Downloaded 6,381 times
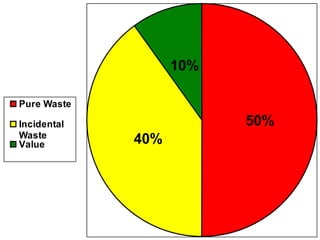




The document discusses identifying and eliminating waste from manufacturing processes using Lean principles. It defines value and eight types of waste: overproduction, inventory, transportation, motion, processing, defects, waiting, and underutilized talent. Methods for finding waste include observing processes, mapping material flow, and introducing one-piece flow. Lean tools like 5S, standard work, and quick changeovers can help remove waste once it is identified. The overall goal is optimizing value and flow to meet customer demand without waste.



































































