Downloaded 146 times












![15
Pc =
Fc × Vc
60 × 103
× ηm
N
CUTTING FORCES & POWER
Fc = kc × ap × fn
[kW][N]
TURNING
Q = Vc × ap × fn [cm3
/min]
by Endika Gandarias
Mc =
Fc × Davg
2
[N*m]
Davg = average diameter (mm) Davg = (D0-Df)/2
Vc = cutting speed (m/min)
fn = feed per revolution (mm/rev)
ap = radial cutting depth (mm)
Kc = specific cutting force (N/mm2
)
ηm = machine efficiency (0.7-0.8)
Fc = cutting force (N)
Mc = torque (N*m)
Pc = net cutting power (kW)
Q = metal removal rate MRR (cm3
/min)](https://image.slidesharecdn.com/13machiningfundamentals-170204221146/75/Machining-fundamentals-15-2048.jpg)
![16
CUTTING FORCES & POWER
TURNING
by Endika Gandarias
Fc = cutting force (N)
Ft = thrust or feed force (N)
Fr = radial force (N)
F = feed rate (mm/min)
ηm = machine efficiency (0.7-0.8)
Pa = feed power (kW)
Pr = radial power (kW)
Ft ≈ 0,4 × Fc [N]
Fr ≈ 0,2 × Fc [N]
Pa =
Ft × F
60 × 106
× ηm
[kW]
Pr = 0 [kW] (due to no motion)
Pa << Pc](https://image.slidesharecdn.com/13machiningfundamentals-170204221146/75/Machining-fundamentals-16-2048.jpg)
![17
CUTTING FORCES & POWER
TURNING
EXERCISE:
An external turning operation is accomplished for a 60mm rod steel CMC02.1 material using Vc=400 m/min.
Calculate for the following 2 cases:
by Endika Gandarias
Fc? [N] & Pc ? [kW] / Ft ? [N] & Pa ? [kW] / Fr ? [N] & Pr ? [kW]
Q ? [cm3
/min] Mc ? [N*m]](https://image.slidesharecdn.com/13machiningfundamentals-170204221146/75/Machining-fundamentals-17-2048.jpg)
![18
ap = axial cutting depth (mm)
ae = radial cutting depth (mm)
kc = specific cutting force (N/mm2
)
F = feed rate (mm/min)
N = spindle speed (rpm)
Fc = cutting force (N)
Mc = torque (N*m)
Pc = net power (kW)
Q = metal removal rate MRR (cm3
/min)
CUTTING FORCES & POWER
MILLING
Pc =
Fc × F
60 × 106Fc = kc × ap × ae
[kW]
[N]
Q =
ap × ae × F
1000
[cm3
/min]
by Endika Gandarias
Mc =
Pc × 30 × 103
π × N
[N*m]](https://image.slidesharecdn.com/13machiningfundamentals-170204221146/75/Machining-fundamentals-18-2048.jpg)
![19
Dc = 125 mm
ap = 5 mm
ae = 100 mm
F = 600 mm/min
EXERCISE:
A face milling operation is accomplished for a CMC 02.1 material.
It is known:
CUTTING FORCES & POWER
MILLING
Fc? [N] Q ? [cm3
/min]
Pc? [kW] Mc? [Nm]
by Endika Gandarias](https://image.slidesharecdn.com/13machiningfundamentals-170204221146/75/Machining-fundamentals-19-2048.jpg)
![20
kc = specific cutting force (N/mm2
)
Dc = drill diameter (mm)
fn = feed per revolution (mm/rev)
κr = positioning angle (º)
N = spindle speed (rpm)
Vc = cutting speed (m/min)
Ff = feed force (N)
Mc = torque (N*m)
Pc = net power (kW)
Q = Metal removal rate MRR (cm3
/min)
CUTTING FORCES & POWER
DRILLING
Ff ≈ [kW][N]
Q =
Dc × fn × Vc
4
[cm3
/min]
Pc =
kc × Dc × fn × Vc
240 × 103
kc × Dc × fn× sen κr
4
by Endika Gandarias
Mc =
Pc × 30 × 103
π × N
[N*m]](https://image.slidesharecdn.com/13machiningfundamentals-170204221146/75/Machining-fundamentals-20-2048.jpg)
![21
CUTTING FORCES & POWER
DRILLING
Dc = 12 mm
fn = 0,21 mm/rev
κr = 59º
Vc = 105 m/min
EXERCISE:
A drilling operation is accomplished for a CMC 06.1 material.
