This document provides an overview of a chemical process control course. It includes:
- A list of course policies including exams, assignments, and grading.
- An outline of topics to be covered in the course ranging from process modeling to controller design.
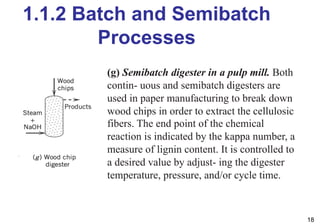
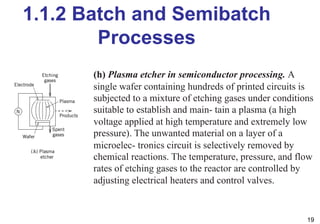
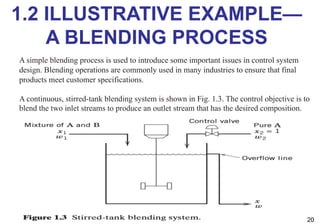
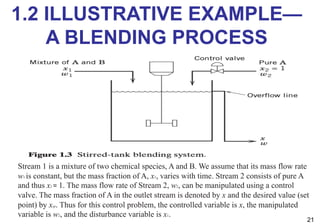
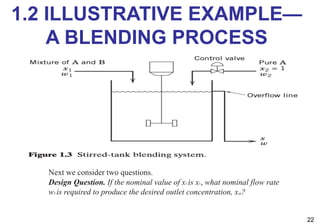
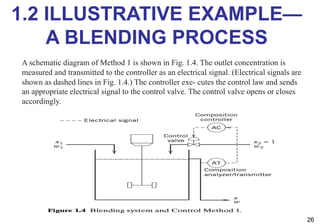
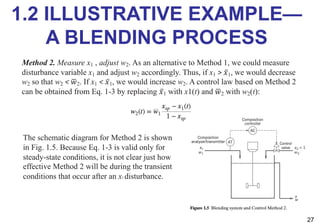
- An introduction to process control concepts including different types of processes (continuous, batch, semibatch), control variables, and strategies for controlling processes like a blending operation.
The document provides details on the structure, content, and objectives of the chemical process control course.












































![[Deck] What's New in Spark-Iceberg Integration via DSV2.pptx](https://cdn.slidesharecdn.com/ss_thumbnails/deckwhatsnewinspark-icebergintegrationviadsv2-260210005337-25955b12-thumbnail.jpg?width=640&height=640&fit=bounds)














