Download to read offline
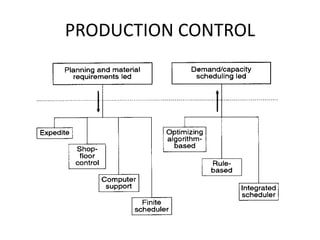


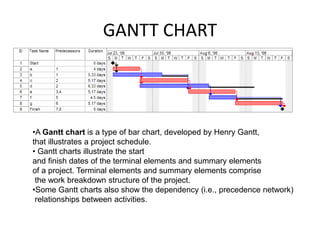
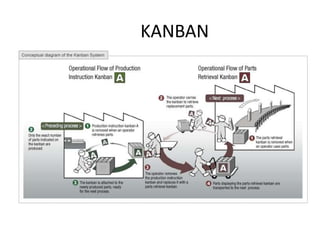


The document discusses various production scheduling concepts and methods. It describes the functions of loading and scheduling, including determining operation times and sequencing work. Common scheduling tools are also explained, such as Gantt charts, which illustrate project schedules and task dependencies. Other scheduling methods covered include line of balance, linear scheduling, batch production scheduling, MRP, Kanban, and dispatching. Progress reporting and expediting are also summarized as important functions to ensure planned performance is achieved.