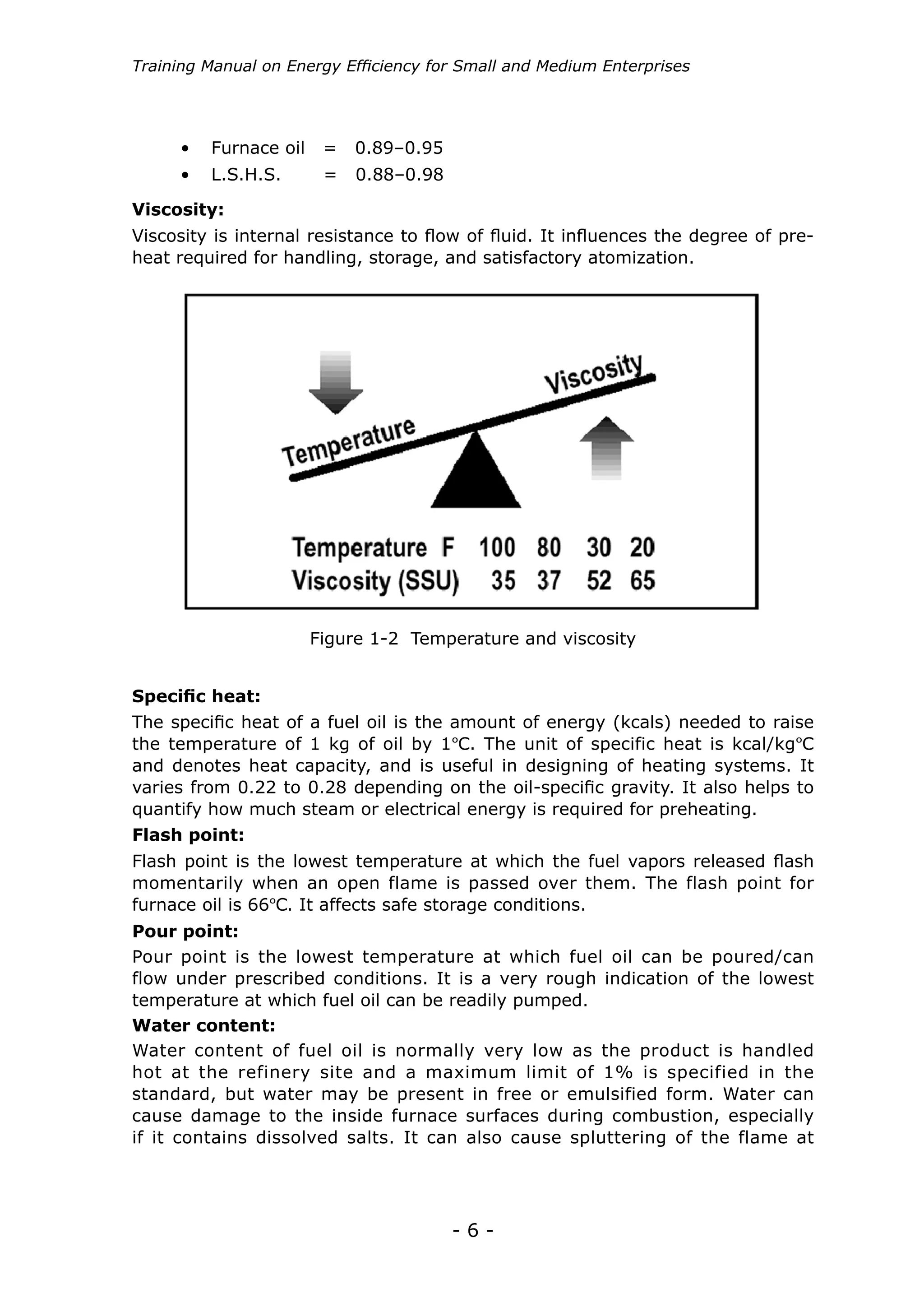
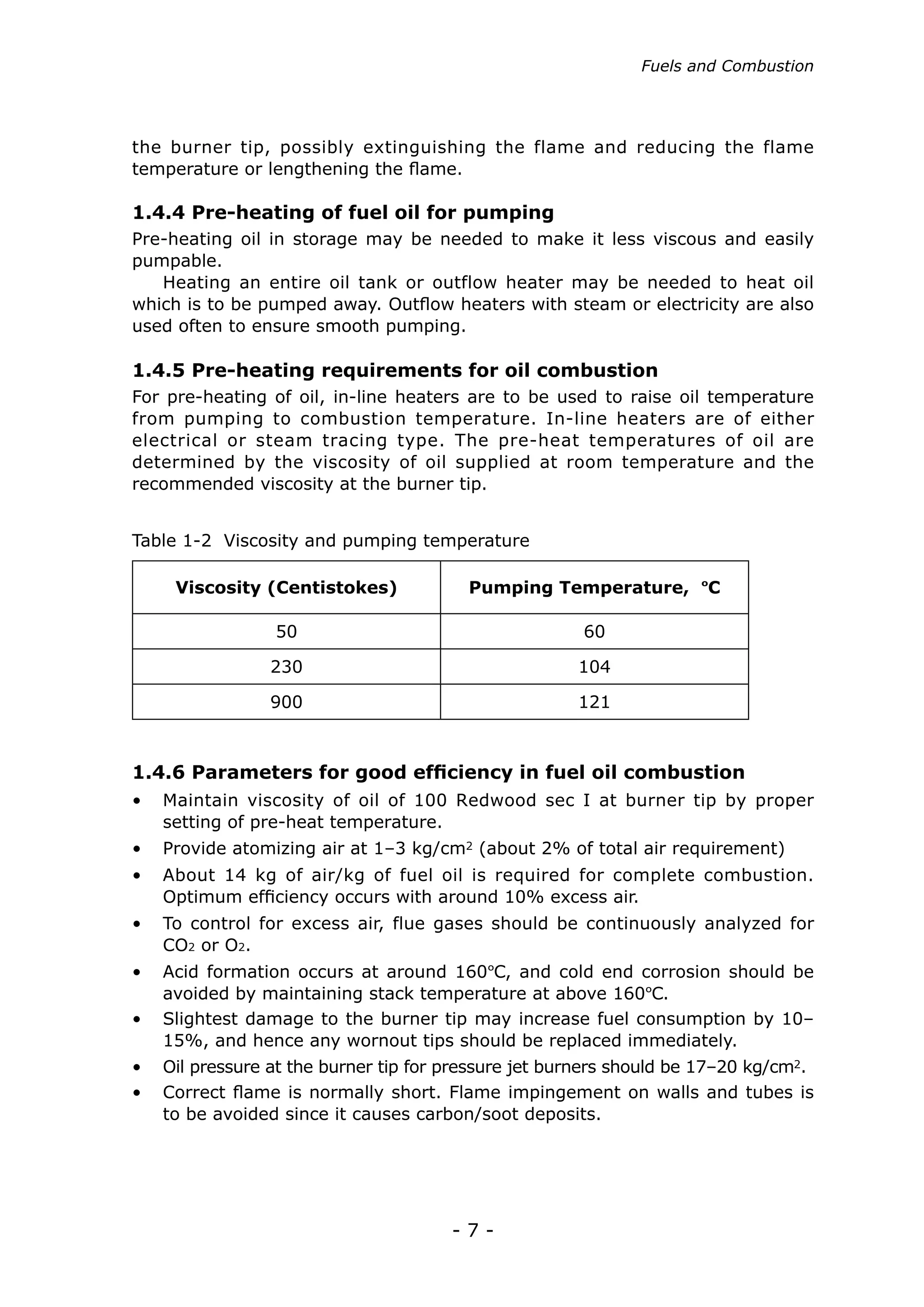
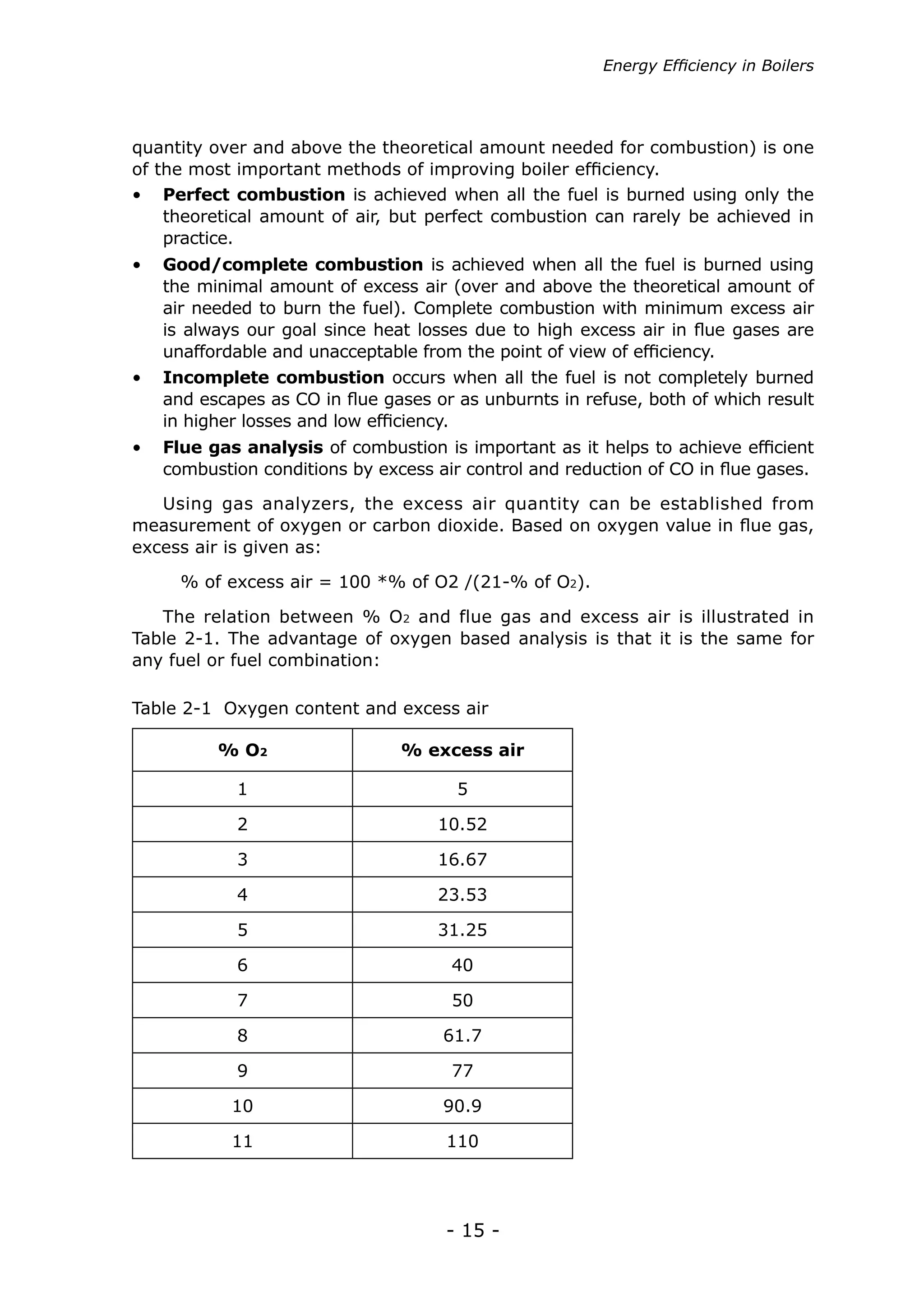
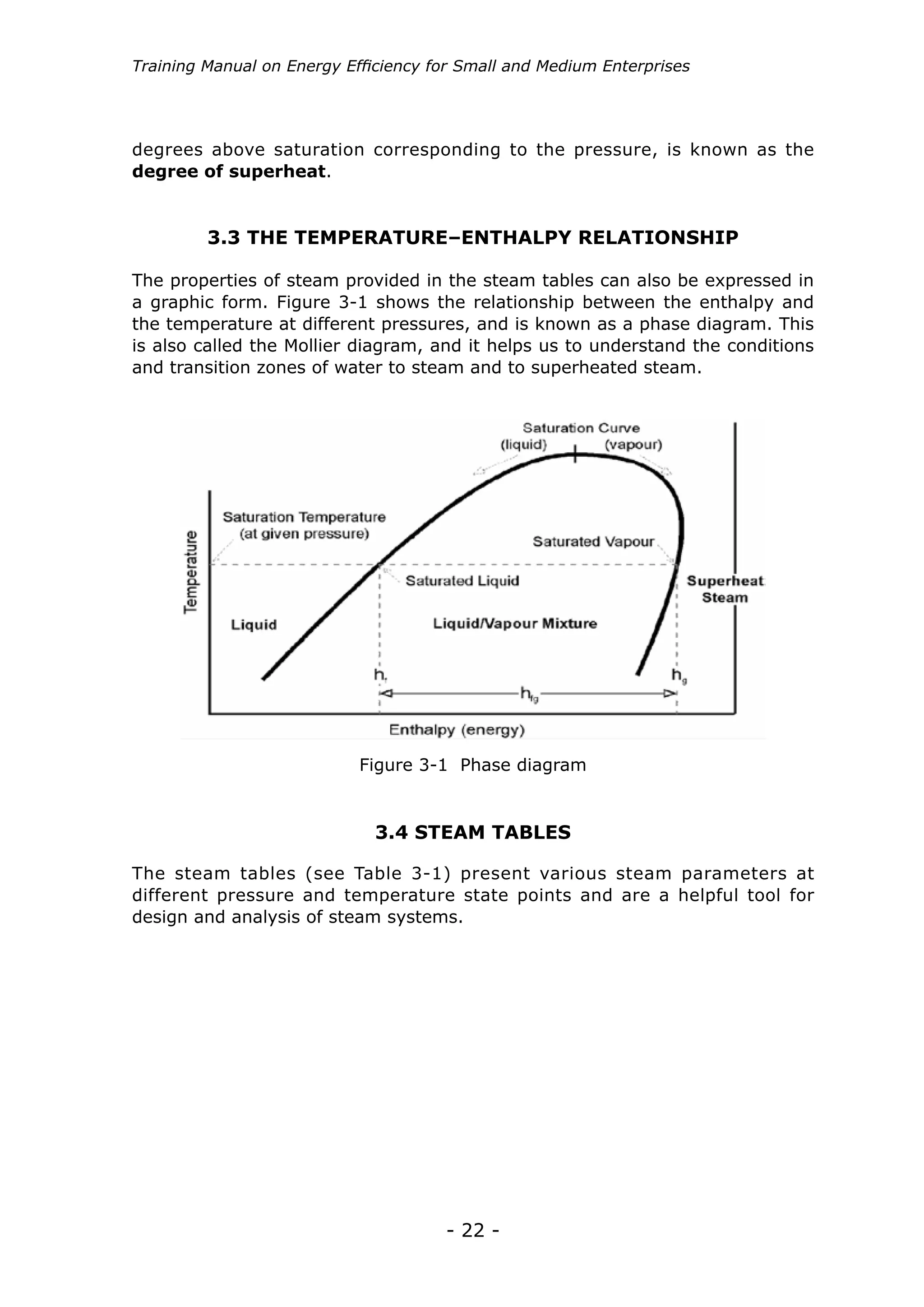
