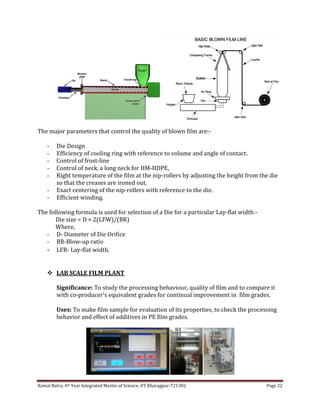
This document discusses linear low density polyethylene (LLDPE) films and the role of additives in LLDPE films. It provides background on the production of polyethylene through different processes. It then focuses on LLDPE, describing its production methods, physical characteristics, and common uses in packaging films. The document outlines various types of additives used in LLDPE films, specifically mentioning antioxidants and masterbatches, which are concentrates of additives that enhance polymer properties for specific applications.






![Kamal Batra, 4th Year Integrated Master of Science, IIT Kharagpur-721302 Page 9
This type of compound serves as an excellent catalyst for polyethylene since the flat
cyclopentadienyl anions act as “clamshell” restricting unfettered access of ethylene
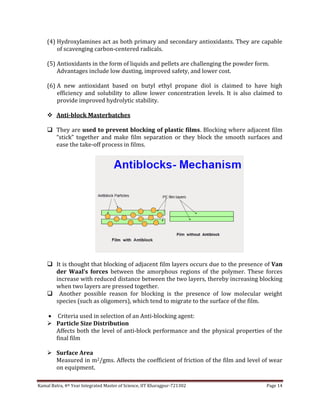
to the active metal catalyst site.
It has been found that metallocene catalyst have the ability of producing
polyethylene having much narrower MWD and much more homogeneous co
monomer incorporation.
LDPE is defined by a density range of 0.910–0.925 g/cm3. LDPE has a high degree of short
and long chain branching, which means that the chains do not pack into the crystal
structure as well. It has, therefore, less strong intermolecular forces as the instantaneous-
dipole induced-dipole attraction is less. This results in a lower tensile strength and
increased ductility. LDPE is created by free radical polymerization. The high degree of
branching with long chains gives molten LDPE unique and desirable flow properties.
lLDPE is used for both rigid containers and plastic film applications such as plastic bags,
dispensing bottles, cable insulation and film wrap.
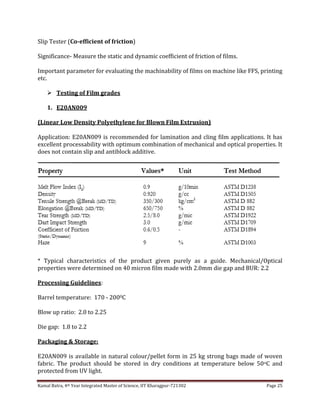
SCHEMATIC MOLECULAR STRUCTURE AND PROPERTIES
[A] HDPE [B] MDPE [C] LLDPE [D] LDPE
Relation between basic properties and application properties of Polyethylene
HDPE MDPE LLDPE LDPE
Density, g/cm3 0.941-0.960 0.926-0.940 0.915-0.925 0.910-0.925
Crystallinity, % 80-90 55-75 55 50-65
Melting temp. oC 130 - 125 115
Yield strength, MPa 20-40 - 8-45 4-16](https://image.slidesharecdn.com/polyethylenepe-140403112442-phpapp01/85/Polyethylene-PE-9-320.jpg)
![Kamal Batra, 4th Year Integrated Master of Science, IIT Kharagpur-721302 Page 10
ROLE OF ADDITIVES IN LINEAR LOW DENSITY POLYETHYLENE
(LLDPE) FILMS
Additives
Polymer additives are materials designed to enhance or upgrade the performance or
Capabilities of base polymers to achieve the optimal properties for a specific application.
MASTERBATCH LLDPE
Master batch may be prepared using LLDPE as the “carrier” for a wide variety of
colorants and additives.
Master batch are concentrates of polymer additives that are used in manufacture of
wide range of moulded, extruded and fabricated articles.
Designed to enhance or upgrade the performance or capabilities of base polymers to
achieve the optimal properties for a specific application.
Important examples of LLDPE master batches are:
Antioxidants Masterbatches
used to prevent thermal degradation
inhibit ‘oxidation’ (i.e. degradation)
Cheap’ insurance for multiple pass materials.
