comprehensive hub for leading apparel brands. [1]
BIAC offers a vertically integrated supply chain, with various suppliers within the
park providing essential inputs such as fabric, thread, labels, and elastic. This
integration significantly reduces lead times and costs, positioning BIAC as a
preferred global sourcing destination for apparel solutions. Companies operating in
BIAC supply renowned global brands like Victoria's Secret, Marks & Spencer, and
Uniqlo. [1]
The surrounding area of BIAC features a large, cost-effective, and easily trainable
labor pool. The park is also the largest employer of female workers in the country.
Located just an hour away from Vizag port and well-connected by road and rail to
other major ports, BIAC benefits from excellent logistical access. [1]
A dedicated substation within the park, with three secure connections to the state
grid, ensures a reliable power supply for all manufacturers. Additionally, the park is
supported by the Godavari River and a 400 million-liter rainwater harvesting pond,
along with an ultramodern water treatment facility capable of processing 60 million
liters of raw water daily. [1]
The park’s common effluent treatment plant adheres to stringent environmental
standards, handling 56 million liters of effluent discharge per day, which is then
piped 9 kilometers offshore via a $7.5 million marine outfall pipeline. [1]
BIAC’s ISO 14001-certified environmental management system ensures ongoing
compliance with environmental regulations. The park also features over 250 acres of
land allocated for non-processing facilities, including a 120-acre green belt. [1]
Page 07
Apparel Internship - Brandix Apparel India.](https://image.slidesharecdn.com/apparelinternshipreportbrandix-240829161433-5aef1e8e/85/Apparel-Internship-Report-Brandix-Unit-1-pdf-13-320.jpg)
![Company Profile
BIAC Mission
The Fastest: Speed and efficiency are vital for global competitiveness. BIAC's
mission is to provide the most efficient ‘fiber-to-store’ concept, with strategically
planned operational units for real-time connectivity and seamless integration.
Right Cost: To ensure healthy profits, BIAC focuses on maximizing returns
through SEZ fiscal benefits, competitive utility costs, economies of scale, and a
cost-effective labor pool. Value chain partners help minimize overhead costs.
Total Convenience: Described as a plug-and-play environment, BIAC aims to
meet all operational needs swiftly, including labor, transport, and
communication.
Absolute Assurance: BIAC promises a favorable investment atmosphere
supported by stringent social and environmental standards. The stable economy
and government promotion of the textile industry reinforce BIAC as an ideal
investment location.
Innovative Solutions: By bringing together world-class partners and expertise,
BIAC seeks to generate innovative solutions that benefit end customers and
complement operating units. [1]
Tax and Trade Benefits
Complete exemption from duty on all imports.
A 20% income tax concession for 15 years.
Duty-free access to Japan under the Indo-Japan Free Trade Agreement. [1]
Current Manufacturers Hosted by BIAC
Brandix Apparel India (Unit 1, Unit 2, Unit 3, Unit 4): Innerwear and Ladies'
underwear.
Seeds Intimate Apparel: Bras and bralettes.
Quantum Clothing: Ladies' innerwear and men’s shirts.
Teejay India: Fabric mill for knitting, dyeing, and printing.
Pioneer Elastics: Manufacturing and dyeing of narrow elastic.
Vardhman AE: Sewing threads.
Ribbest India: Ribbons and bows.
International Trimmings Limited: Manufacturing of tags and labels.
