Downloaded 44 times

















































































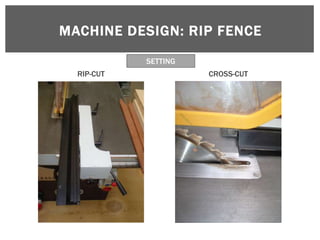






This document provides information about machine anatomy and construction, specifically regarding surface planers, thicknessers, and rip/panel saws. It discusses the parts, design, functions, processes, safety, use, and maintenance of these machines. The sections cover topics like cutter block design, knife geometry, chip formation, risk assessment, and blade configurations. The goal is to educate students about the components and operation of various woodworking machinery.




















































![Milan cutting%20tools[1]](https://cdn.slidesharecdn.com/ss_thumbnails/milancutting20tools1-121120035009-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)








































