2. What is bio processing?
1. A technique that produces a biological material, such as a
genetically engineered microbial strain, for commercial use.
2. Production of a commercially useful chemical or fuel by a
biological process, such as microbial fermentation or degradation.
To prepare, produce, or treat (a substance) by means of a bioprocess.
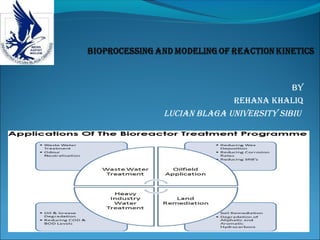
In other words, a bioprocess consists of a cell culture in a bioreactor,
which is a process able to create an optimal growth environment. The
central object of a bioprocess is the cell. A living cell is a highly
complex system which is often defined as the smallest autonomous
biological unit.
3. BIopRocEss modELINg
In order to improve process understanding or performance, different
automatic tools can be developed: simulators able to reproduce system
behaviors, software sensors which allow obtaining an estimation of an
unmeasured signal or controllers to maintain optimal conditions.
All these tools rely on a representation of the considered system, a
mathematical model. Such a model may come in various shapes and be
phrased with varying degrees of mathematical formalism.
Once the model is established it can then be used, with reasonable
confidence, to predict performance under differing process conditions, and
used for process design, optimization and control. Input of plant or
experimental data is, of course, required to establish or validate the model,
but the quantity of data required as compared to the empirical approach is
considerably reduced.
5. compARIsoN of tHE modELINg ANd EmpIRIcAL AppRoAcHEs
Empirical Approach: Measure productivity for all combinations of plant
operating conditions, and make correlations.
Advantage:
Little thought is necessary.
Disadvantage: Many experiments are required.
Modeling Approach: Establish a model and design experiments to
determine the model parameters. Compare the model behavior with the
experimental measurements. Use the model for rational design, control and
optimization.
Advantage:
Fewer experiments are required and greater understanding
is obtained.
Disadvantage: Time is required for developing models.
6. General Aspects of the Modeling Approach
A basic use of a process model is to analyze experimental data and to
use this to characterize the process, by assigning numerical values to
the important process variables.
The application of a combined modeling and simulation approach
leads to the following advantages:
Modeling improves understanding.
Models help in experimental design.
Models may be used predicatively for design and control.
Models can be used in training and education.
Models may be used for process optimization.
7. StageS in the modeling procedure
proper definition of the problem
formulated in mathematical terms.
Numerical methods of solution with digital simulation
The validity of the solution depends on the correct choice of theory
(physical and mathematical model), the ability to identify model
parameters correctly and accuracy in the numerical solution method.
Care and judgement must be taken such that the model does not
become over complex
9. •dynamic modeling
In a dynamic model the simple assumptions of a steady-state model – for
example, that material always flows from an upstream unit where the
pressure is higher to a lower pressure downstream pressure unit – may no
longer be valid. Transients in the system may cause the “downstream”
pressure to become higher than the “upstream” pressure, causing flow
reversal; the model has to allow for this possibility.
Flow reversal
Equipment geometry
Process control and control devices
Modeling Examples:
1. Actuator System Models.
2. Sensor Models.
3. CST Thermal Mixing Tank.
10. Uses of Dynamic Models:
Process Design
Analysis of Process Control Approaches
Operator Training
Start-up/Shutdown Strategy Development
Dynamic Balance Equations:
Mass Balance Equation
Mole Balance Equation
Thermal Energy Balance Equation
Fig. 4: Schematic of a System made up of an actuator, a process and a
sensor.
11. Formulation oF Dynamic moDels
Mass Balance Equations:
Steady-State Balances: Basic principle is that of conservation of
mass
(Rate of mass flow into the system) = (Rate of mass flow out of the system)
Dynamic Total Mass Balances: If a steady-state mass balance is
inappropriate and must be replaced by a dynamic or unsteady-state
mass balance, expressed as
(Rate of accumulation of mass in the system) = (Rate of mass flow in) – (Rate of mass
flow out)
Here the rate of accumulation terms represents the rate of change in
the total mass of the system, with respect to time, and at steady-state
is equal to zero.