Shore to Shore: Manufacturing of tags and labels. [1]
Page 08
Apparel Internship - Brandix Apparel India.](https://image.slidesharecdn.com/apparelinternshipreportbrandix-240829161433-5aef1e8e/85/Apparel-Internship-Report-Brandix-Unit-1-pdf-15-320.jpg)
![Company Profile
Brandix Apparel India - Unit 1
Brandix Apparel India, part of Brandix Lanka Ltd., operates its first manufacturing
plant, known as Unit 1 (BAI – 1). Initially established in March 2006 at Pendurthi,
this facility was later relocated to its current site within the Brandix India Apparel City
(BIAC) in the APSEZ. This relocation made it one of the first manufacturing units set
up in the BIAC. As part of the Brandix Essential Limited (B.E.L. cluster), BAI – 1
ranks among the top five plants within the Brandix group. Remarkably, it is one of
the largest exporter of women's underwear from India. [1]
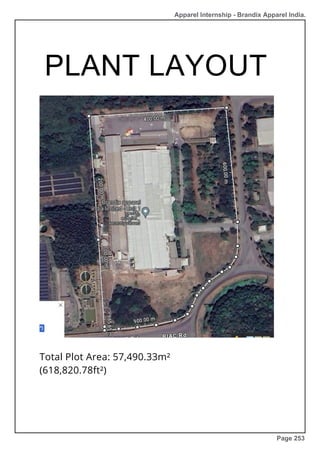
The factory is managed by Mr. Senthil Kumar Balasundaram and is located at Plot
18, BIAC SEZ, Pudimadaka Road, Atchuthapuram Mandal, Visakhapatnam, Andhra
Pradesh, India, covering a land area of 13.5 acres with a built-up space of 146,000
square feet. The facility employs over 4,100 people and operates 2,672 sewing
machines, with an average machine age of 5 to 6 years. The factory runs three
shifts: Shift A from 6:00 AM to 2:00 PM, Shift B from 2:00 PM to 10:00 PM, and a
General Shift from 8:00 AM to 5:00 PM. Its current customers include major brands
like Walmart, VS Pink, and VS Logo. [1]
BAI – 1 specializes in producing various types of women’s undergarments, including
bikinis, boy shorts, thongs, V-strings, chicksters, hip huggers, and hipsters. The
factory has an impressive average monthly output of 4.5 million undergarments. It
maintains a cut quantity to order quantity percentage of 102% to 103% and a
rejection rate of 1% to 2%. The facility's shipment percentage targets 102%, typically
achieving between 100.5% and 101.5%. The cut-to-ship ratio target is 99%, with
actual performance ranging between 98% and 99.5%. The factory experiences a
labor turnover of 2% to 3% per month. [1]
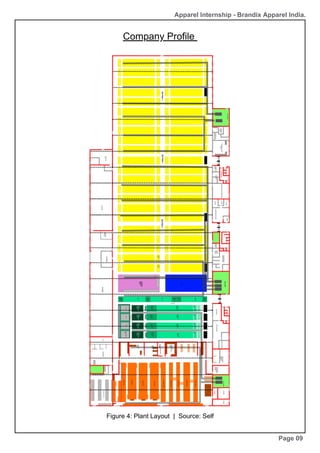
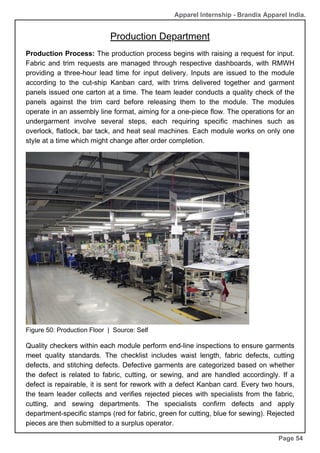
The production floor is organized into four sections, each containing four blocks,
totaling 16 blocks. Each block is equipped with five assembly lines, known as
modules, making up a total of 48 modules. A special feature of BAI – 1 is its "Instant
Undies" service, which offers a 15-day lead time from purchase order receipt to
shipment, catering to urgent orders. Notably, 85% of the workforce at BAI – 1 is
female, highlighting the factory's commitment to employing women in the
manufacturing sector. [1]
Page 09
Apparel Internship - Brandix Apparel India.](https://image.slidesharecdn.com/apparelinternshipreportbrandix-240829161433-5aef1e8e/85/Apparel-Internship-Report-Brandix-Unit-1-pdf-16-320.jpg)