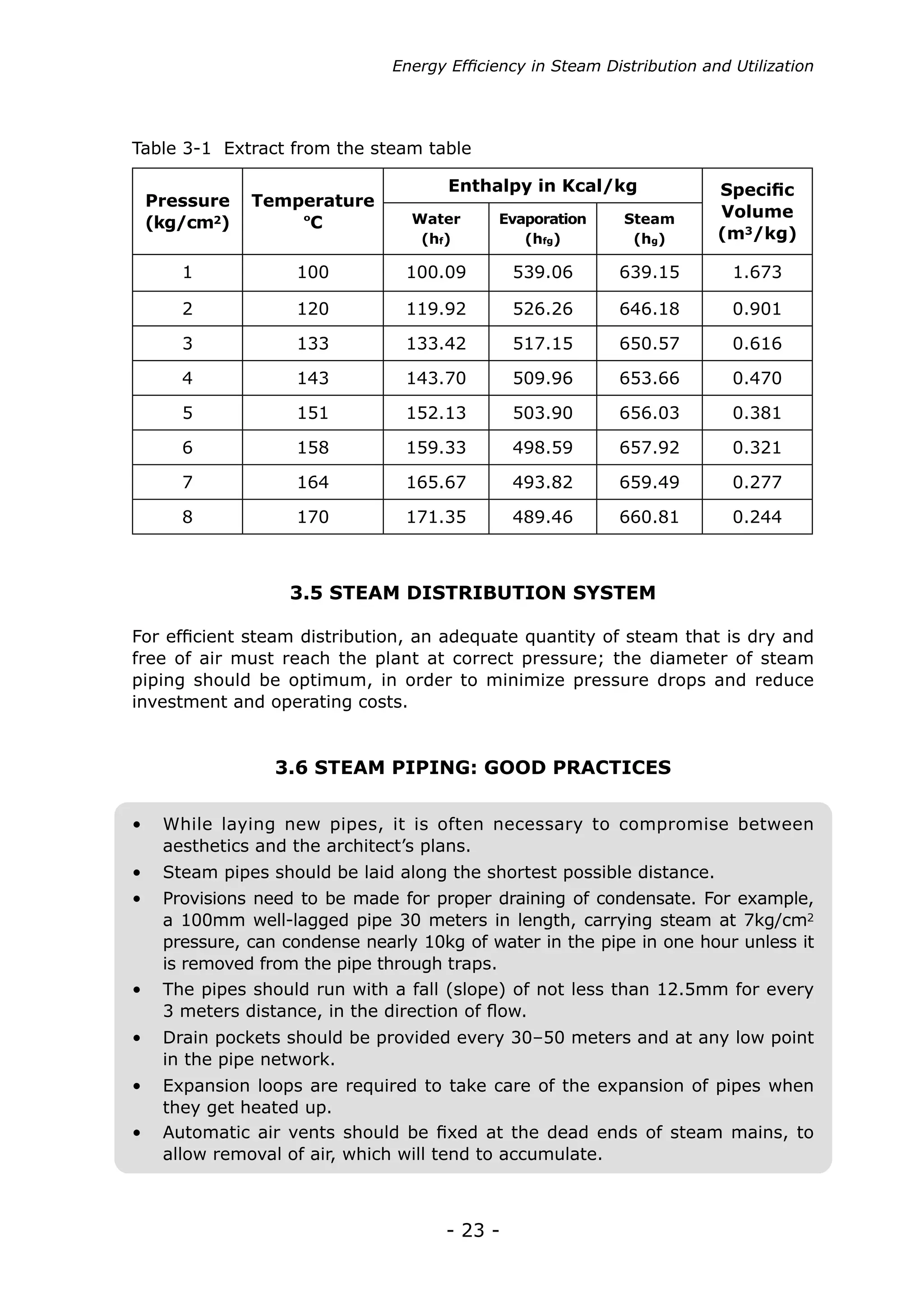
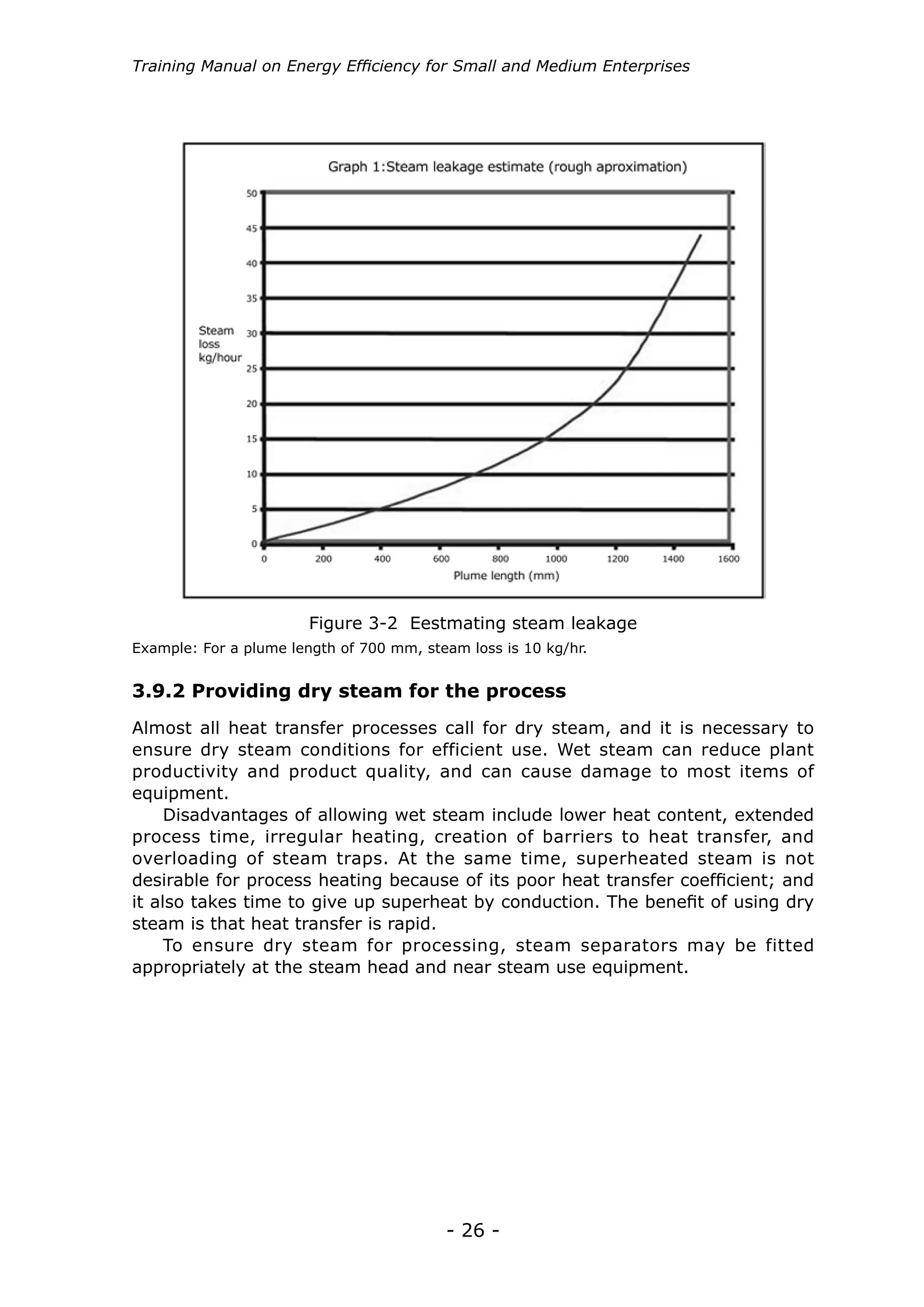
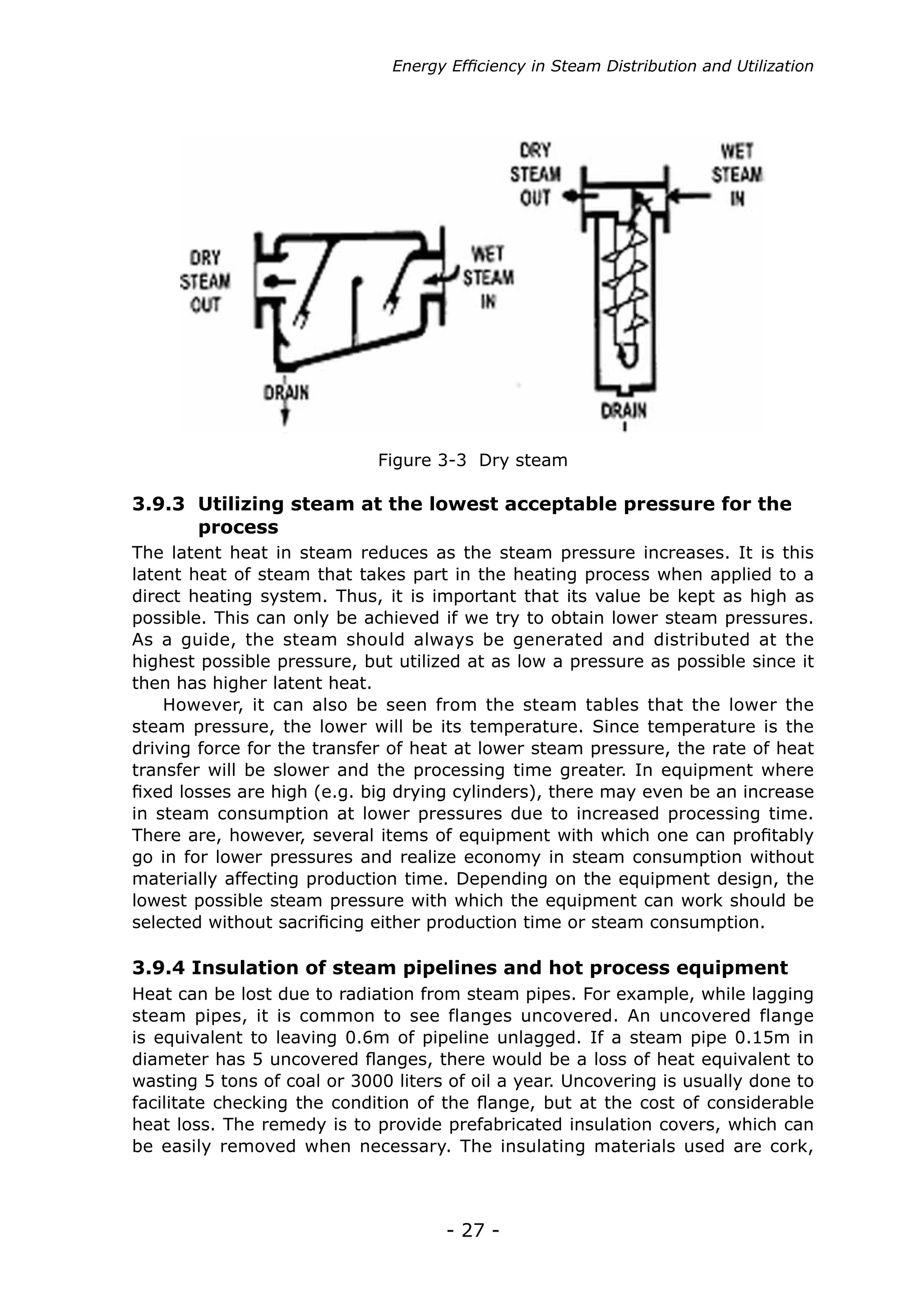
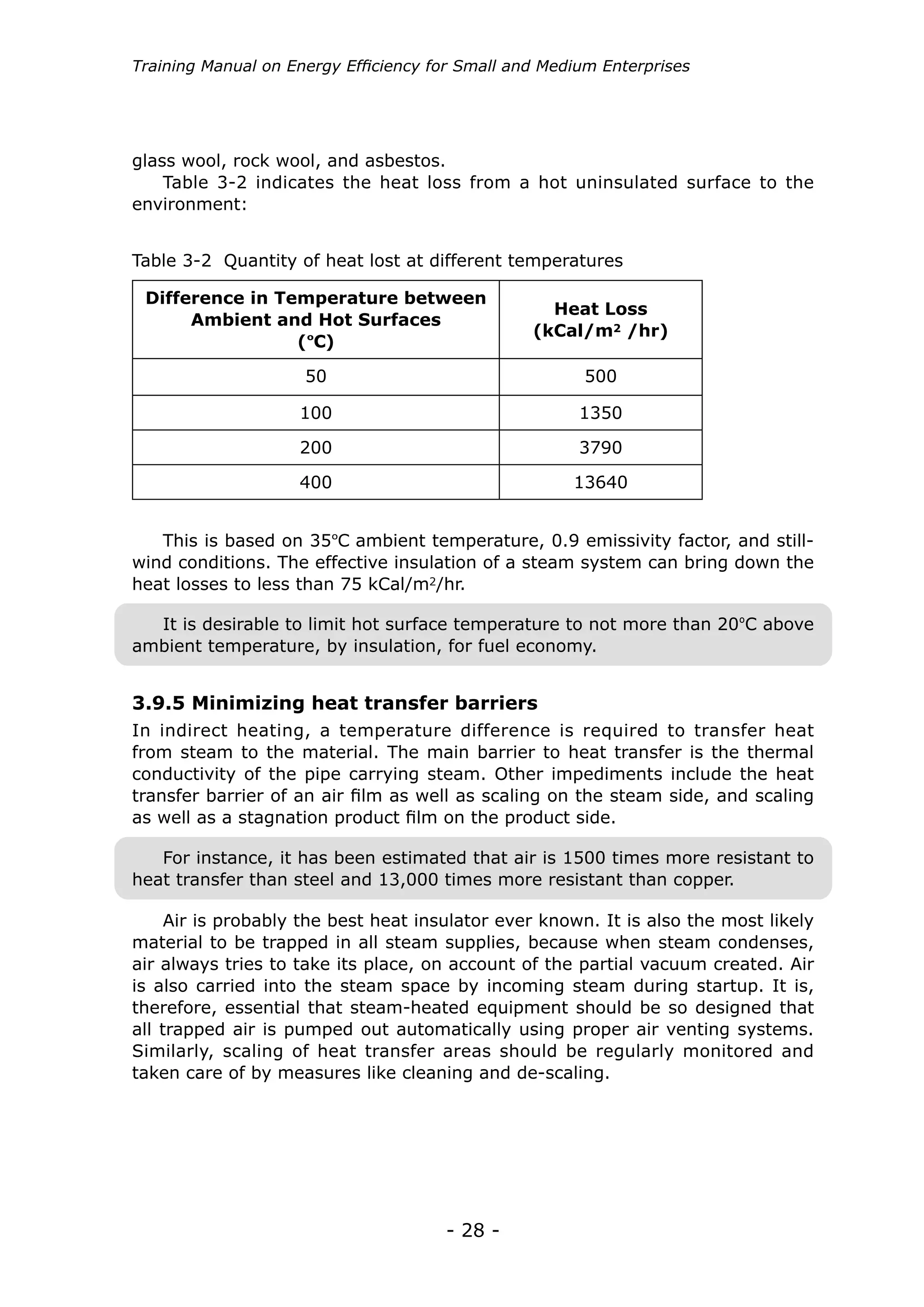
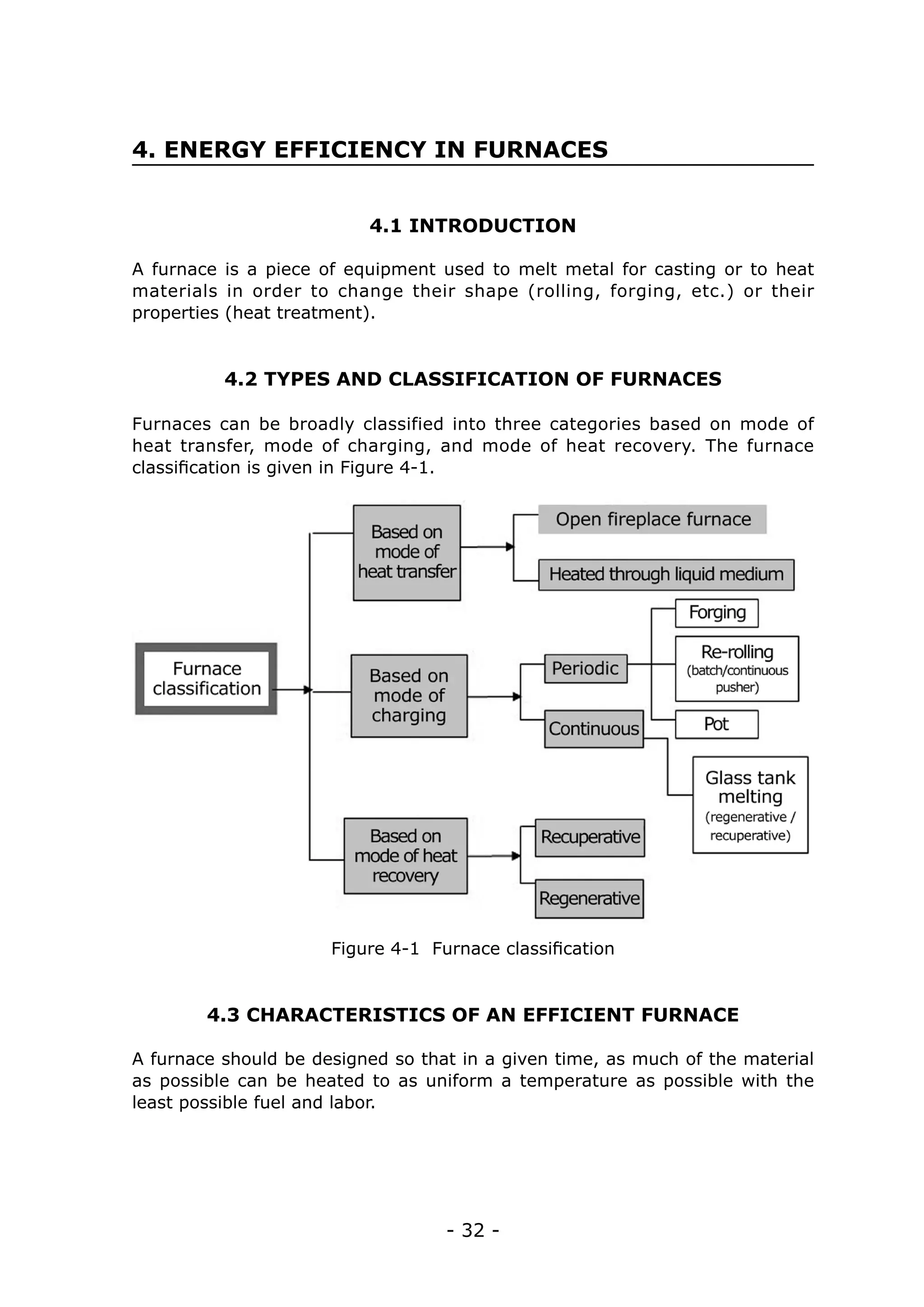
