Downloaded 81 times

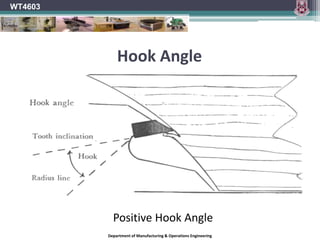
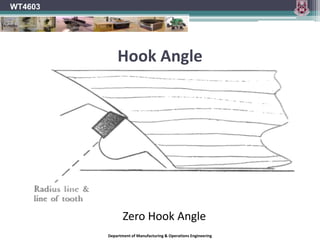
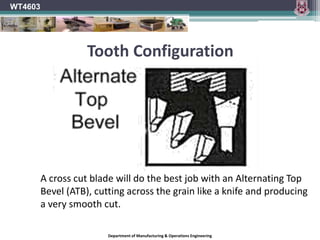
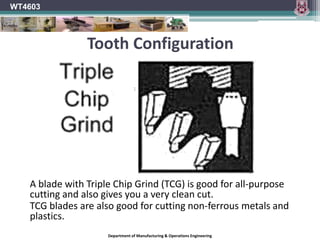
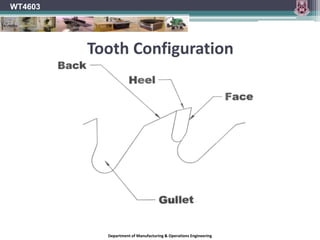
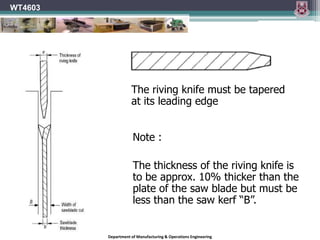
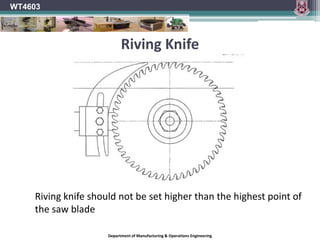
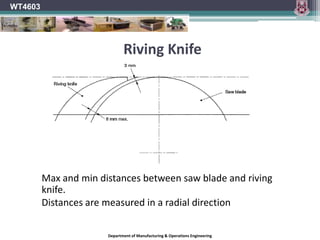
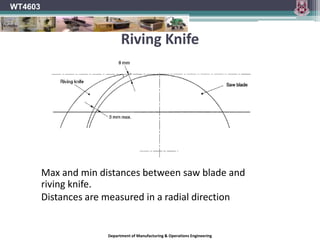
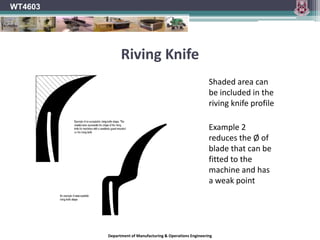
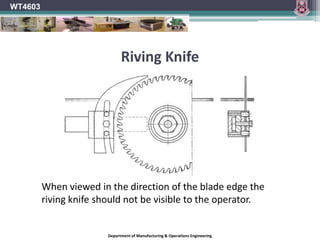
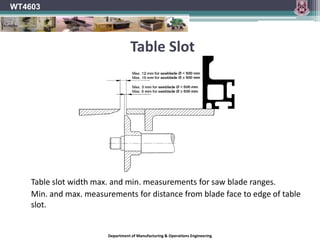
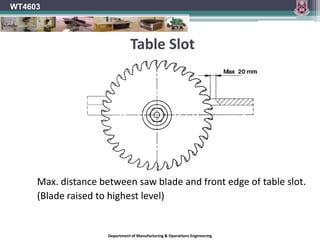
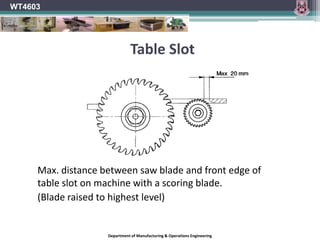