![Item Name Item Type Supplier Name
Unit of
Measure
FJ1380407/8/NM_ELSWVN_7.5mm Elastic
PIONEER ELASTIC (INDIA)
PVT LIMITED
YRD
SSO66839_57%CT38%MOD5%EL_
SD
Fabric
TEEJAY INDIA PRIVATE
LIMITED
YRD
SSO66839_57%CT38%MOD5%EL_
PRNT
Fabric
TEEJAY INDIA PRIVATE
LIMITED
YRD
BTT600A_LACETRIM_1.6cm Lace TIANHAI LACE CO LTD YRD
L12045/8/PS_ELS.WVN_REG_8mm Elastic
BEST PACIFIC TEXTILES
LANKA(PVT)LTD
YRD
L34195/32/B/MP_ELSKNT_REG_32
mm
Elastic
BEST PACIFIC TEXTILES
LANKA(PVT)LTD
YRD
Size STK_JSIN34862 Sticker
AVERY DENNISON LANKA
PVT LTD
PCS
SMA66597_57%CT38%MOD5%EL_
150 G
Fabric TEEJAY LANKA PLC YRD
SMA66597_57%CT38%MOD5%EL_
THTH
Fabric TEEJAY LANKA PLC YRD
SSO66597_57%CT38%MOD5%EL_
SD
Fabric TEEJAY LANKA PLC YRD
SSO66597_57%CT38%MOD5%EL_
PRNT
Fabric TEEJAY LANKA PLC YRD
BU9604A_LACEGLN_7cm Lace TIANHAI LACE CO LTD YRD
BS01799G_LACEALLOVR_122cm Fabric NOYON LANKA (PVT) LTD YRD
VSLB4 - STICKER PAPER
BARCODE
Sticker
INT. TRIMMINGS & LABELS
VIZAG INDIA
PCS
BAR
CODE_STK.BARCD_ON.OTHR
Sticker
INT. TRIMMINGS & LABELS
VIZAG INDIA
PCS
LB
5768_TAGPRCTKT_L69XW18mm
Tag
INT. TRIMMINGS & LABELS
VIZAG INDIA
PCS
L11967/6/PS_ELS.WVN_REG_6mm Elastic
BEST PACIFIC TEXTILES
LANKA(PVT)LTD
YRD
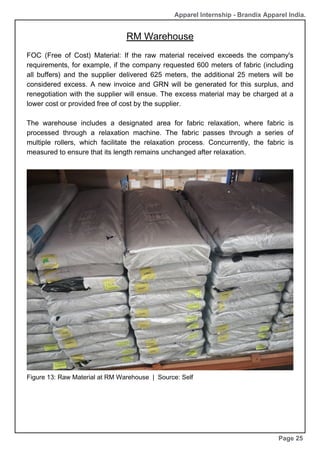
Various Raw materials (trims and fabric) available at the RM warehouse and all the
companies supplying those materials are as follows:- [6]
RM Warehouse
Page 12
Apparel Internship - Brandix Apparel India.](https://image.slidesharecdn.com/apparelinternshipreportbrandix-240829161433-5aef1e8e/85/Apparel-Internship-Report-Brandix-Unit-1-pdf-19-320.jpg)
![Item Name Item Type Supplier Name
Unit of
Measure
HT.SL.CARE_LB 2691 Heat Seal
INT. TRIMMINGS & LABELS
VIZAG INDIA
PCS
L34556/32/01/MP_ELSKNT_32mm Elastic
BEST PACIFIC TEXTILES
LANKA(PVT)LTD
YRD
LBL.CARE_LB 5735 Label
INT. TRIMMINGS & LABELS
VIZAG INDIA
PCS
BS00194G_LACETRIM_1.5cm Lace NOYON LANKA (PVT) LTD YRD
BS00922G_LACEGLN_3.7cm Lace NOYON LANKA (PVT) LTD YRD
BS00174G_LACEGLN_7cm Lace NOYON LANKA (PVT) LTD YRD
BS05756G_LACEGLN_23cm Fabric NOYON LANKA (PVT) LTD YRD
LPSJ115917_57%CT38%MOD5%E
L
Fabric OCEAN LANKA (PVT) LTD YRD
LPRB005822_95%CT5%EL_200 G Fabric OCEAN LANKA (PVT) LTD YRD
LPSJ115917_57%CT38%MOD5%E
L_SD
Fabric OCEAN LANKA (PVT) LTD YRD
350 GSM Board Body Card
INT. TRIMMINGS & LABELS
VIZAG INDIA
PCS
LPSJ184703_100%CT_SD_115G Fabric OCEAN LANKA (PVT) LTD YRD
SW108150-
7.5mm_ELSWVN_7.5mm
Elastic STRETCHLINE (PVT) LTD. YRD
LB
5768_TGPRCTKT_L69XW18mm
Tag
INT. TRIMMINGS & LABELS
VIZAG INDIA
PCS
BR CODE_STK.BARCD_ON.OTHR Sticker
INT. TRIMMINGS & LABELS
VIZAG INDIA
PCS
Poly Bags Polybag
POLY CREATIONS (PVT)
LTD
PCS
SW050580-
007.0_ELS.WVN_REG_7mm
Elastic STRETCHLINE (PVT) LTD. YRD
SJ106665-032.0_ELSJQRD_32mm Elastic STRETCHLINE (PVT) LTD. YRD
SW106176-
17mm_ELSWVN_17mm
Elastic STRETCHLINE (PVT) LTD. YRD
RM Warehouse
Page 13
Apparel Internship - Brandix Apparel India.