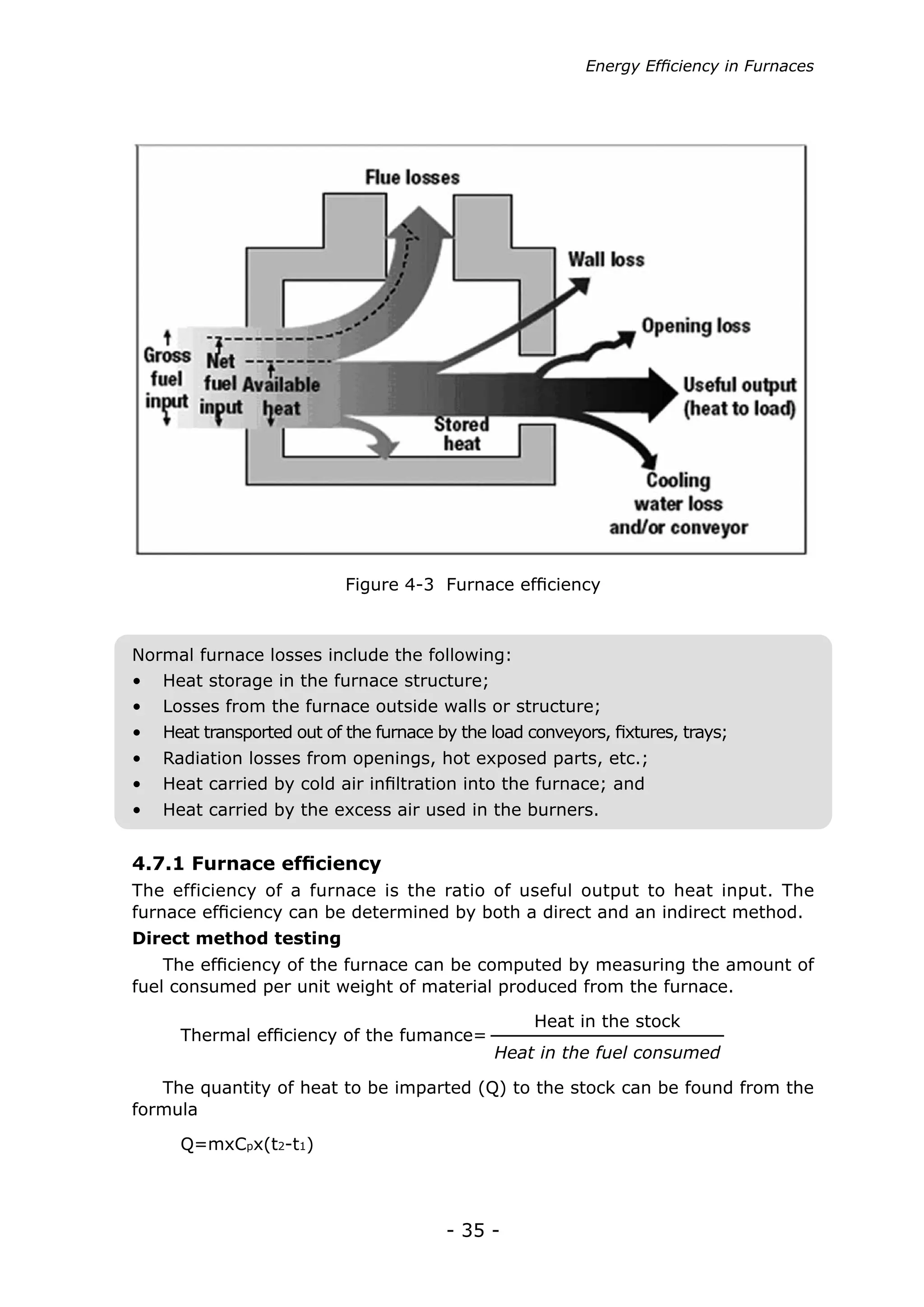
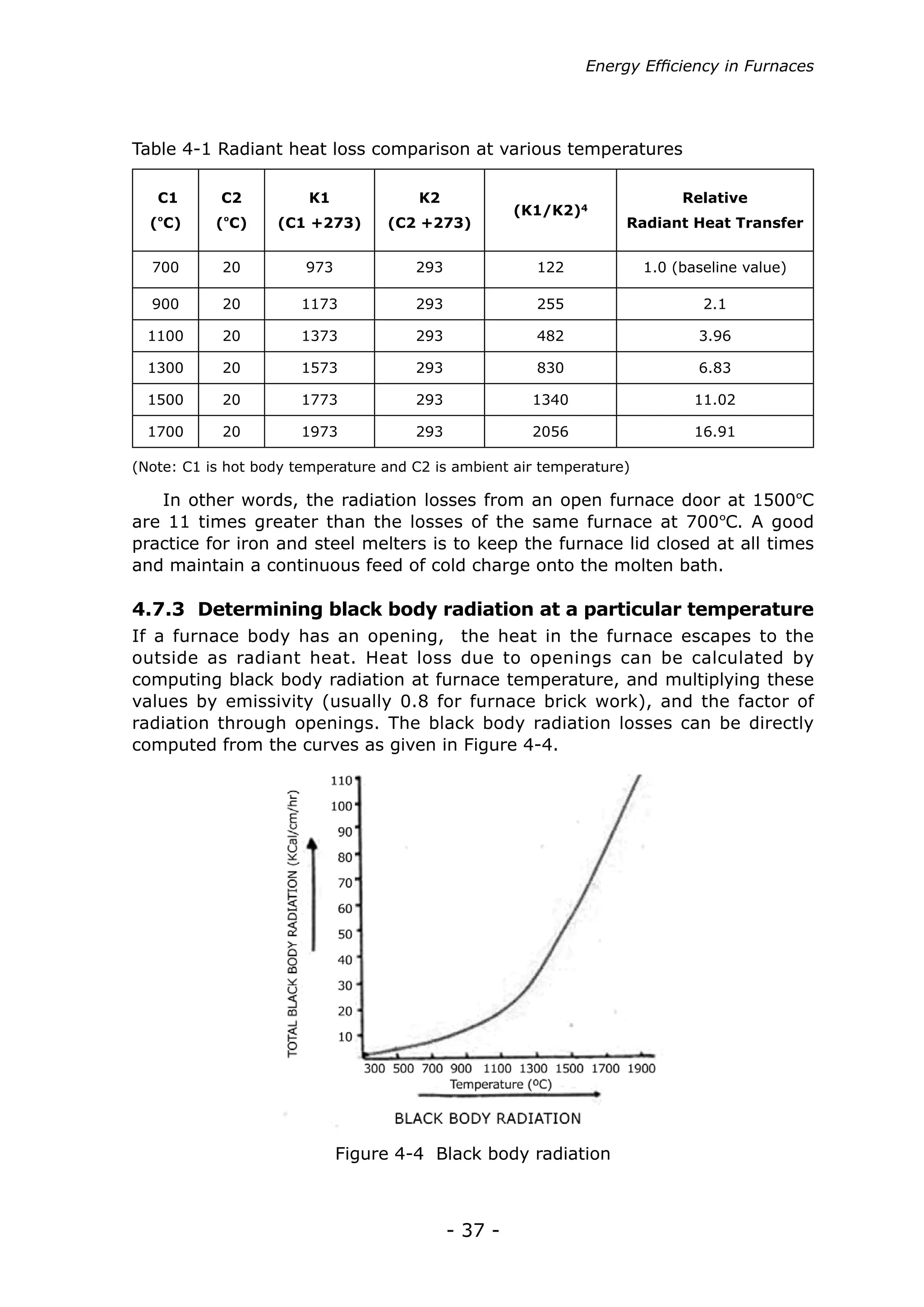
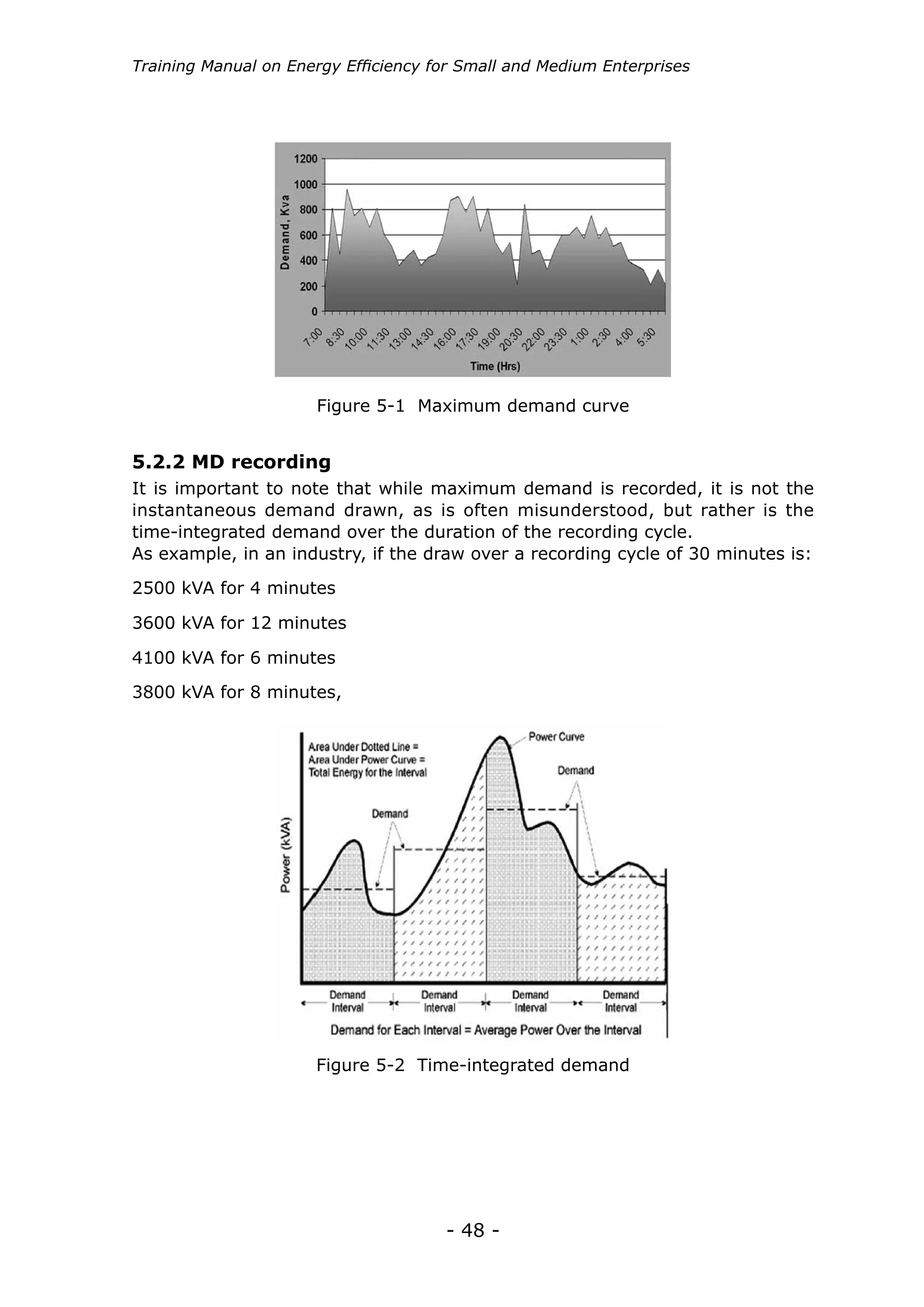
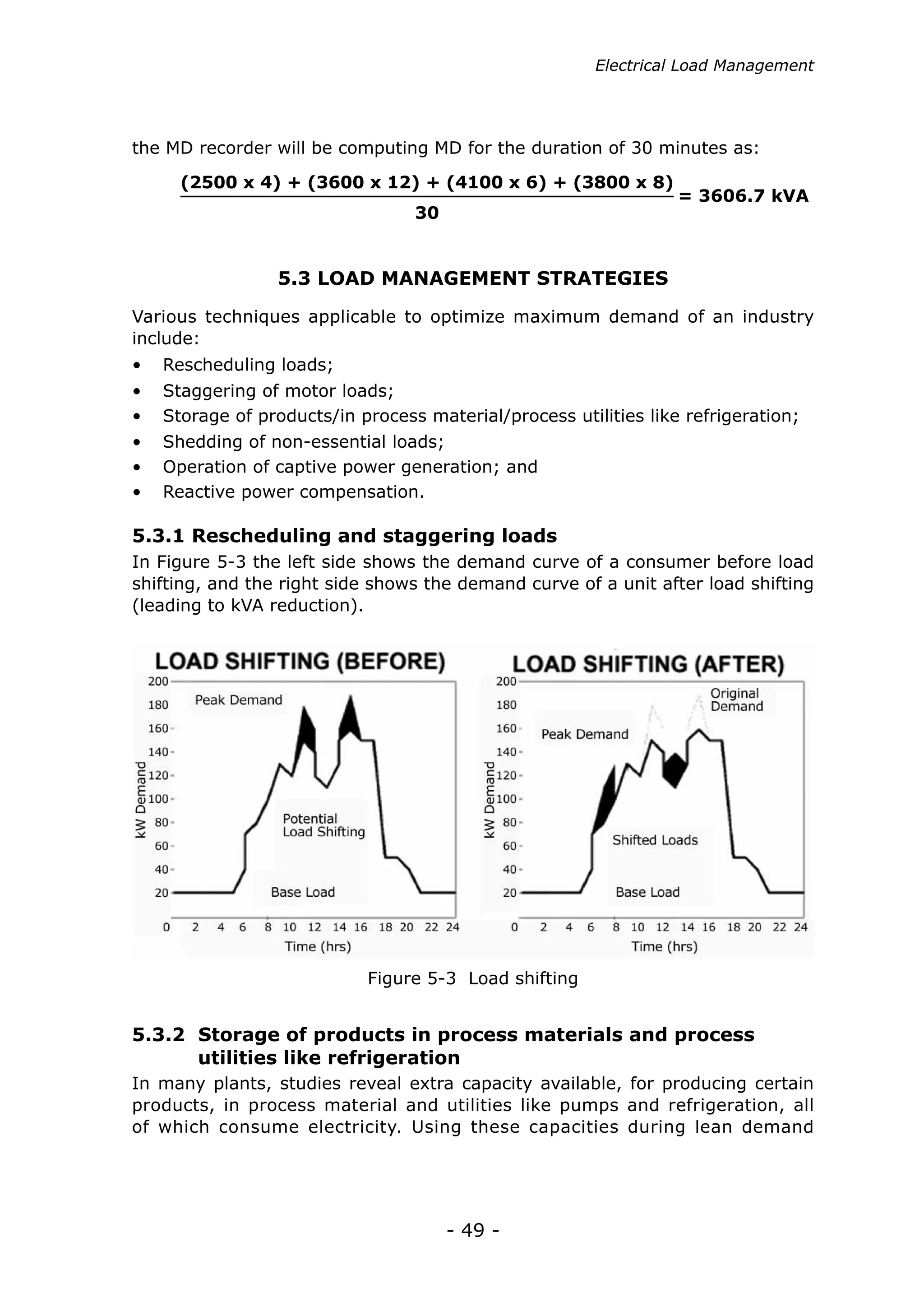