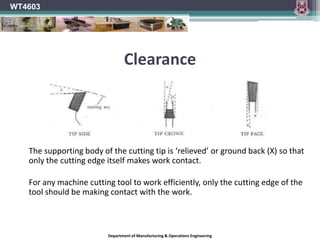
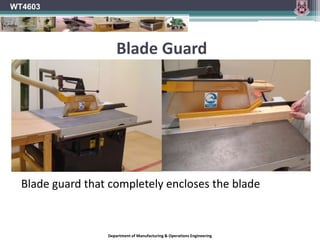
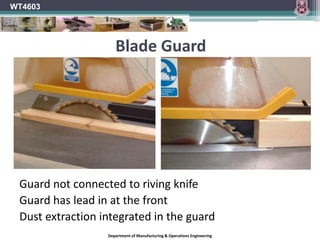
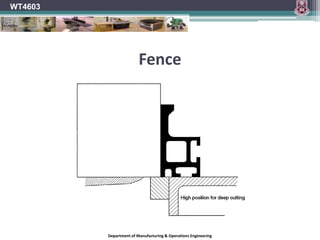
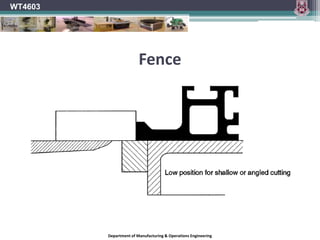
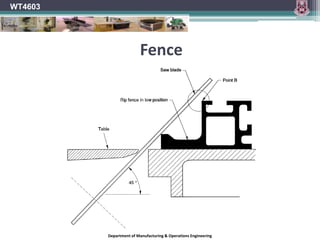
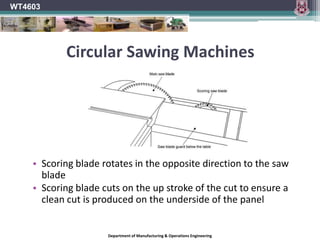
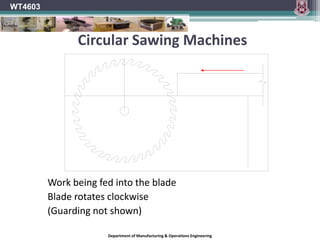
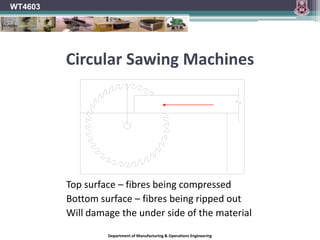
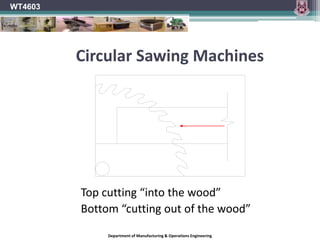
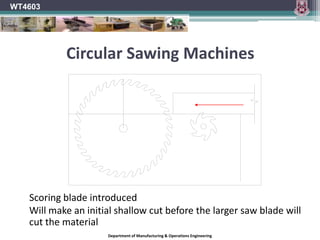
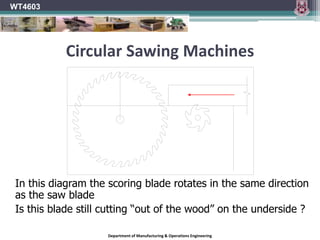
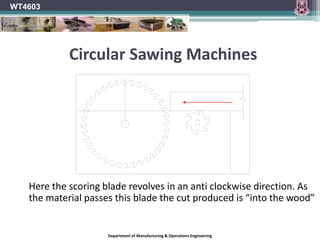
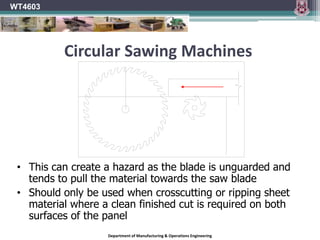
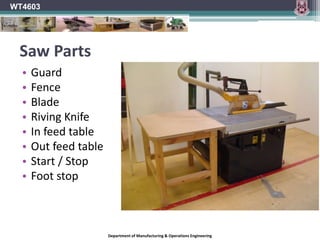