Various Raw materials (trims and fabric) available at the RM warehouse and all the
companies supplying those materials are as follows:- [6]](https://image.slidesharecdn.com/apparelinternshipreportbrandix-240829161433-5aef1e8e/85/Apparel-Internship-Report-Brandix-Unit-1-pdf-20-320.jpg)
![Item Name Item Type Supplier Name
Unit of
Measure
SW41081-
05_ELS.WVN_REG_5mm
Elastic STRETCHLINE (PVT) LTD. YRD
SW41081/4_ELS.WVN_PLN.MT_4
mm
Elastic STRETCHLINE (PVT) LTD. YRD
LBL.MAIN_PWLB-165 Label
INT. TRIMMINGS & LABELS
VIZAG INDIA
PCS
JCMS51_57%CT38%MOD5%EL_S
D_150G
Fabric HAYLEYS FABRIC PLC YRD
JCMS51_57%CT38%MOD5%EL_S
D
Fabric HAYLEYS FABRIC PLC YRD
BS05866G_LACEGLN_11cm Lace NOYON LANKA (PVT) LTD YRD
JSIN34940-5-MHP Box
AVERY DENNISON LANKA
PVT LTD
PCS
LBL.CRE_LB 5735 Label
INT. TRIMMINGS & LABELS
VIZAG INDIA
PCS
VSLB4 - STICKER PAPER
BARCODE
Sticker
INT. TRIMMINGS & LABELS
VIZAG INDIA
SET
Pouch pack-PA 95 Pouch
AVERY DENNISON HONG
KONG B.V.
PCS
FC00088A02_71%RNY29%SP_PR
NT
Fabric PACIFIC TEXTILES LIMITED YRD
GH9815(MD)_MTF.BOW Motif
WILSON GARMENT
ACCESSORIES (INTL) LT
PCS
RS02865G_LACETRIM_3.7cm Lace NOYON LANKA (PVT) LTD YRD
RS02835G_LACETRIM_1.6cm Lace NOYON LANKA (PVT) LTD YRD
MSJ40915_100%CT_SD_115 G Fabric
TEEJAY INDIA PRIVATE
LIMITED
YRD
P.EST T160WILD CAT
PLUS2500m
Thread
VARDHMAN YARNS AND
THREADS LTD
CNS
ANESOFT *160S_2500m Thread
VARDHMAN YARNS AND
THREADS LTD
CNS
BE9608A_LACEALLOVR_130.3cm Fabric TIANHAI LACE CO LTD YRD
RM Warehouse
Page 14
Apparel Internship - Brandix Apparel India.
Various Raw materials (trims and fabric) available at the RM warehouse and all the
companies supplying those materials are as follows:- [6]](https://image.slidesharecdn.com/apparelinternshipreportbrandix-240829161433-5aef1e8e/85/Apparel-Internship-Report-Brandix-Unit-1-pdf-21-320.jpg)
![Item Name Item Type Supplier Name
Unit of
Measure
PERMA CORE *C120_2500m Thread
VARDHMAN YARNS AND
THREADS LTD
CNS
P.EST N120BstStretch PLUS2500m Thread
VARDHMAN YARNS AND
THREADS LTD
CNS
S/THRED SPUN T160 TTF PERMA Thread
VARDHMAN YARNS AND
THREADS LTD
CNS
THRD.WLDCT_TKT160_2500m Thread
VARDHMAN YARNS AND
THREADS LTD
CNS
P.EST C120P.CORE2500m Thread
VARDHMAN YARNS AND
THREADS LTD
CNS
VCH101F_TAG.HANG_L95XW35m
m_REG
Tag
INT. TRIMMINGS & LABELS
VIZAG INDIA
PCS
HT.SL.BRANDED_LB 5177 Heat Seal
INTERNATIONAL TRIMMING
LANKA
PCS
LP60_STK.CRTN_ON.OTHR Sticker
AVERY DENNISON LANKA
PVT LTD
SET
LP98_STK.BARCD(STYL) Sticker
AVERY DENNISON LANKA
PVT LTD
SET
LP60 (L7)_STK.CRTN_ON.OTHR Sticker
AVERY DENNISON LANKA
PVT LTD
PCS
LP98 (1L)_STK.PLYBG_ON.OTHR Sticker
AVERY DENNISON LANKA
PVT LTD
PCS
PILB 497_TAGPRCTKT Tag
INT. TRIMMINGS & LABELS
VIZAG INDIA
PCS
CTNWDVDR_L265XW225XH200m
m_PRNT
Carton ECONOPACK INDIA PVT LTD PCS
CTNWDVDR_L265XW225XH255m
m_PRNT
Carton ECONOPACK INDIA PVT LTD PCS
Carton Carton ECONOPACK INDIA PVT LTD NOS
CTNWDVDR_L265XW225XH220m
m_PRNT
Carton ECONOPACK INDIA PVT LTD PCS
RM Warehouse
Page 15
Apparel Internship - Brandix Apparel India.