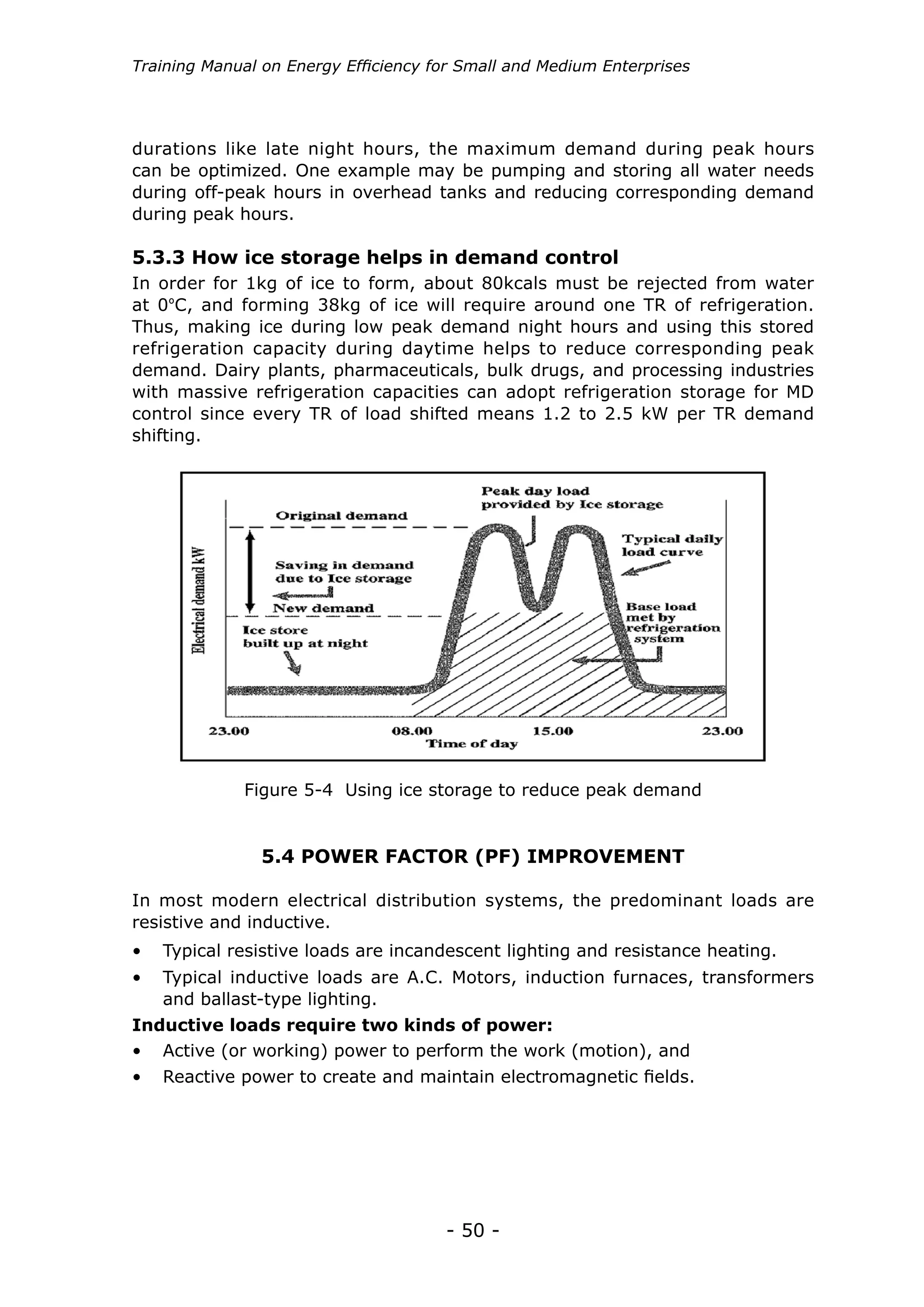
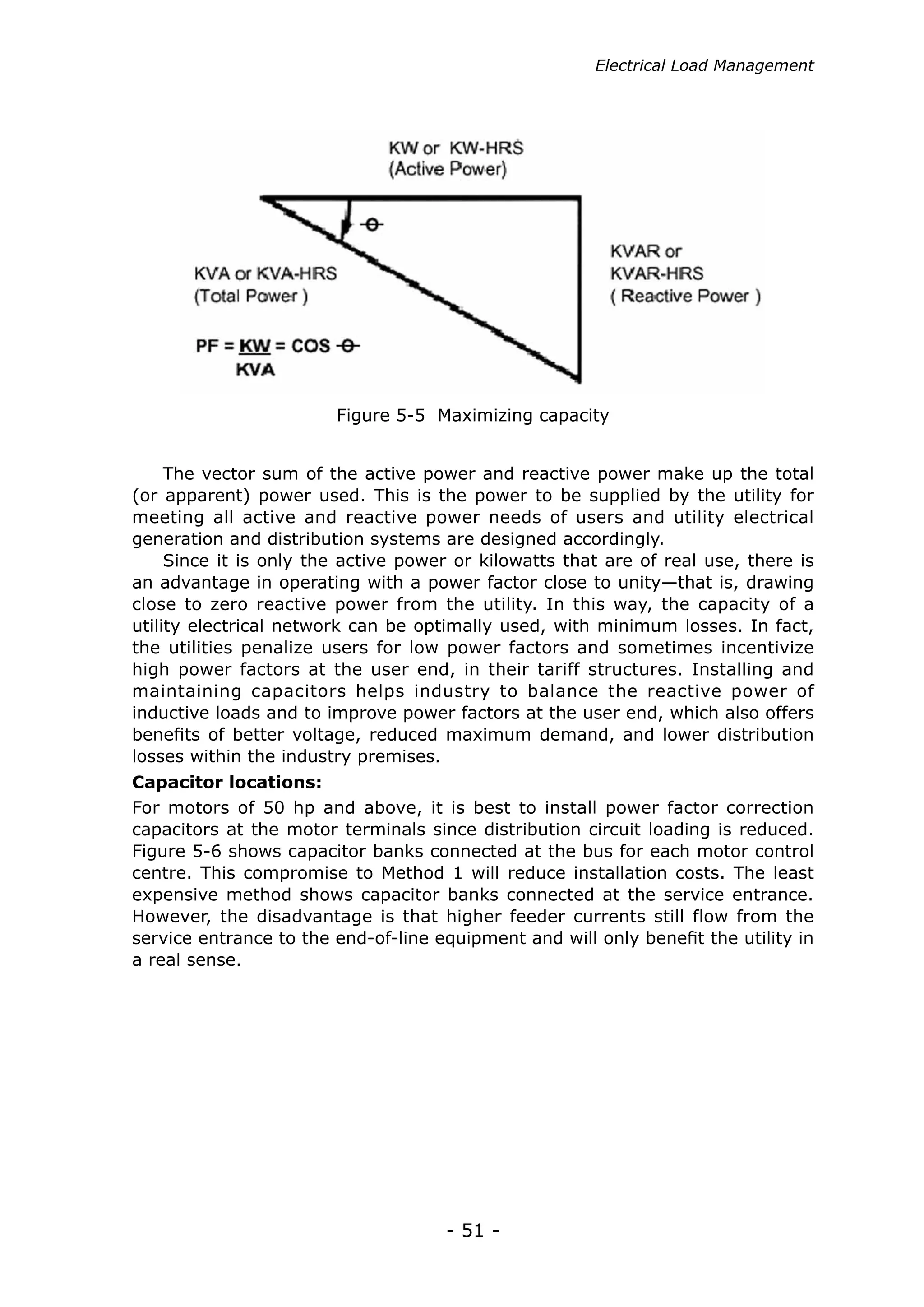
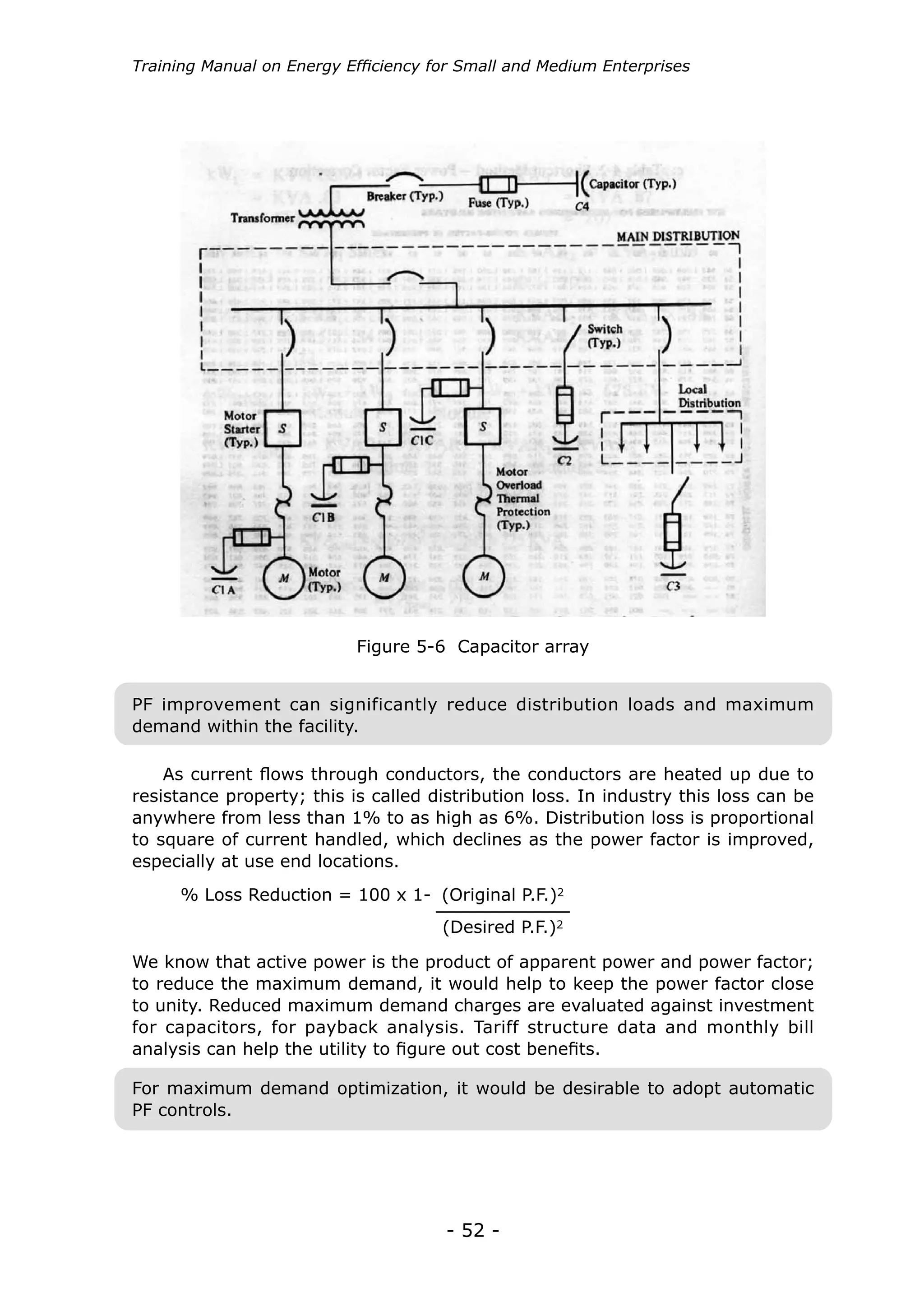
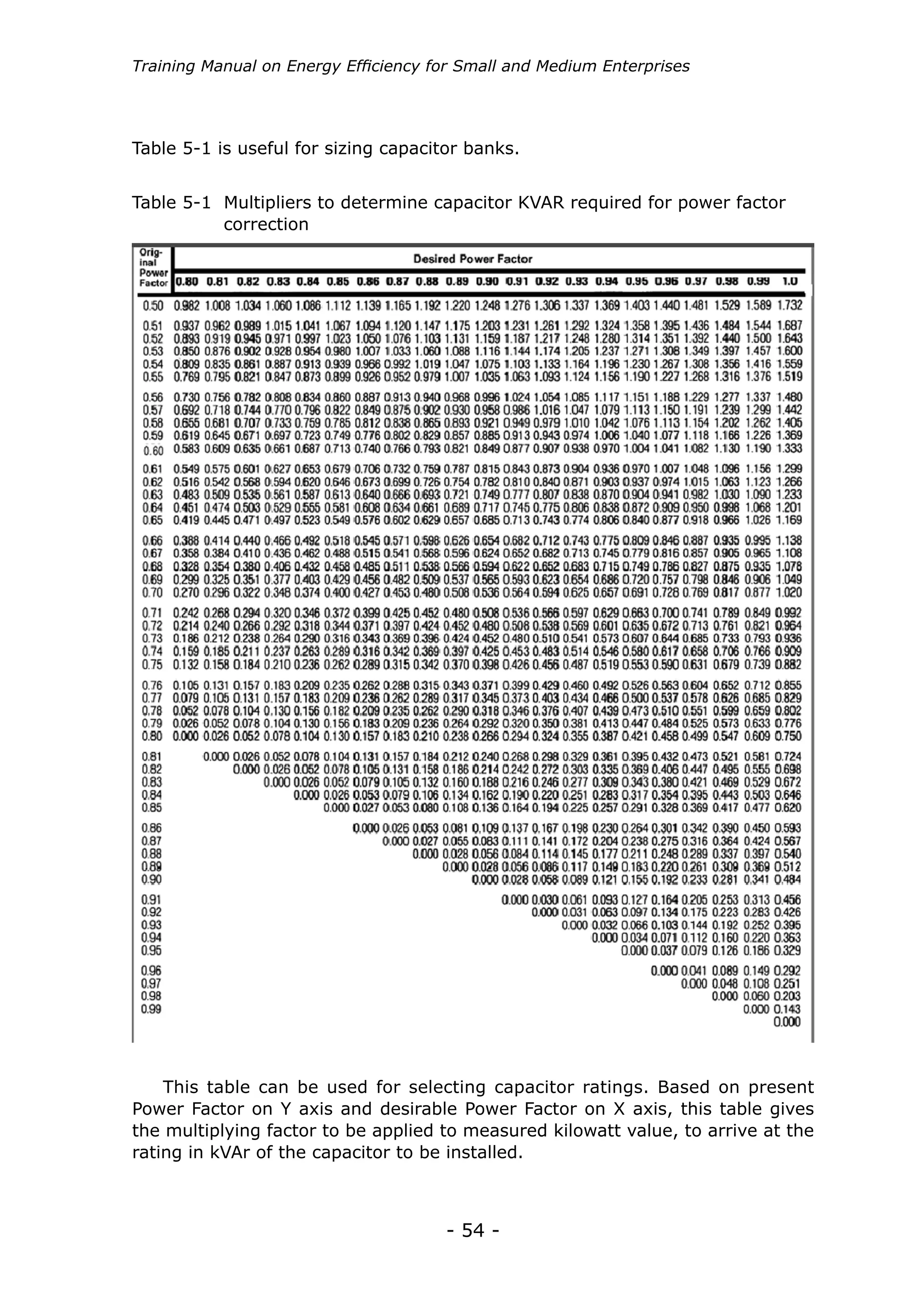