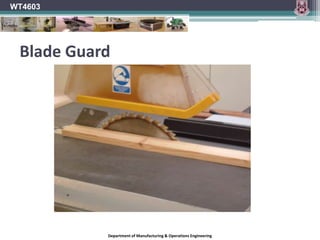
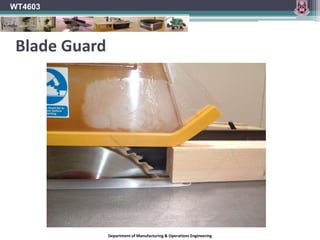
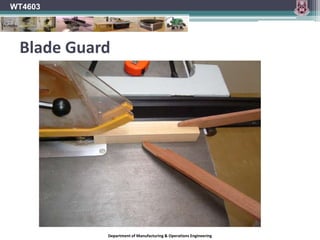
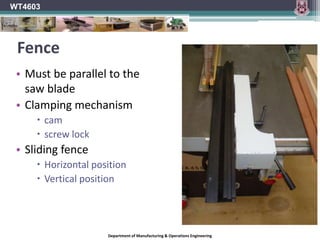
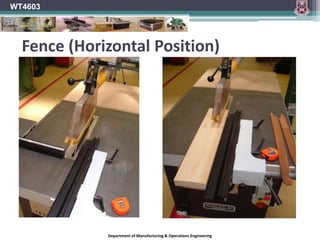
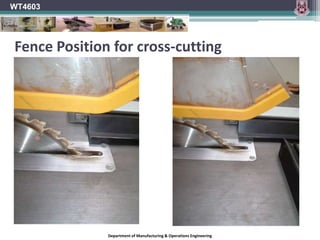
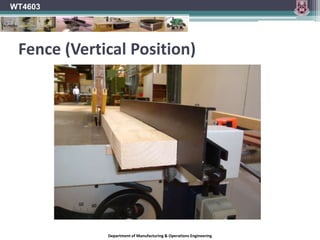
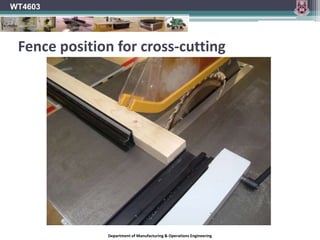
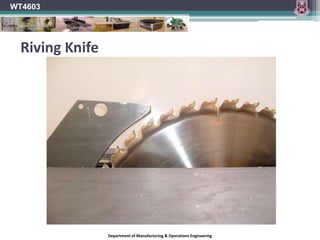


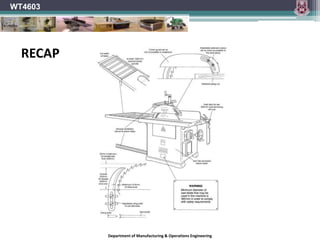
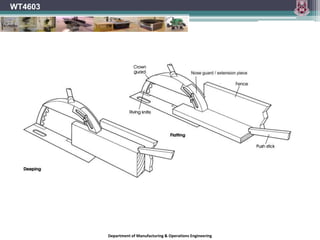
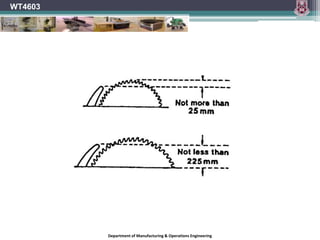


The document provides information on circular saws, including hazards, risk control measures, saw blade terminology, and calculations. It discusses the hook angle, tooth configuration, gullet, riving knife, table slot, and plate tension of saw blades. It also covers guards, fences, saw parts, and using a scoring blade with a circular sawing machine. Calculations are provided for determining rim speed based on blade diameter and spindle speed.















![BONE SURGERY [SURGICOSE]](https://cdn.slidesharecdn.com/ss_thumbnails/or-bonesurgerysurgicose-151002141125-lva1-app6891-thumbnail.jpg?width=640&height=640&fit=bounds)











































