Various Raw materials (trims and fabric) available at the RM warehouse and all the
companies supplying those materials are as follows:- [6]](https://image.slidesharecdn.com/apparelinternshipreportbrandix-240829161433-5aef1e8e/85/Apparel-Internship-Report-Brandix-Unit-1-pdf-22-320.jpg)
![Item Name Item Type Supplier Name
Unit of
Measure
HT.SL.CRE_LB 2691 Heat Seal
INT. TRIMMINGS & LABELS
VIZAG INDIA
PCS
BU9605A_LACEGLN_3.8cm Lace TIANHAI LACE CO LTD YRD
JSIN34940-2-MT Box
AVERY DENNISON LANKA
PVT LTD
PCS
JSIN34940-3-MHP Box
AVERY DENNISON LANKA
PVT LTD
PCS
JSIN34940-5-MBK Box
AVERY DENNISON LANKA
PVT LTD
PCS
JSIN34940-3-MBK Box
AVERY DENNISON LANKA
PVT LTD
PCS
JSIN34940-5-MMBR Box
AVERY DENNISON LANKA
PVT LTD
PCS
JSIN34940-3-MMBR Box
AVERY DENNISON LANKA
PVT LTD
PCS
P.EST C180P.CORE2500m Thread
VARDHMAN YARNS AND
THREADS LTD
CNS
SCOTCH TAPE 5910 Tape
MCLARENS LUBRICANTS
LTD
ROL
LB
5770_TAGPRCTKT_L69XW18mm
Tag
INT. TRIMMINGS & LABELS
VIZAG INDIA
PCS
LBL.MAIN.CARE_PWLB-165 Label
INT. TRIMMINGS & LABELS
VIZAG INDIA
PCS
RS01249G_LACEALLOVR_130.9c
m
Fabric NOYON LANKA (PVT) LTD YRD
BAR CODE_STK.BRD_ON.OTHR Sticker
INT. TRIMMINGS & LABELS
VIZAG INDIA
PCS
HTL.MAIN_WHITE Heat Seal
R-PAC PRINTCARE LANKA
PVT LTD
PCS
HTL.MAIN_BLACK Heat Seal
R-PAC PRINTCARE LANKA
PVT LTD
PCS
RM Warehouse
Page 16
Apparel Internship - Brandix Apparel India.