It is known:
Ff ? [N]
Pc? [kW]
Q? [cm3
/min]
by Endika Gandarias](https://image.slidesharecdn.com/13machiningfundamentals-170204221146/75/Machining-fundamentals-21-2048.jpg)




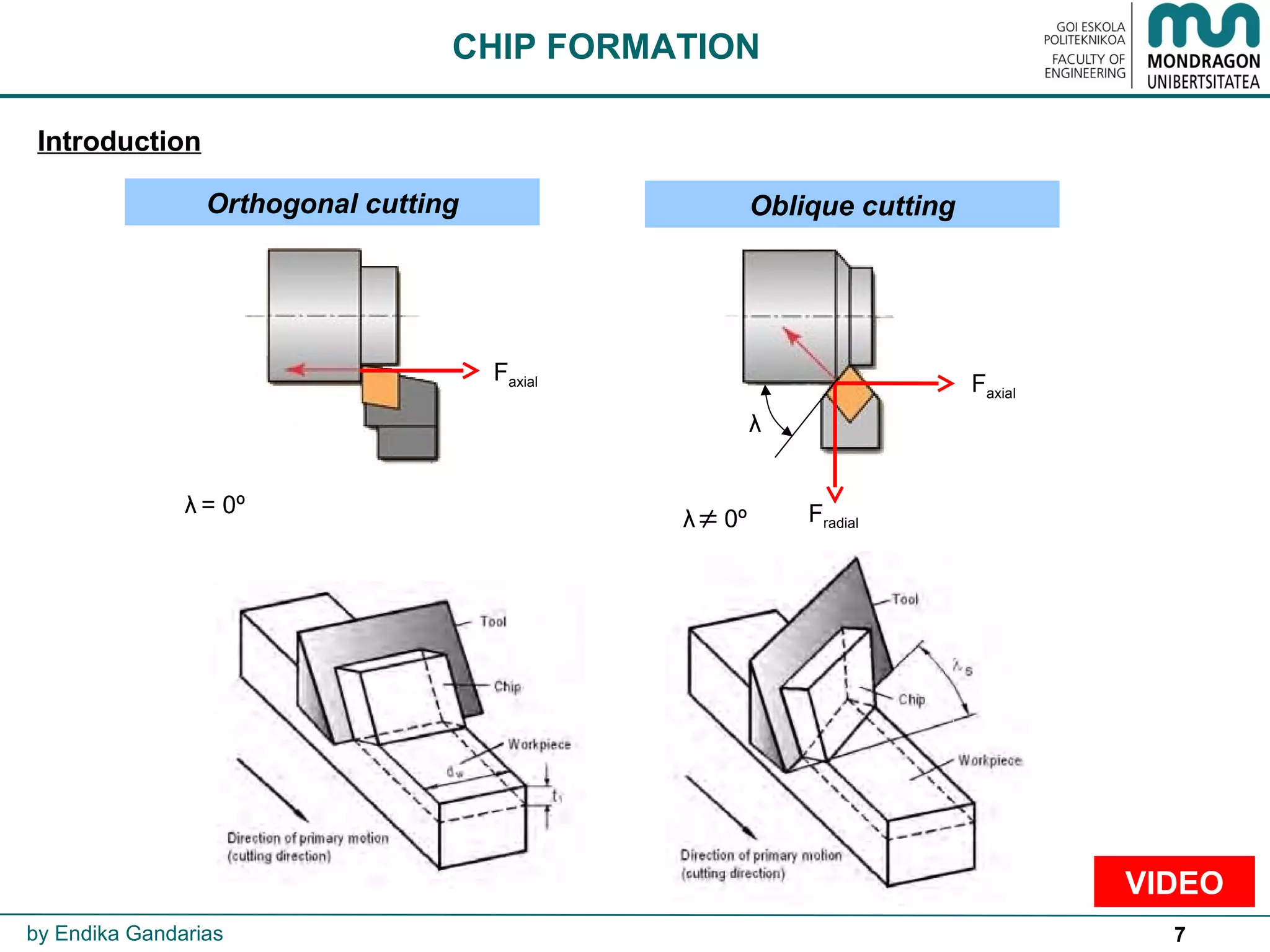
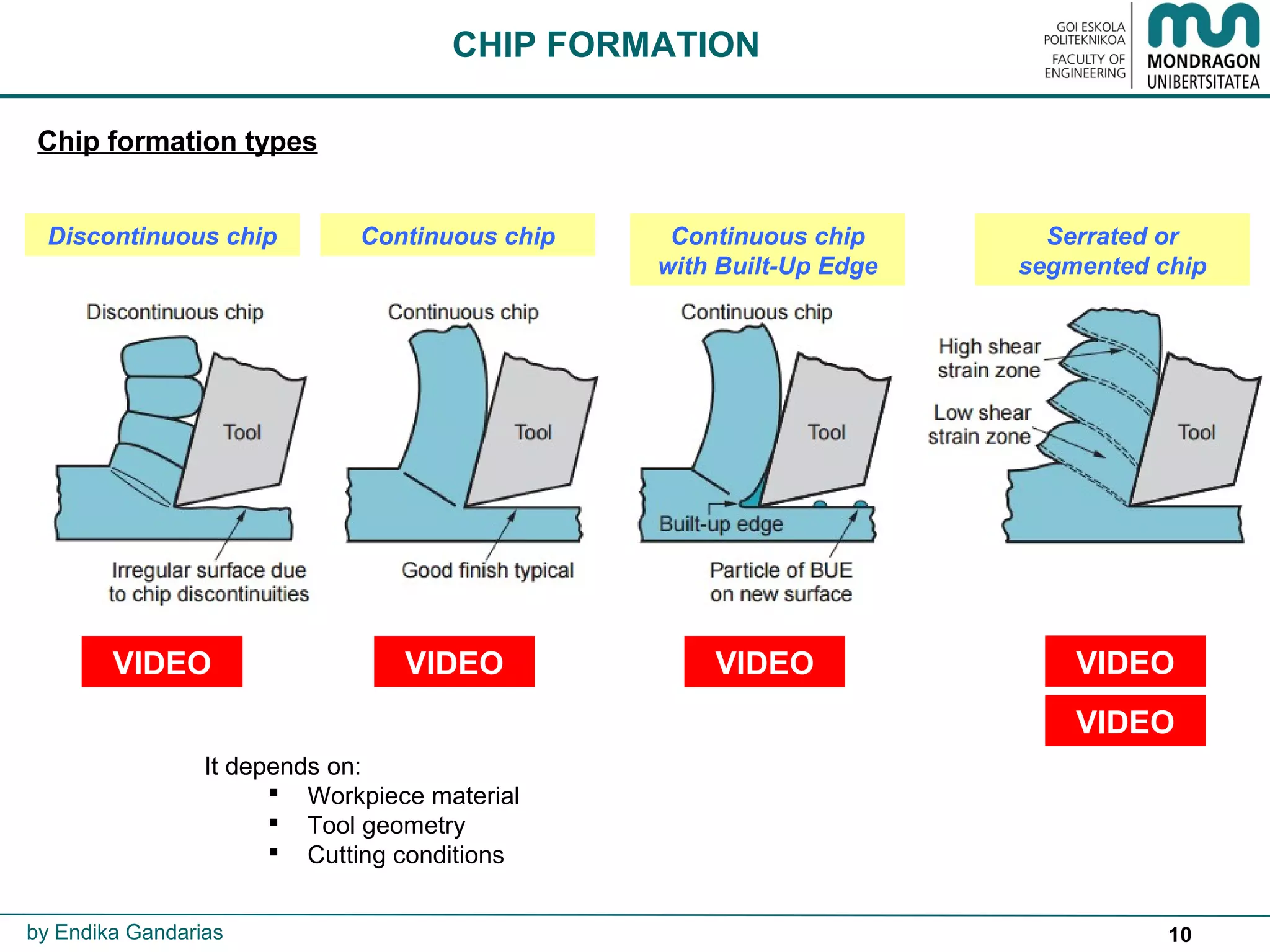
This document provides information about machining fundamentals including chip formation, cutting temperatures, cutting forces and power, and includes a glossary of related terms. It discusses different types of chip formation and factors that influence it. It also addresses how heat is distributed during cutting and explains models for calculating cutting forces, power requirements, and metal removal rates for turning, milling, and drilling operations. Key terms are defined in both English and Spanish/Basque languages in the glossary section.






















































































