Downloaded 696 times
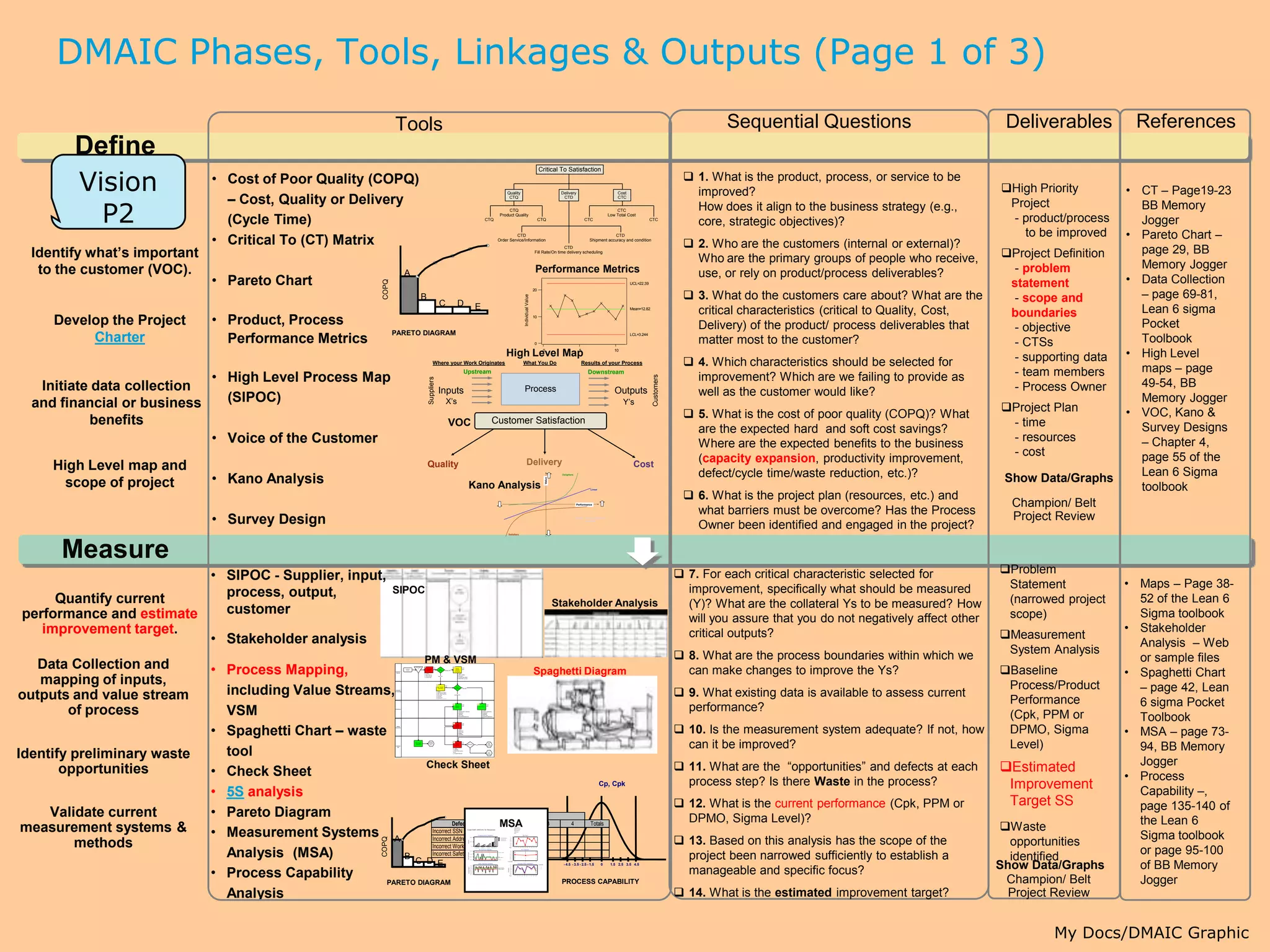

The document outlines the Define phase of the DMAIC process for quality improvement. It lists tools that can be used in this phase such as Cost of Poor Quality (COPQ) analysis to identify the cost, quality, or delivery aspects that are critical to satisfaction from the customer's perspective. These critical aspects are mapped in a Critical To (CT) matrix. The sequential questions for this phase guide identifying the specific product, process or service to improve and who the key customers are to align the improvement to business strategy and objectives. The deliverable is a prioritized project focused on the most critical area for improvement.






![7 Quality Control Tools (SQC Model) [MARCH 2009]](https://cdn.slidesharecdn.com/ss_thumbnails/cfakepath7qctools-100630225608-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)
















