(Rate of accumulation) = 0 = (Mass flow in) – (Mass flow out)
Hence, when steady-state is reached
(Mass flow in) = (Mass flow out)
12. chemical kinetics
Rate of Chemical Reaction:
d (V Ci)
=
ri V
dt
Expressed in terms of volume V and concentration C i.
This is equivalent to with the units of moles/time. Here r i is the rate of
chemical reaction, expressed as the change in the number of moles of a
given reactant and product per unit time and per unit volume of the reaction
system.
EQUATION:
rA = -k CA α CBβ
Here, k is the reaction rate constant, C A, CB are the concentrations of the
reactants A, B (moles/volume); (α+β) is the overall order of the reaction.
13. moDeling oF reaction kinetics
Unstructured Kinetic Models: In unstructured models, all cellular
components are pooled into a single biomass component represented by the
total biomass concentration x. For specific growth rate µ = ƒ (s, p, x).
Unstructured Model Based on the Monod (1942) Verbal Model:
Even when there are many substrates, one of these substrates is usually
limiting. This is the verbal formulation of the Monod (1942) Model:
µ = µmax
For example when the glucose is the limiting substrate the value of K s is
normally in the micro molar range and it is experimentally difficult to
determine and represent overall saturation constant for the whole growth
process. Some of the most characteristic features of the microbial growth by
the Monod Model:
The constant specific growth rate at high substrate concentration
The first order dependence of the specific growth rate on substrate
concentration at low substrate concentrations
14. concept oF Bioreactor
A bioreactor may
refer to any manufactured or engineered device or
system that supports a biologically active environment.
This process can either be aerobic or anaerobic. These bioreactors are
commonly cylindrical, ranging in size from litres to cubic metres, and are
often made of stainless steel.
A bioreactor may also refer to a device or system meant to
grow cells or tissues in the context of cell culture.
These devices are being developed for use in tissue engineering
or biochemical engineering.
On the basis of mode of operation, a bioreactor may be classified
as batch, fed batch or continuous (e.g. a continuous stirred-tank reactor
model). An example of a continuous bioreactor is the chemostat
15. continuous stirreD-tank reactor (cstr)
The continuous stirred-tank reactor (CSTR), also known as vat- or backmix
reactor, is a common ideal reactor type in chemical engineering. A CSTR often
refers to a model used to estimate the key unit operation variables when using
a continuous, agitated-tank reactor to reach a specified output. The
mathematical model works for all fluids: liquids, gases, and slurries.
Integral mass balance on number of moles Ni of species i in a reactor of
volume
constant density (valid for most liquids; valid for gases only if there is no net
change in the number of moles or drastic temperature change)
isothermal conditions, or constant temperature (k is constant)
steady state
single, irreversible reaction (νA = -1)
first-order reaction (r = kCA)
A → products
NA = CA V (where CA is the concentration of species A, V is the volume of the
17. SenSor SyStemS
An industrial feedback control loop is made up of a controller, an actuator
system, a process, and a sensor system. Sensor systems are composed of the
sensor, the transmitter, and the associated signal processing. The sensor
measures certain quantities (e.g., voltage, currents or resistance) associated
with devices in contact with the process such that the measured quantities
correlate strongly with the actual controlled variable value.
There are two general classifications for sensors:
Continuous Measurements
Discrete Measurements
Continuous measurements are, as the term implies, generally continuously
available while the discrete measurements update at discrete times.
Pressure, temperature, level, and flow sensors typically yield continuous
measurements while certain composition analyzers (e.g., gas
chromatographs) provide discrete measurements.
18. Several terms are used to characterize the performance of a sensor :
Span
Zero
Accuracy
Repeatability
Process measurement dynamics
Calibration
Temperature measurements: The two primary temperature sensing
devices used in the CPI are thermocouples (TC’s) and resistance
thermometer detectors (RTD’s).
Pressure measurements: The most commonly used pressure sensing
devices are strain gauges.
Flow measurements: The most commonly used flow meter is an orifice
meter.
Level measurements: The most commonly type of level measurement is
based upon measuring the hydrostatic head in a vessel using a differential
pressure measurement. This approach works well as long as there is a large
difference between the density of the light and heavy phases.