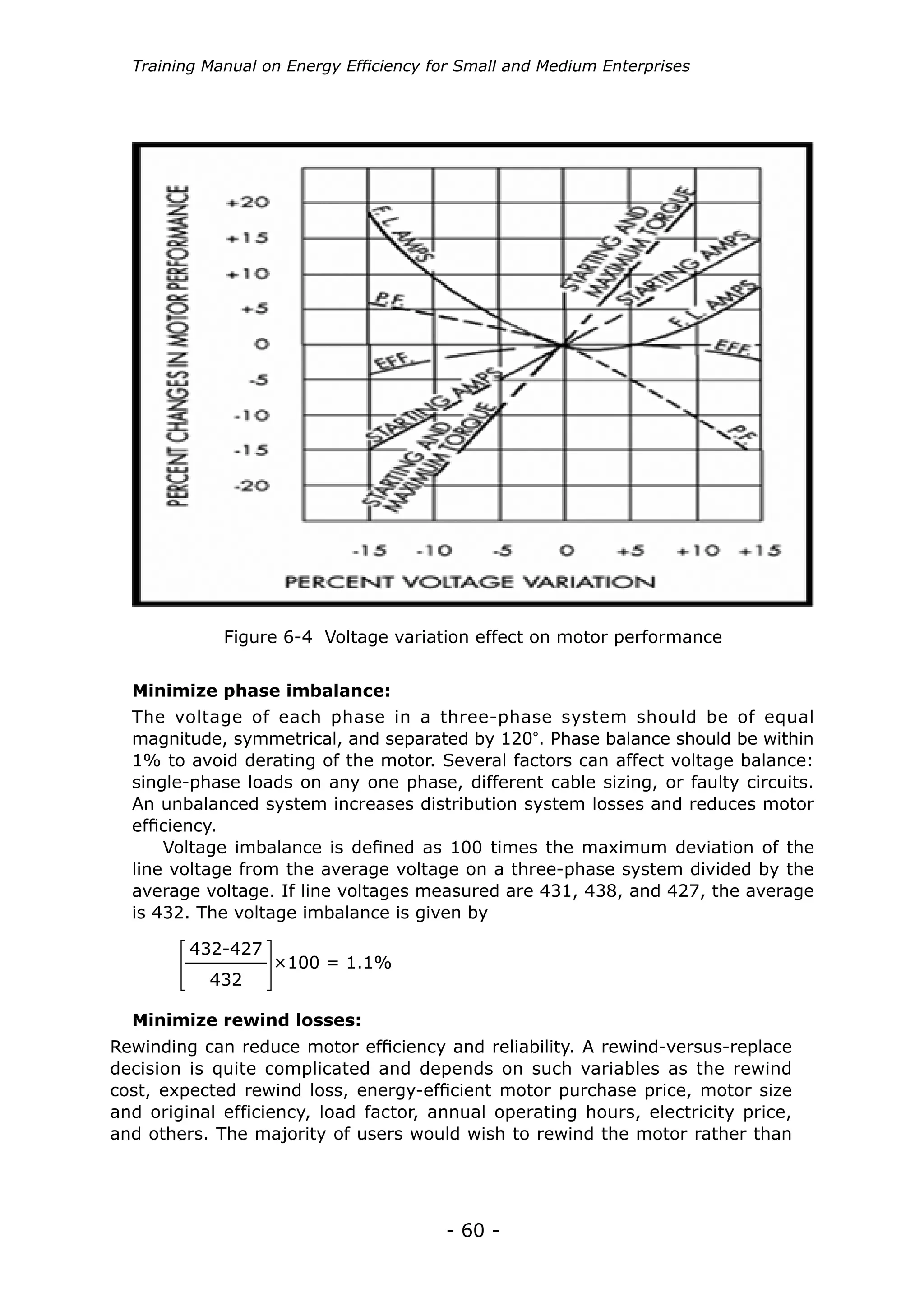
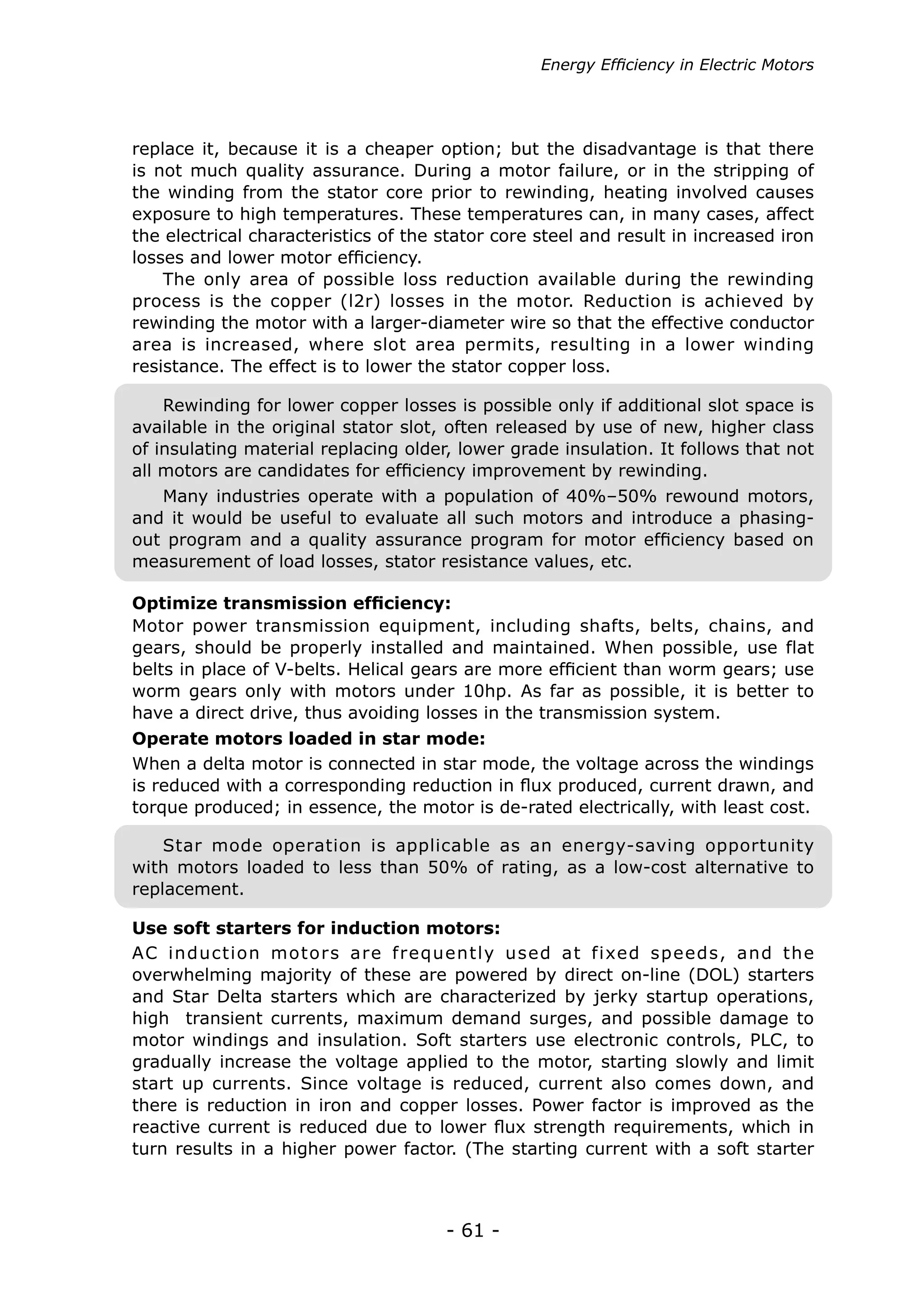
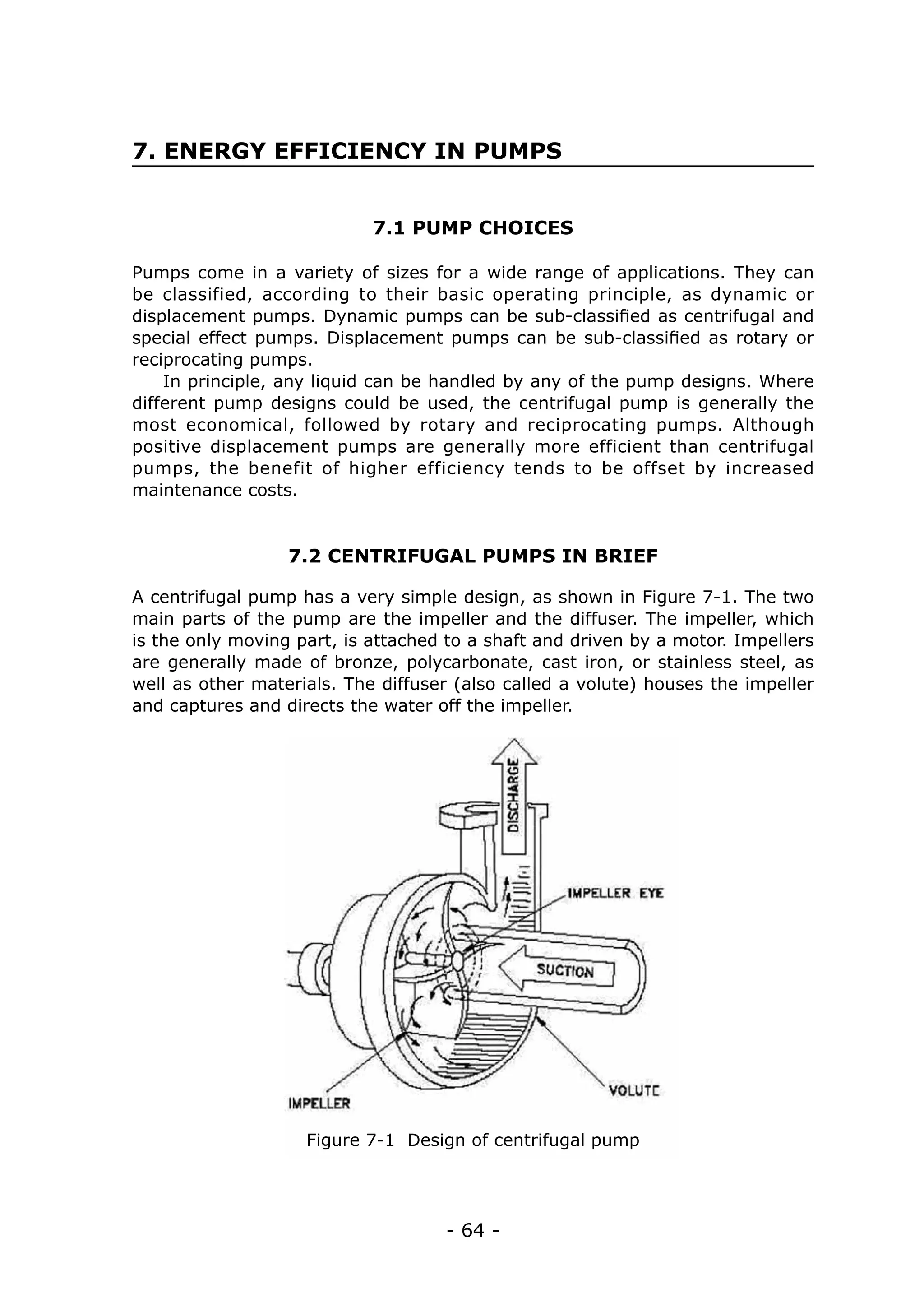
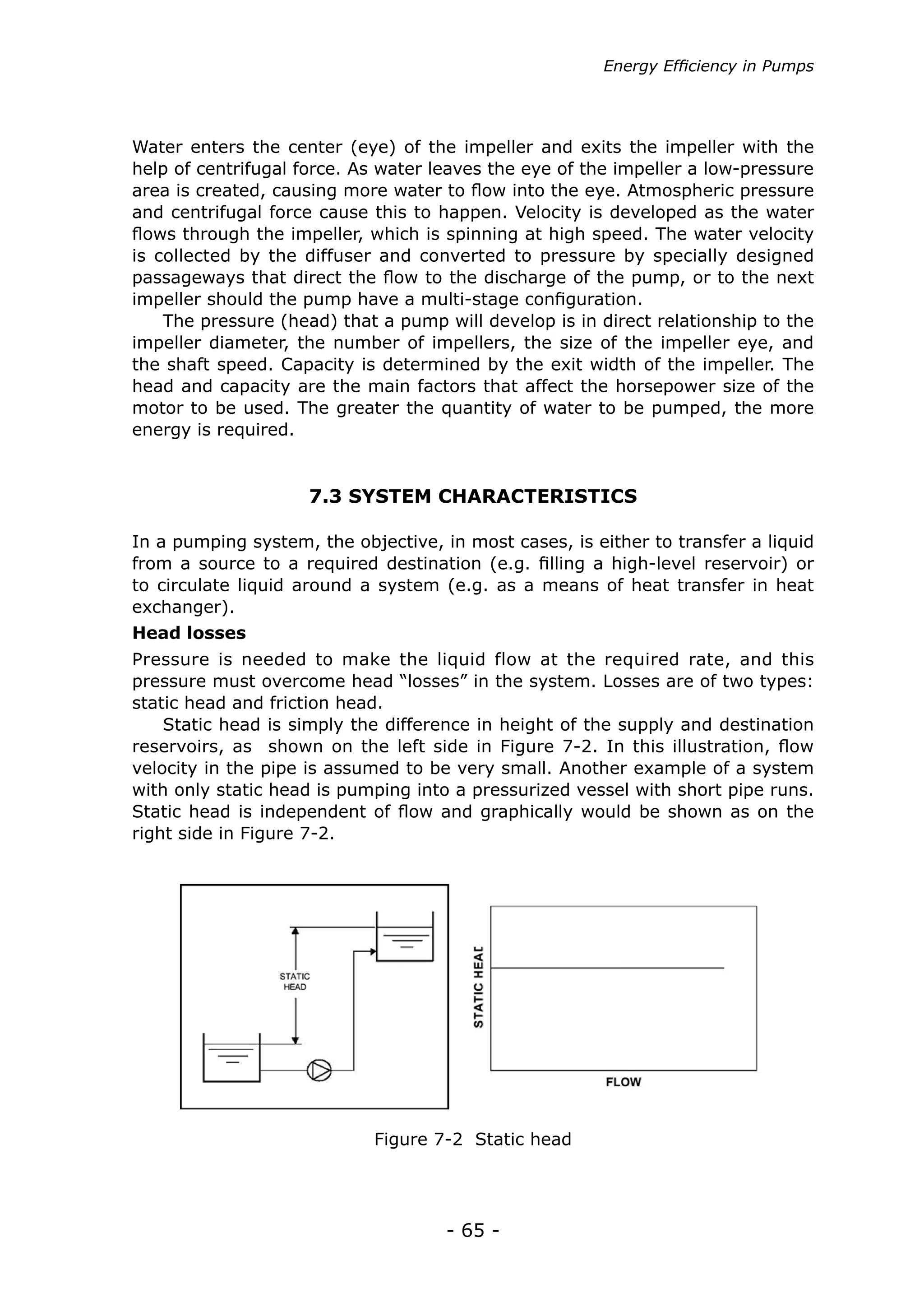
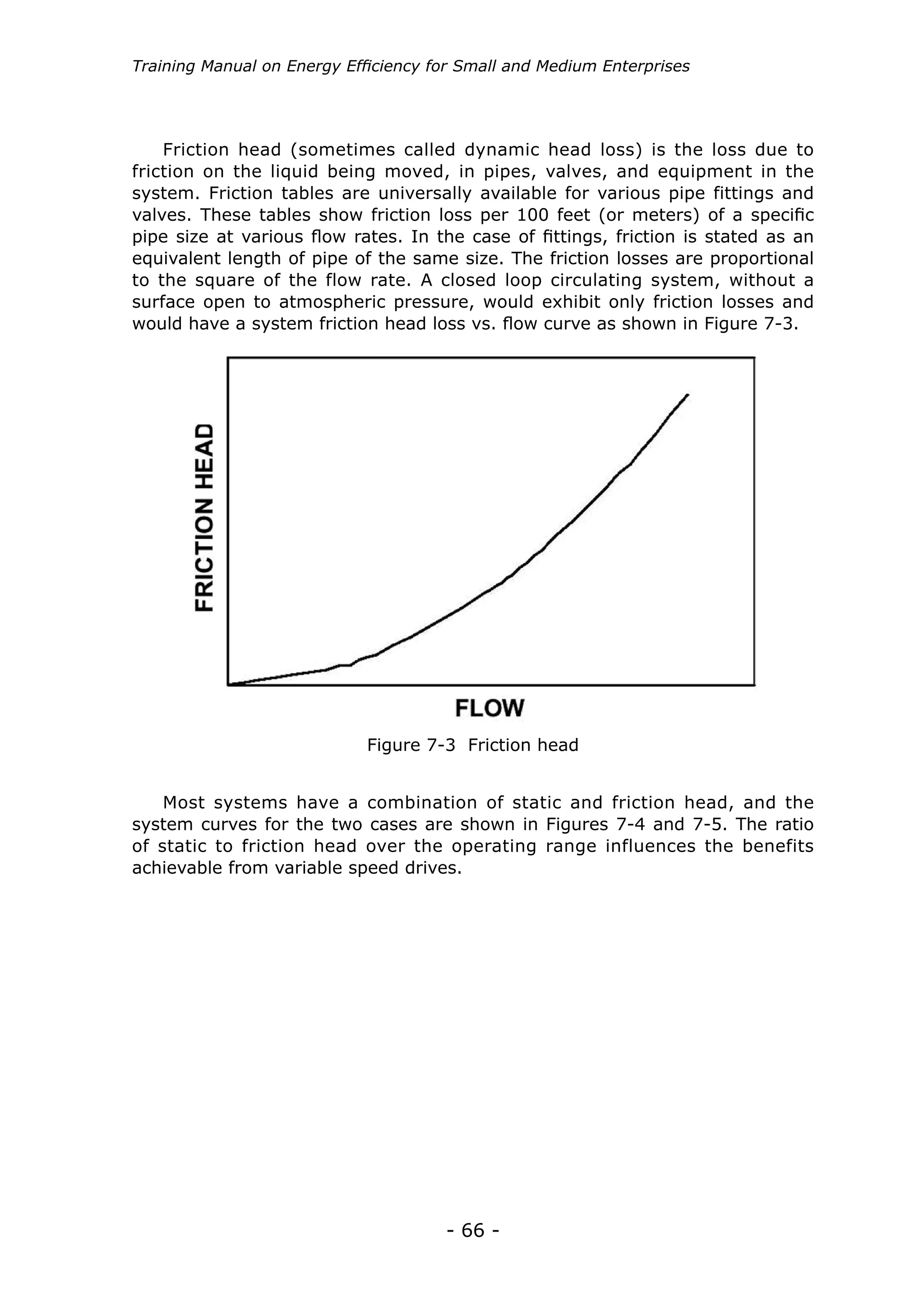