Various Raw materials (trims and fabric) available at the RM warehouse and all the
companies supplying those materials are as follows:- [6]](https://image.slidesharecdn.com/apparelinternshipreportbrandix-240829161433-5aef1e8e/85/Apparel-Internship-Report-Brandix-Unit-1-pdf-23-320.jpg)
![Item Name Item Type Supplier Name
Unit of
Measure
VL5020_88%NY12%SP_SD_140G Fabric
GUANNGZHOU VERY
TEXTILE COMPANY LTD
YRD
SSO68416_100%CT_SD_120G Fabric
TEEJAY INDIA PRIVATE
LIMITED
YRD
UPC sticker LB 4389 Sticker
INT. TRIMMINGS & LABELS
VIZAG INDIA
PCS
PERMA CORE *C180_2500m Thread
VARDHMAN YARNS AND
THREADS LTD
CNS
Polybags Polybag
POLY CREATIONS (PVT)
LTD
NOS
LPSJ184703_100%CT_SD_115 G Fabric OCEAN LANKA (PVT) LTD YRD
HT.SL.CARE_PWLB-169 Heat Seal
INT. TRIMMINGS & LABELS
VIZAG INDIA
PCS
SJ108679-032.0_ELSKNT_32mm Elastic STRETCHLINE (PVT) LTD. YRD
SW108150-
007.5_ELSWVN_7.5mm
Elastic STRETCHLINE (PVT) LTD. YRD
SJ108651-032_ELSJQRD_32mm Elastic STRETCHLINE (PVT) LTD. YRD
Best Stretch_100% Nylon120 120 Thread
VARDHMAN YARNS AND
THREADS LTD
CNS
S193303/11_ELS.KNT_PC.MT_11
mm
Elastic
PIONEER ELASTIC (HONG
KONG) LTD
YRD
EDI Sticker Sticker
DPJ BARCODE AND LABEL
PRINTERS (PVT)
ROL
FC00088G08_71%RPAMD29%EL Fabric PACIFIC TEXTILES LIMITED YRD
D49-
123067MZM_LACEALLOVR_125c
m
Fabric
DECORINE LACE AND
TEXTILES LIMITED
YRD
2051135/32/JP_ELSWVN_32mm Elastic
PIONEER ELASTIC (INDIA)
PVT LIMITED
YRD
BH/H836_BLK Hanger
B & G INTERNATIONAL
PRODUCTS LTD
PCS
RM Warehouse
Page 17
Apparel Internship - Brandix Apparel India.
Various Raw materials (trims and fabric) available at the RM warehouse and all the
companies supplying those materials are as follows:- [6]](https://image.slidesharecdn.com/apparelinternshipreportbrandix-240829161433-5aef1e8e/85/Apparel-Internship-Report-Brandix-Unit-1-pdf-24-320.jpg)
![Item Name Item Type Supplier Name
Unit of
Measure
LBL_JSIN34828_JS12404 Label
R-PAC PRINTCARE LANKA
PVT LTD
PCS
EJ85360MS1_77%RPAMD23%EL Fabric
BEST PACIFIC TEXTILES
LANKA(PVT)LTD
YRD
SSO66839_57%CT38%MOD5%EL
_150 G
Fabric
TEEJAY INDIA PRIVATE
LIMITED
YRD
PLB-
1186_TAGHANG_L25XW90mm
Tag
AVERY DENNISON LANKA
PVT LTD
PCS
THRD.PRM.SPN_TKT120_2500m Thread
VARDHMAN YARNS AND
THREADS LTD
CNS
LB
5260_TAG.HANG_L90XW25mm_R
EG
Tag
AVERY DENNISON LANKA
PVT LTD
PCS
RS01249G_LACEALLOVR_135cm Fabric NOYON LANKA (PVT) LTD YRD
EDI_STK_82850-AD_EDI Sticker
AVERY DENNISON INDIA
PVT LTD
PCS
Q64584_95%CT5%EL_200 G Fabric
TEEJAY INDIA PRIVATE
LIMITED
YRD
BH5092M_LACEGLN_23cm Fabric TIANHAI LACE CO LTD YRD
4899/8/PS_ELS.WVN_REG_8mm Elastic
PIONEER ELASTIC (INDIA)
PVT LIMITED
YRD
HTL.MAIN_WHITE Heat Seal
AVERY DENNISON INDIA
PVT LTD
PCS
BH5092A_LACEGLN_23cm Fabric TIANHAI LACE CO LTD YRD
D111-23017JR_LACEGLN_7cm Lace
DECORINE LACE AND
TEXTILES LIMITED
YRD
5549/8/PS_ELS.WVN_REG_8mm Elastic
PIONEER ELASTIC (INDIA)
PVT LIMITED
YRD
JCMS75_57%CT38%MOD5%EL_S
D_150G
Fabric HAYLEYS FABRIC PLC YRD
CTNWDVDR_L26” X W18’’ X 10” Carton ECONOPACK INDIA PVT LTD PCS
RM Warehouse
Page 18
Apparel Internship - Brandix Apparel India.
Various Raw materials (trims and fabric) available at the RM warehouse and all the
companies supplying those materials are as follows:- [6]](https://image.slidesharecdn.com/apparelinternshipreportbrandix-240829161433-5aef1e8e/85/Apparel-Internship-Report-Brandix-Unit-1-pdf-25-320.jpg)
![Item Name Item Type Supplier Name
Unit of
Measure
UPC STK_RFID Sticker
R-PAC PRINTCARE LANKA
PVT LTD
PCS
D116-23016JR_LACEGLN_11cm Lace
DECORINE LACE AND
TEXTILES LIMITED
YRD
RM Warehouse
Page 19
Apparel Internship - Brandix Apparel India.