Antioxidants are generally divided into primary and secondary categories.
Each category has a specific function in polymer stabilization.
Primary Antioxidants (or Chain terminating)
They consist mainly of hindered phenols and hindered aromatic amines.
They scavenge and destroy the chain propagating peroxy and alkoxy radicals
before they can react with the polymer.
Primary antioxidants [AH] work as radical scavengers [R*] by the following
mechanism:
R* + AH RH +A*
The phenol radical [A*] can cause polymer degradation but is kept from doing so by the
hindered physical structure of the primary antioxidant.
Primary A/Os are added to the polymer to protect against degradation during the
service life of the finished product.
Amines cause staining whereas phenolics are colorless.
The concentration of primary antioxidants are kept in the range of 0.02 - 1 % above
this they facilitate oxidation.
The amine antioxidants are generally more powerful than the hindered phenols.
This is due to acyclic process which the amine antioxidant undergoes in which a
nitroxyl radical is regenerated and consumes more radicals.](https://image.slidesharecdn.com/polyethylenepe-140403112442-phpapp01/85/Polyethylene-PE-10-320.jpg)
![Kamal Batra, 4th Year Integrated Master of Science, IIT Kharagpur-721302 Page 11
Secondary Antioxidants (or Hydro peroxide decomposers)
Organic molecules consisting of phosphates and lower molecular weight hindered
phenols. Generally, the lower the molecular weight, the better the performance
They are added to the resin to reduce color formation and to provide processing
stability during the pelletization and extrusion/Moulding processes.
Secondary A/Os [P(OR)3] decompose hydroperoxides [ROOH] to form stable
alcohols [ROH] by the following mechanism:
ROOH + P (OR) 3 ROH + O=P (OR)3
Thioesters perform a role similar to that of secondary A/Os in that, they
decompose the hydro peroxides into alcohols and other nonreactive species.
But they also have a synergistic effect with primary A/Os, especially with the high
molecular weight, hindered phenol type of primary A/O.
Note: The particular method by which the thioesters decompose hydroperoxide
radicals is not well known but is theorized to be similar to that of the secondary A/Os.
The Antioxidants used by GAIL are
- IRGANOX 1010 (Primary)
- IRGAFOS 168 (Secondary)
- Dilaurylthiopropionate (Secondary)
In conclusion,
A certain minimum amount of
A/Os is necessary in most
polyolefins to stabilize and
protect the polymers from
autoxidative degradation.](https://image.slidesharecdn.com/polyethylenepe-140403112442-phpapp01/85/Polyethylene-PE-11-320.jpg)









![Kamal Batra, 4th Year Integrated Master of Science, IIT Kharagpur-721302 Page 24
Haze
Haze is the cloudy appearance of an otherwise transparent specimen caused by light
scattered from within the specimen or from its surface.
Percentage of transmitted light which is passing through a specimen deviates from incident
beam by forward scattering.
It is generally accepted that if the amount of transmitted light is deviated more than 2.5
degree from the incident beam the light flux is considered to be haze.
Haze caused by surface imperfection density changes.
Procedure: The test is conducted by taking four different consecutive reading nad
measuring photocell output.
T1- specimen and light trap out of position, reflectance standard in position.
T2- specimen and reflectance in position, light trap out of position.
T3-light trap in position, specimen and reflectance standard out of position.
T4- light and specimen trap in position, reflectance standard out of position.
Total transmittance Tt = T2/T1
Diffuse transmittance Td = [T4-T3(T2/T1)]/T1
Haze percentage = Td/ Tt *100
Significance and use of Haze clarity meter: Measures percentage haze, clarity &
transmittance of films. Evaluation of optical properties of films.
Gloss
Gloss is defined as the relative reflectance factor of a specimen at the specular direction.
Method – Light beam is directed towards the specimen at a specified angle and the light
reflected by the specimen is collect and measured. All the gloss values are based on
primary reference standard i.e. A highly polished black glass with gloss value of 100.
As the angle of incidence increase gloss value of the surface also increase.](https://image.slidesharecdn.com/polyethylenepe-140403112442-phpapp01/85/Polyethylene-PE-24-320.jpg)