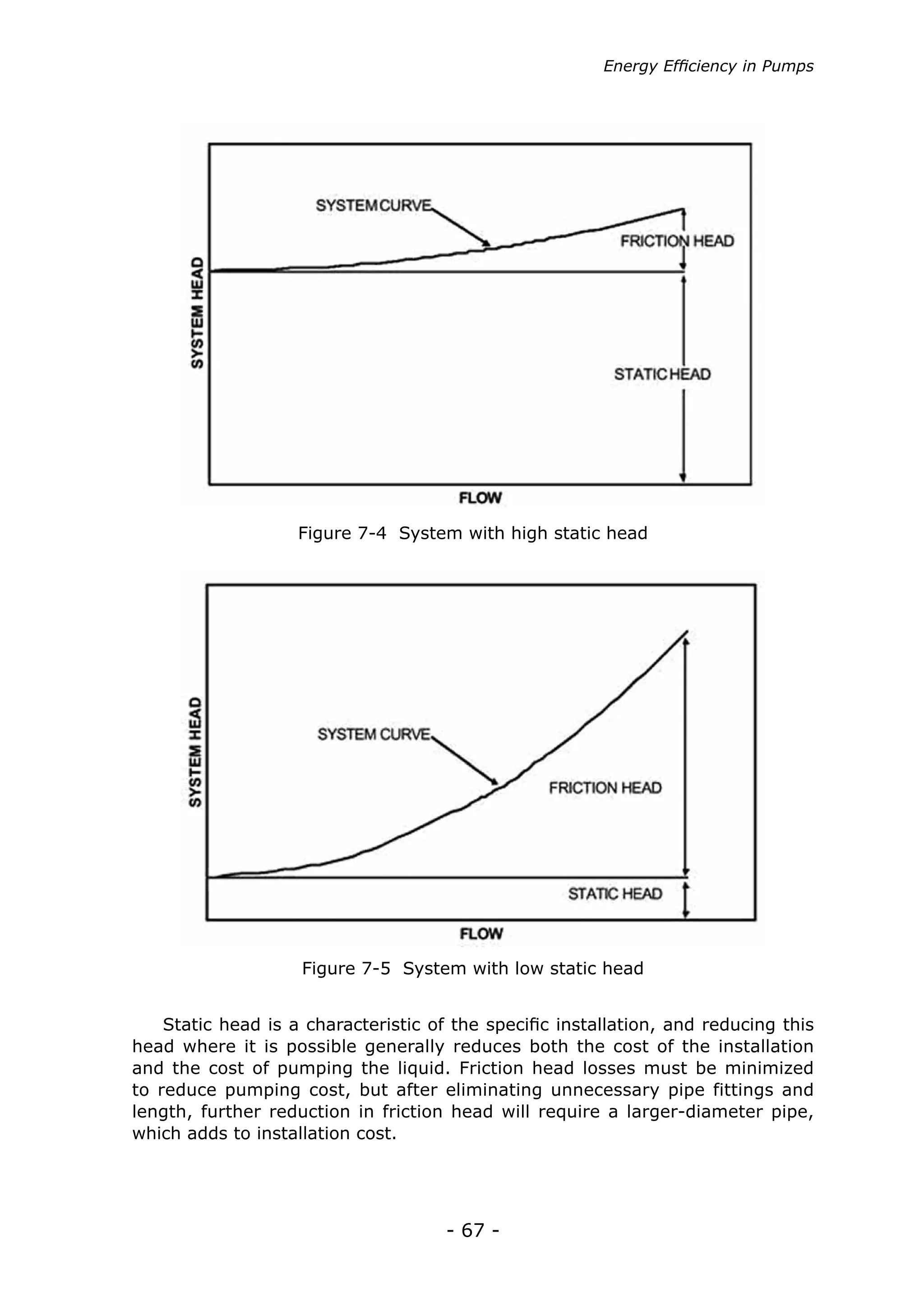
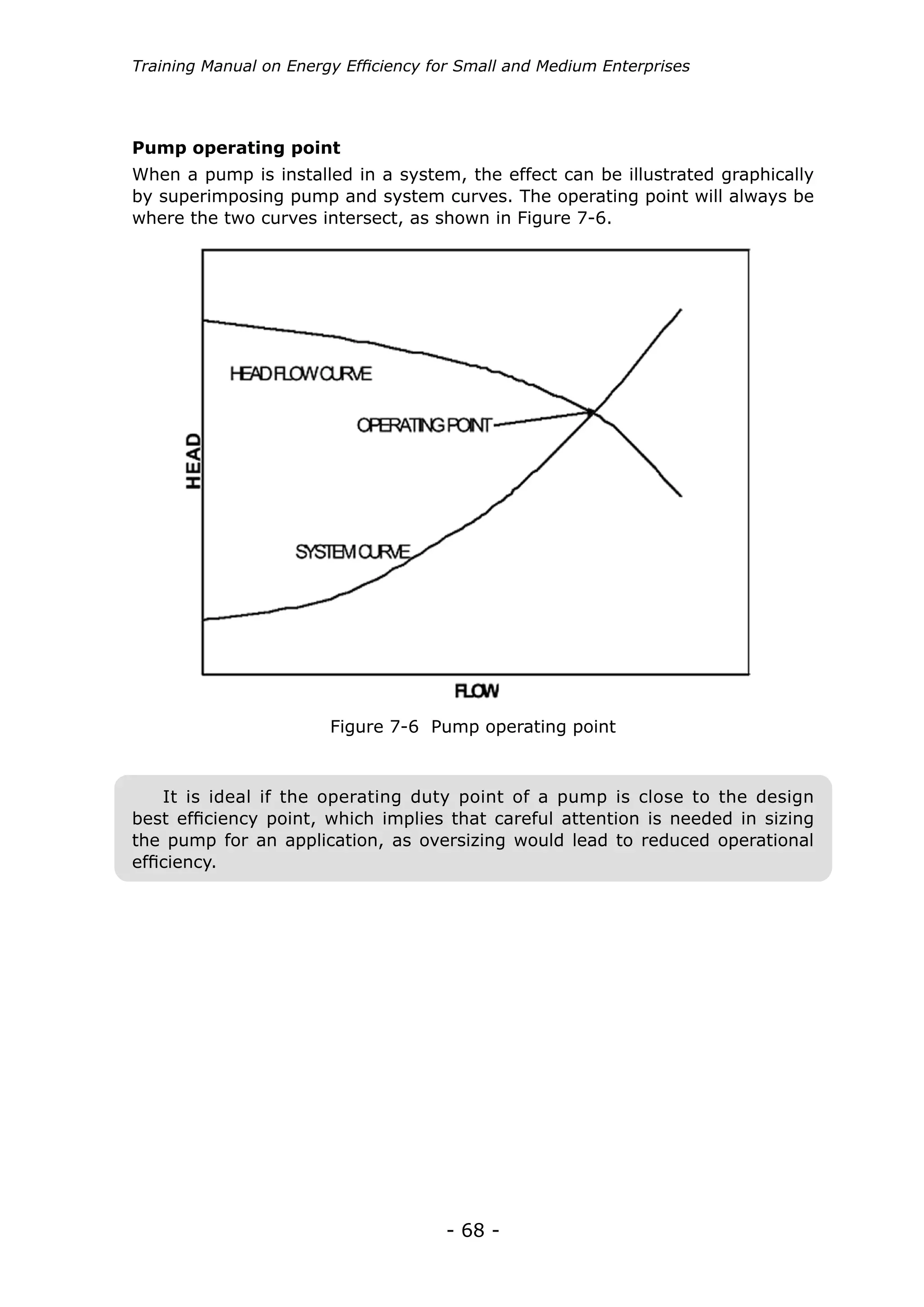
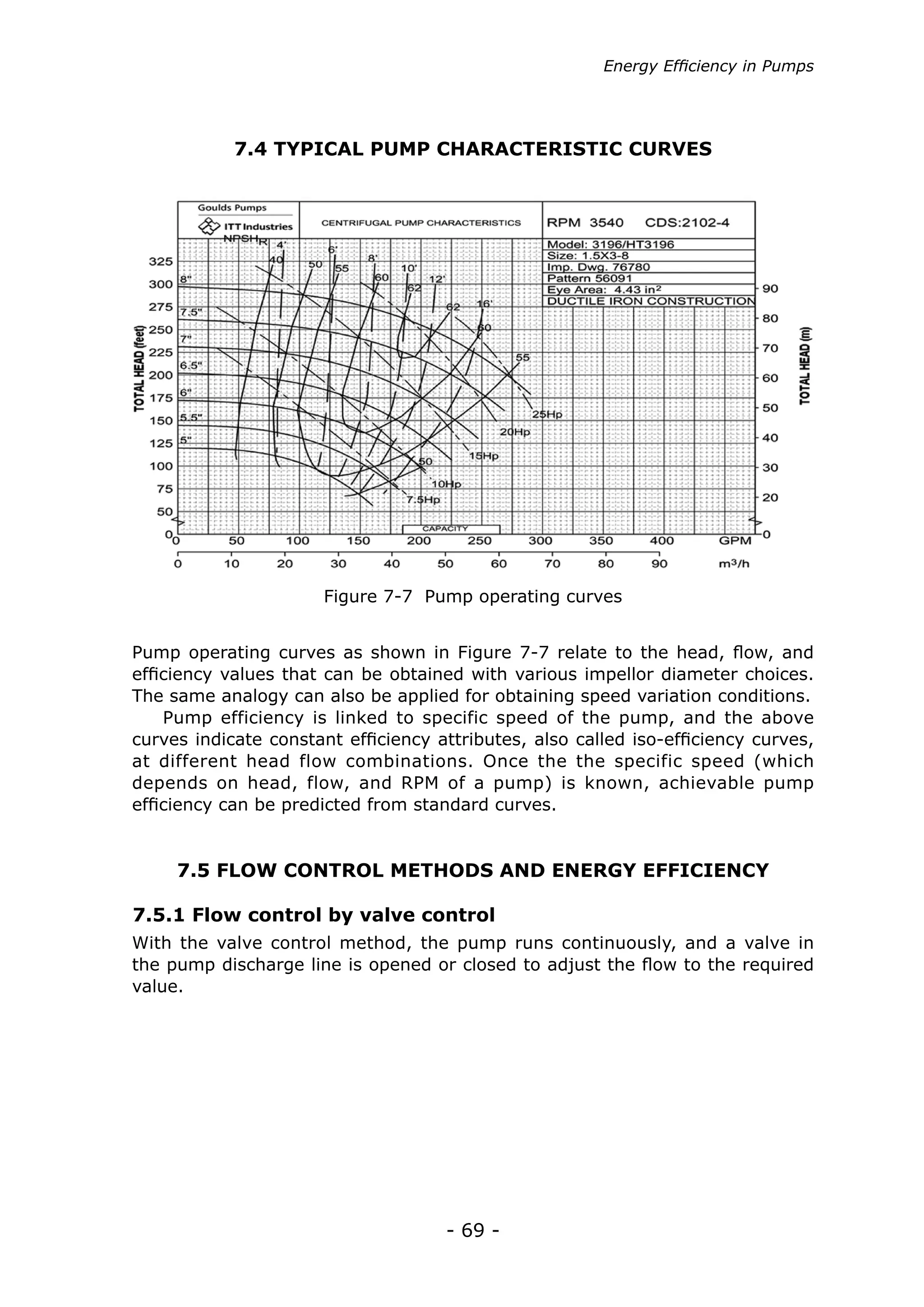
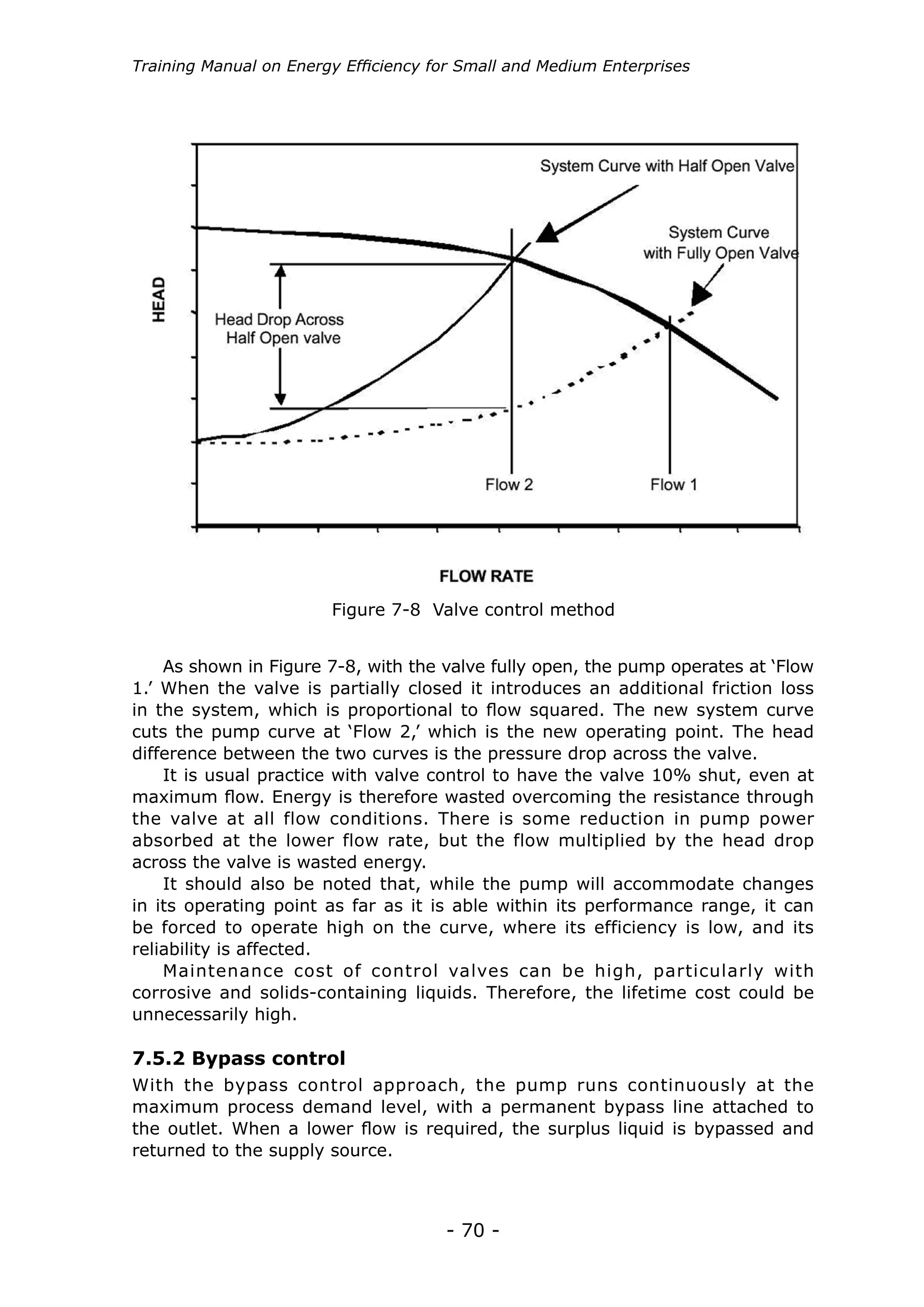