Figure 6: Fabric Rolls in RM Warehouse | Source: Self
Some important documents available at the RM warehouse are the packaging list and
the Invoice list. The packaging list has the packaging number which is common for one
entire consignment. The invoice includes the purchase order (PO) number, which is
consistent for the same product. The PO number is assigned based on supplier
requirements and contains detailed information about the supplied materials, such as
color, quantity, and type. This standardization ensures that suppliers have clear
instructions and can commence supply as soon as they receive the PO number,
without needing additional specifications on the quantity, color, or type of fabric to be
supplied.
Various Raw materials (trims and fabric) available at the RM warehouse and all the
companies supplying those materials are as follows:- [6]](https://image.slidesharecdn.com/apparelinternshipreportbrandix-240829161433-5aef1e8e/85/Apparel-Internship-Report-Brandix-Unit-1-pdf-26-320.jpg)


























![Apparel Internship - Brandix Apparel India.
Human Resource Department
Page 68
Absenteeism Monitoring:
Operators must complete an absenteeism forecast sheet each Friday for the following
week, which is maintained by the team leader. The HR team tracks forecasted versus
actual absenteeism. The budgeted absenteeism rate is 6% (64 operators per shift per
day). Floaters are available to cover absences. An employee absent for 10
consecutive days without notice will be terminated after receiving three warnings: on
the 3rd, 5th, and 7th days. On the 11th day, termination will be enforced. Modules with
100% attendance for three consecutive days receive chocolates, and those with 100%
attendance for one week are designated as "happy modules" and can choose a song
to play on the company intercom.
Welfare Schemes and Concepts: [6]
Employee of the Year: Awarded based on absenteeism records, working
efficiency, and output delivery during the annual BAI-1 day.
Marriage Benefits: For employees with one year of experience, includes a car with
a driver for distances up to 60 km and a monetary gift of Rs. 10,000 upon
submission of marriage proof.
First Baby Scheme: Employees with one year of experience receive 6 months of
maternity leave and a home visit from the section H.O.D. with a baby gift.
Experience Gift Amount:
1 year: Rs. 500
2 years: Rs. 750
3 years: Rs. 1000
4 years: Rs. 1250
5 years and above: Rs. 1500
[6]
Buddy Concept: New employees are assigned an HR member for the first three
months to monitor their progress and assist them as a friend.
Junior Scholarship Program: Provides books, stationery, and bags for children of
employees with one year of experience, from class 1 to 10.
Senior Scholarship Program: Offers Rs. 2000 per year to employees with one year
of experience for their children until they are employed.
5 Years’ Appreciation Award: Employees with five years of experience receive a
gold coin worth Rs. 10,000.
Health and Eye Check-Up Camps: Health check-ups are conducted on the 1st and
4th Sundays of the month, and eye check-ups on the 2nd and 3rd Sundays. [6]](https://image.slidesharecdn.com/apparelinternshipreportbrandix-240829161433-5aef1e8e/85/Apparel-Internship-Report-Brandix-Unit-1-pdf-75-320.jpg)
![Apparel Internship - Brandix Apparel India.
Human Resource Department
Page 70
Crèche Facility:
Available to all regular, probationary, and contract employees with children aged 0.6 to
6 years. The trainer-to-child ratio should not exceed 1:5. Activities in the crèche
include:
06:00 AM: Arrival at Brandix
06:00 AM to 07:30 AM: Rest
07:30 AM to 08:00 AM: Morning food
08:00 AM to 09:00 AM: Classroom session
09:00 AM to 10:00 AM: General recreation
10:00 AM to 10:30 AM: Refreshments
10:30 AM to 12:00 PM: Rest
12:00 PM to 01:00 PM: Recreation
01:00 PM to 01:30 PM: Food serving
01:30 PM to 02:00 PM: Preparation to go [6]
Dress Codes:
Women: No sindoor, hanging earrings, nail paints, long nails, or excessive jewelry.
Dupatta should be properly pinned, and jeans are not allowed except on
Saturdays.
Men: Full sleeve formal shirts are required; hand sleeves cannot be folded, and
jeans are not allowed except on Saturdays. Round-neck T-shirts are also not
permitted.
