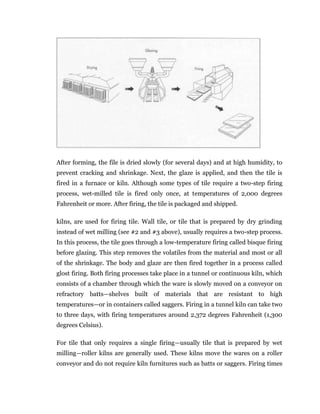
Ceramic tile has been produced for thousands of years and is now highly automated. The manufacturing process involves mixing raw materials like clay and feldspar, grinding and milling them, forming tiles by dry pressing or other methods, drying and firing them in kilns. Tiles are also glazed during processing. Quality control ensures tiles meet standards for properties like strength and water absorption. The industry focuses on new tile types and processing improvements to drive future growth.