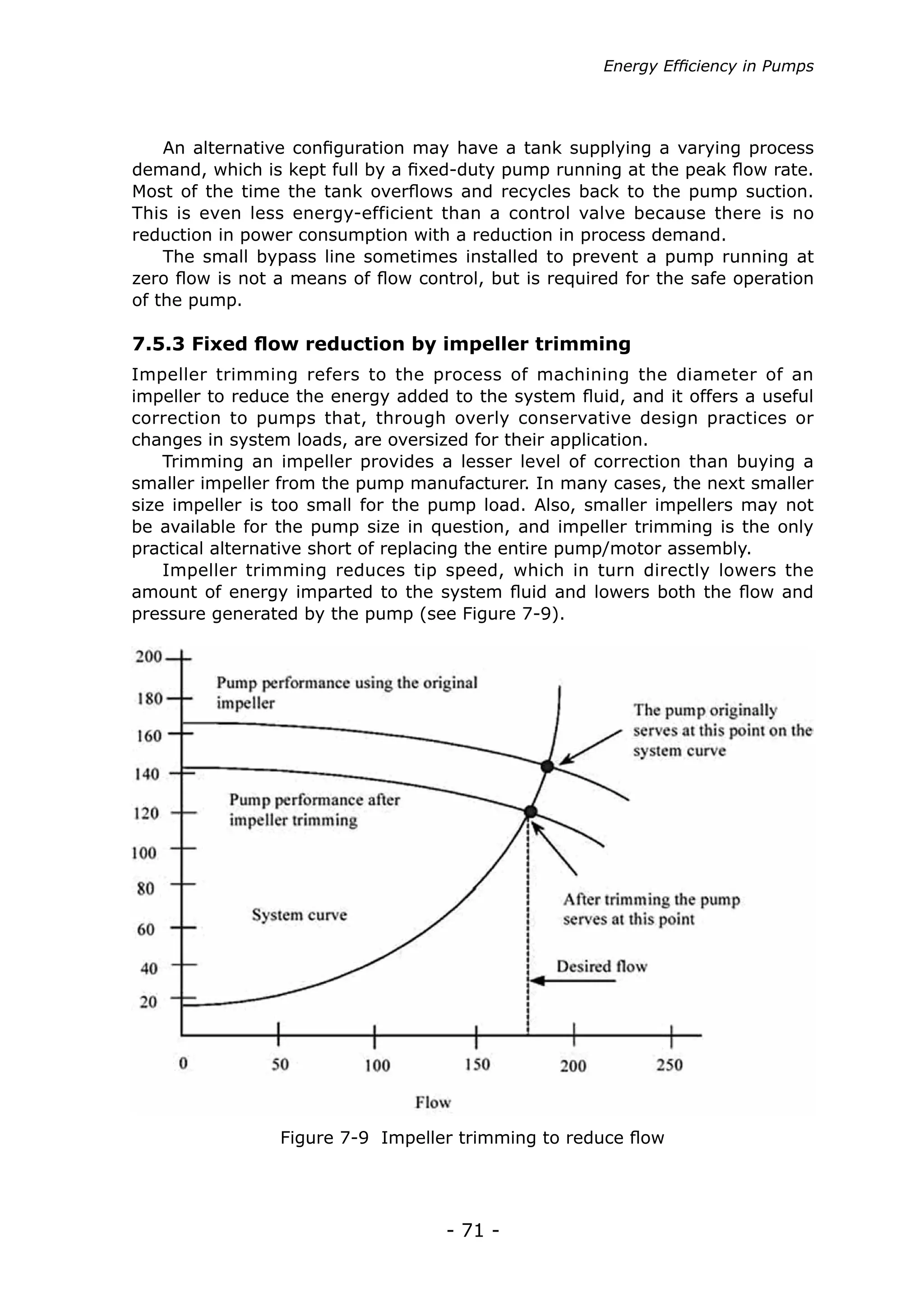
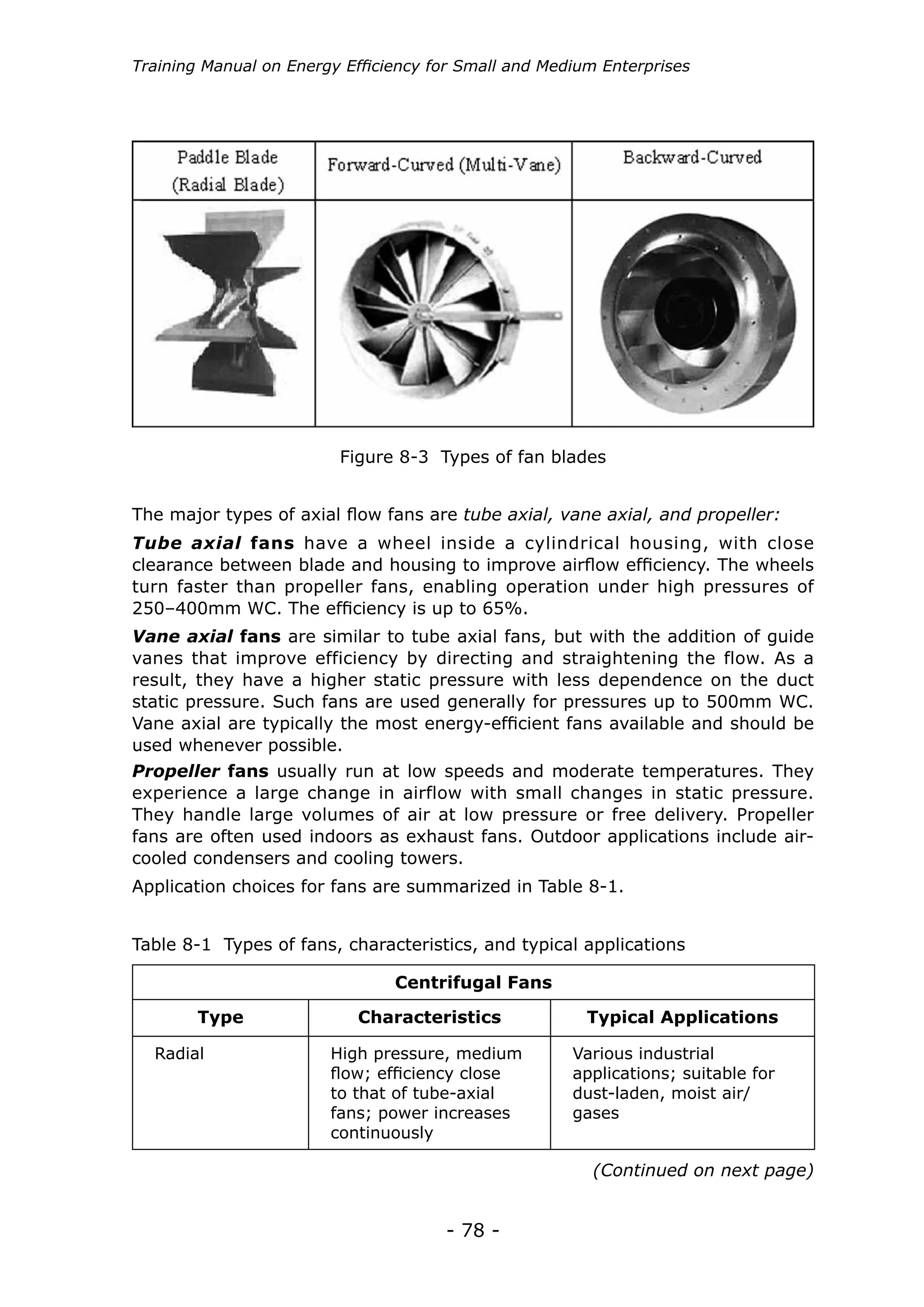
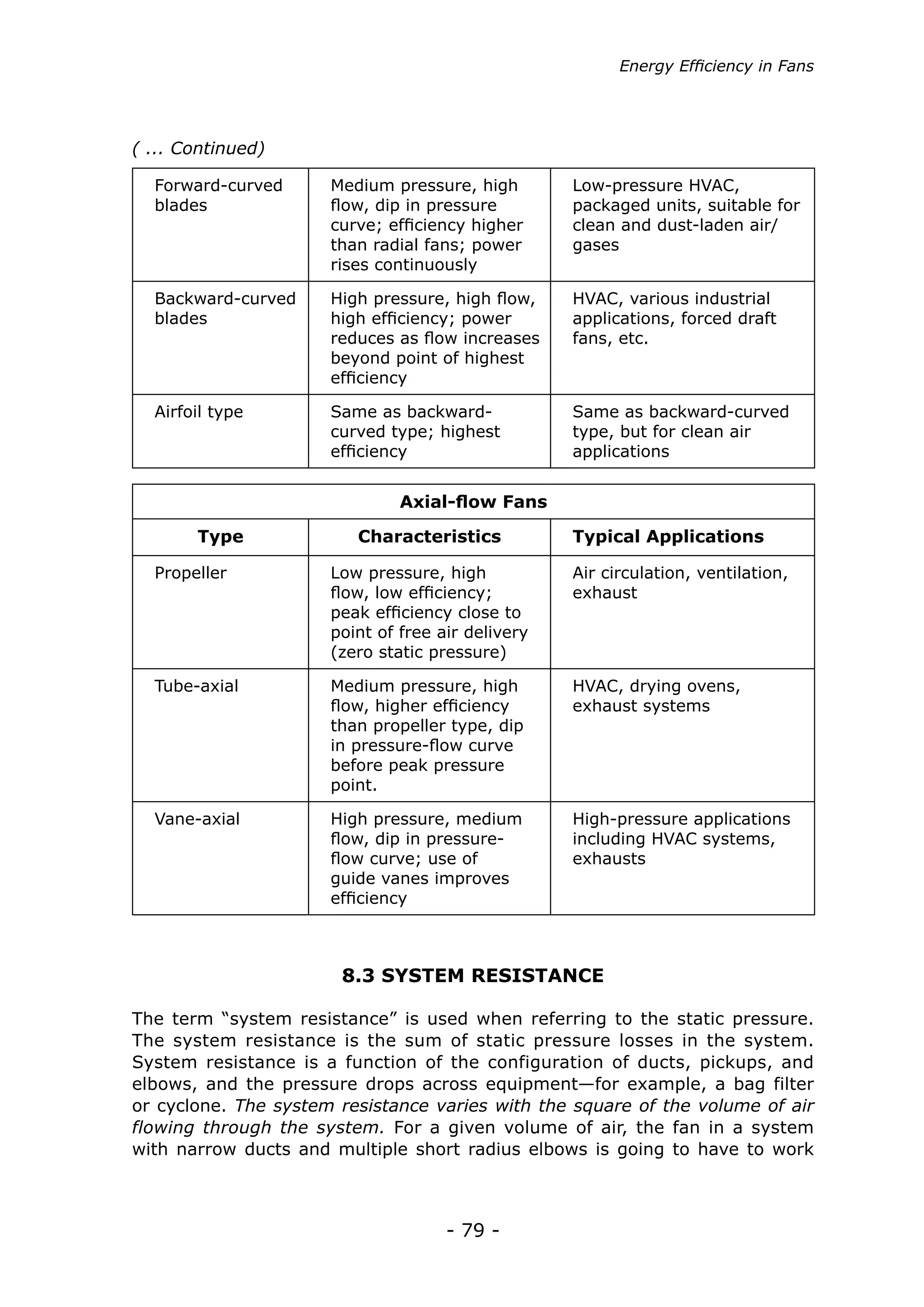
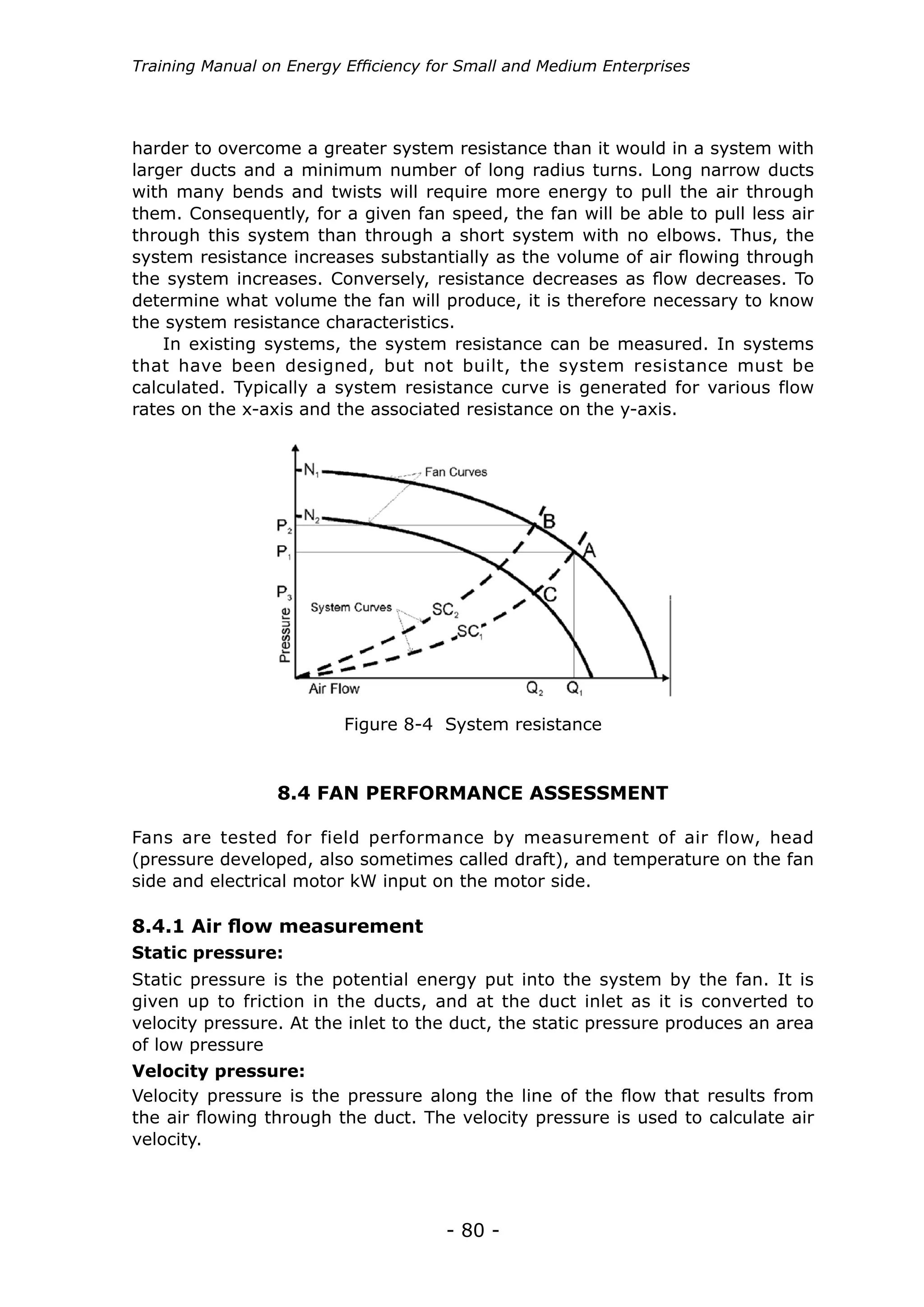
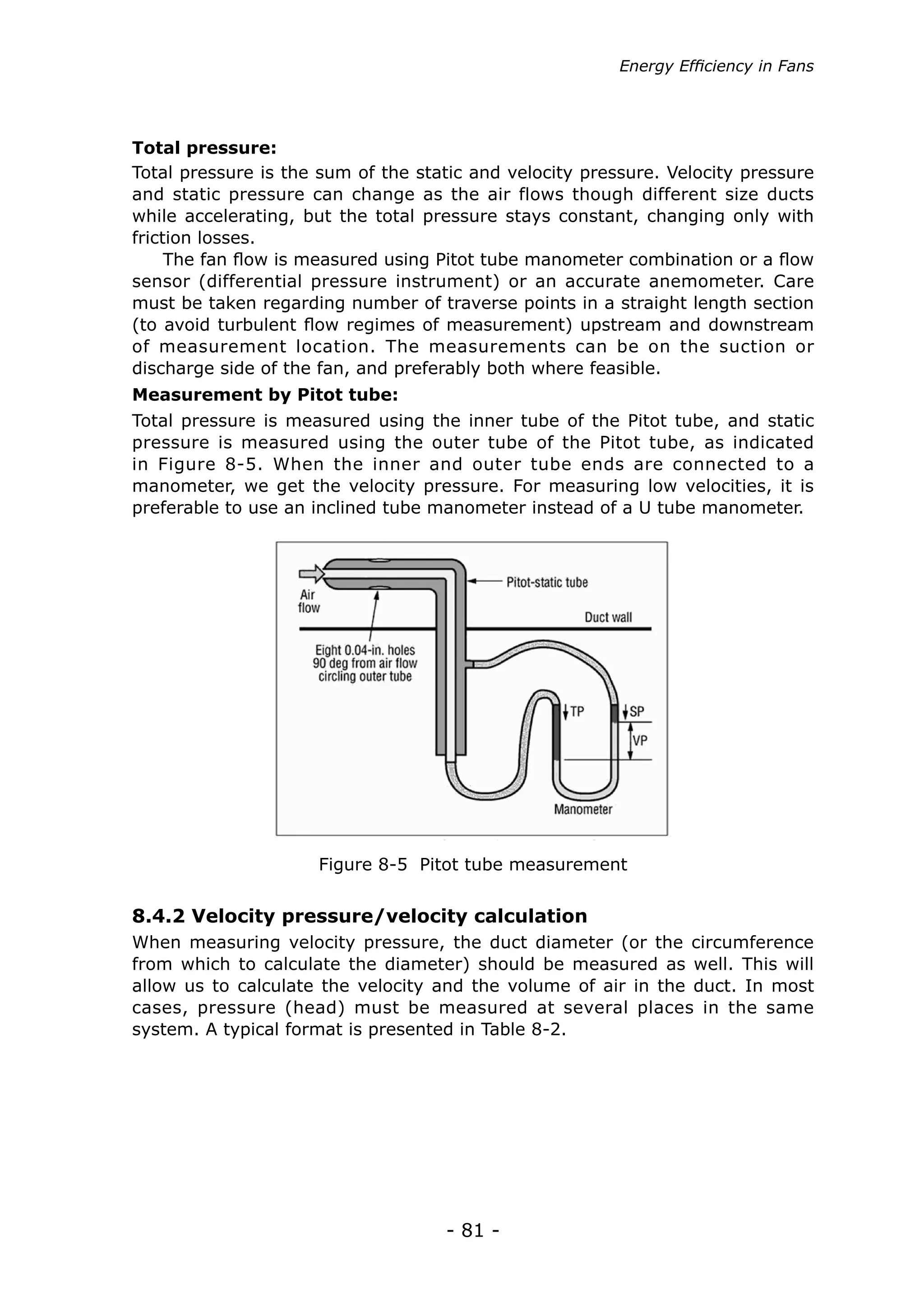