Figure 62: HR Department Poster | Source: Self](https://image.slidesharecdn.com/apparelinternshipreportbrandix-240829161433-5aef1e8e/85/Apparel-Internship-Report-Brandix-Unit-1-pdf-77-320.jpg)



















































































































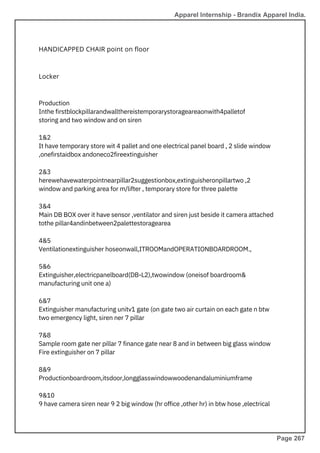
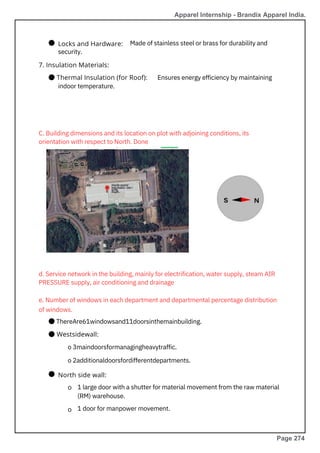
![C. Number of steam points, exhaust, water points and
sanitation points(dustbin ,washroom) TROLLY PARKING AREA , HANDICAPED
CHAIRparking temprorystorageetc.
Have to evalute
Incanteenarea outsideofitthereithave 14longbasinsattachedtothewall each basin have 4
taps for drinking water points total 6 points have 2 tap on each points
waterdirectlycomefromfilterarea.3onmessneartogeneratorroom and2tothe mess near
to machine parking area
b. Per square meter concentration of light points and fan points in each department
with height from floor
LIGHT QUANTITY
In middle of grid have 4 light and side grid s have two in every grid
FAN /CHILLER
The centralized cooling duct has five openings: one in the center of the walking area
and two above each module that it passes over.
The height of the duct from the ground is 101 inches.
steam points,
exhaust,
water points and
TROLLY PARKING AREA ,
Parking area [on production floor]
sanitation points(dustbin , washroom) In
canteenarea5dustbinsforfoodwaste(near water point/basin),3dustbin for
normal dry waste each basins have 2 soap dispenser, 2 table for keeping
washed utensils 2 on generator mess area and 1 to the other side
Apparel Internship - Brandix Apparel India.
Page 266](https://image.slidesharecdn.com/apparelinternshipreportbrandix-240829161433-5aef1e8e/85/Apparel-Internship-Report-Brandix-Unit-1-pdf-275-320.jpg)
























![Apparel Internship - Brandix Apparel India.
Page 330
Bibliography
[1] — https://www.brandixapparelcity.com
[2] — https://brandix.com
[3] — https://brandix.com/wp-content/uploads/2024/06/Brandix-ESG-Report-
2022_23_optimized.pdf
[4] — https://brandix.com/sustainability
[5] — https://apiic.in/sezs-in-andhra-pradesh/
[6] — Company’s database
[7] — https://www.akshayapatra.org
Note: Most of the content in the departmental study is derived from the learnings and
observations gathered during our time at the company. For the annexures, details
were filled in based on manual observations, interviews conducted with company
personnel, and records we meticulously kept, such as manual time recordings used
for the time study.
All visuals included in the report were captured by our team using a mobile camera
with the explicit permission and authority of the company. No visuals were taken
without the company's consent. Only a few pictures in the report were sourced
externally, and for those, the sources have been clearly cited below each image.](https://image.slidesharecdn.com/apparelinternshipreportbrandix-240829161433-5aef1e8e/85/Apparel-Internship-Report-Brandix-Unit-1-pdf-339-320.jpg)



































