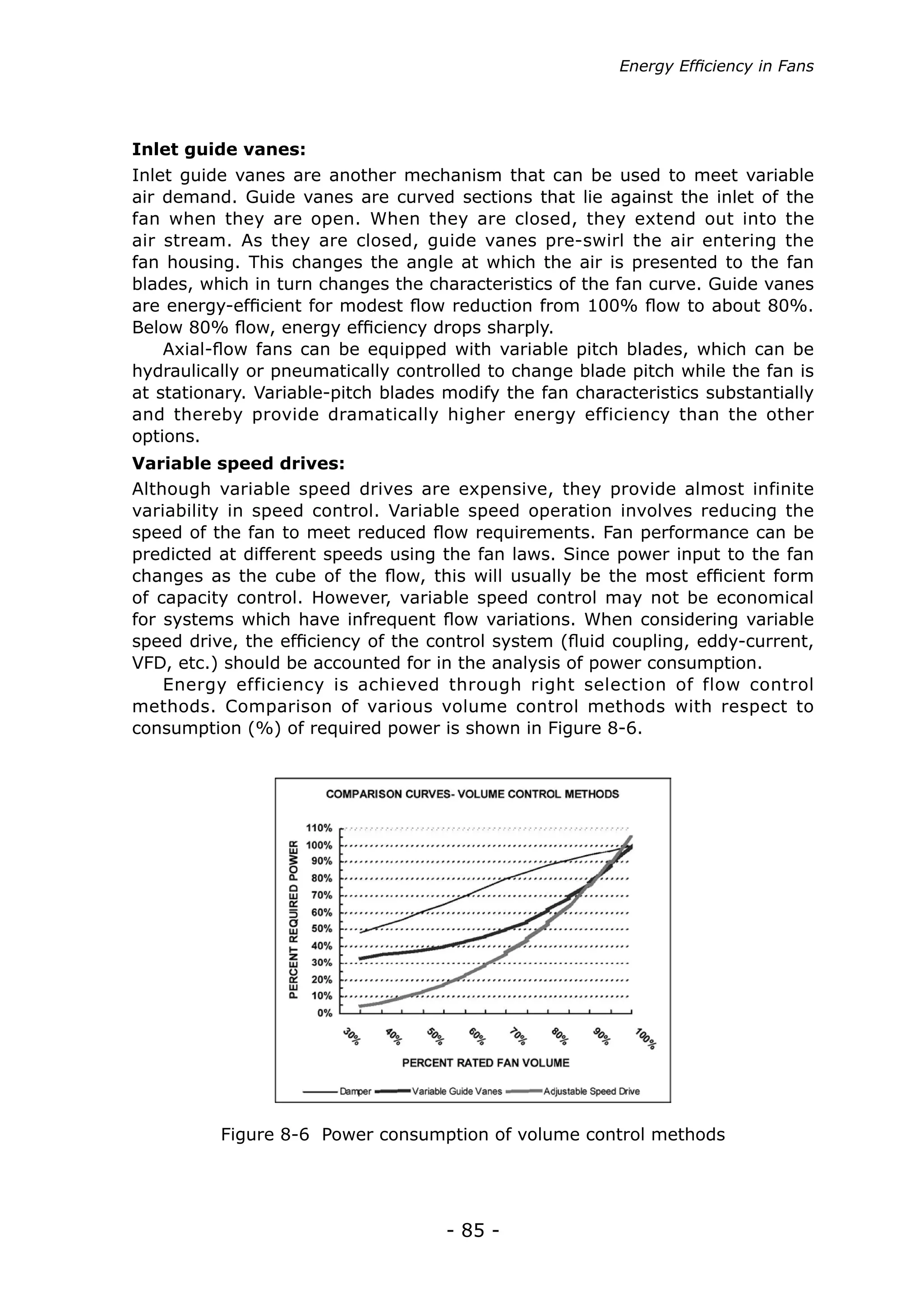
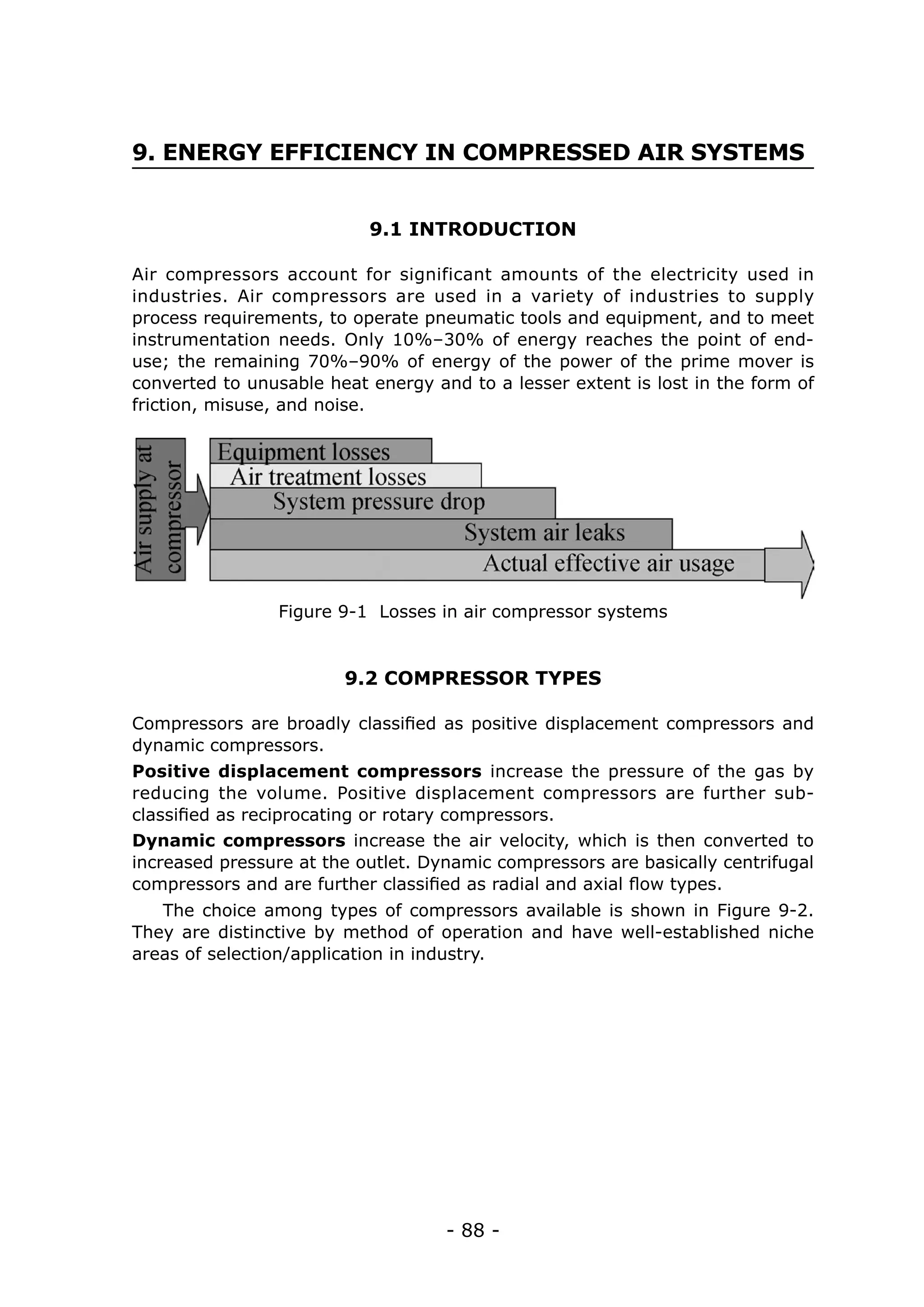
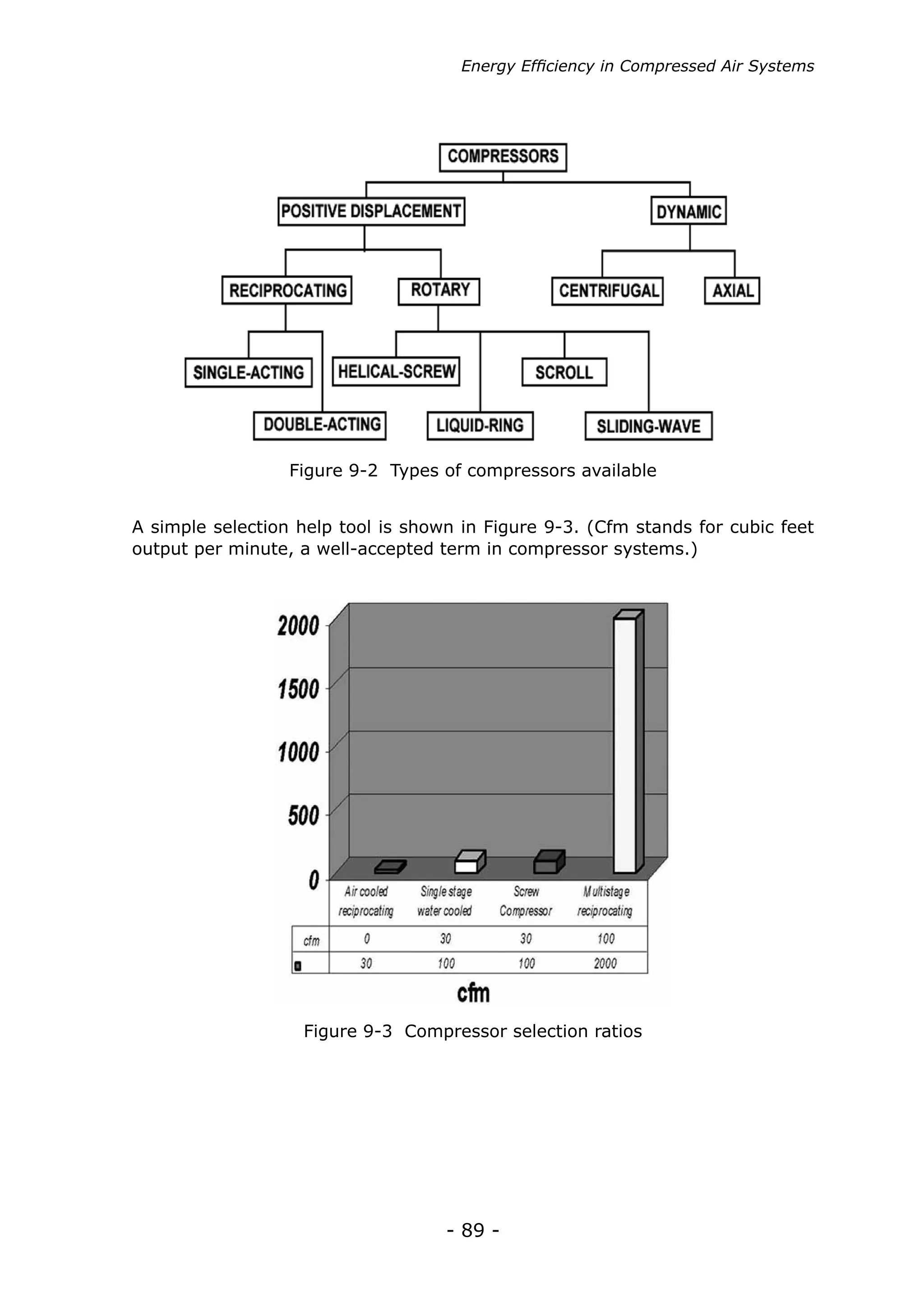
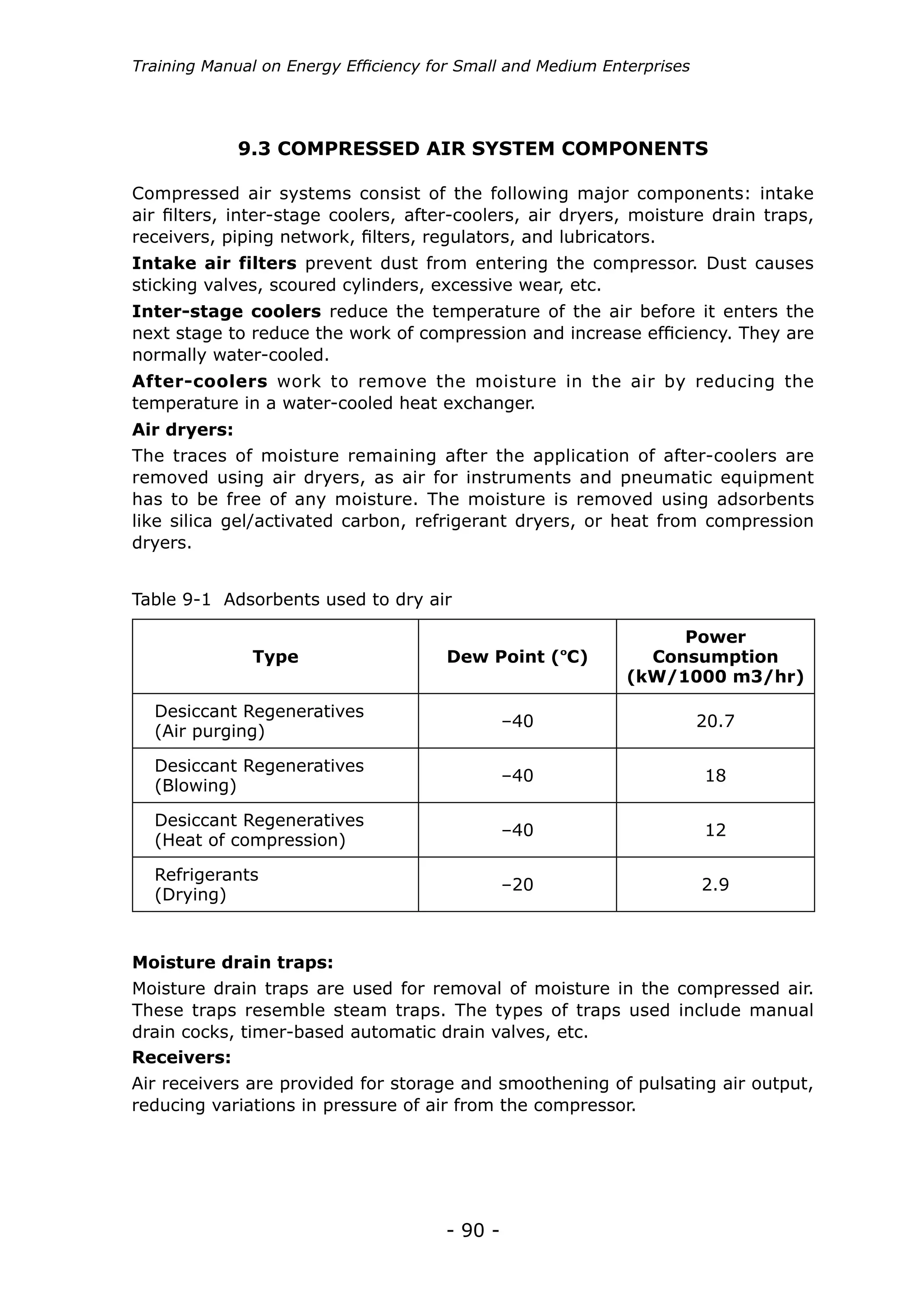
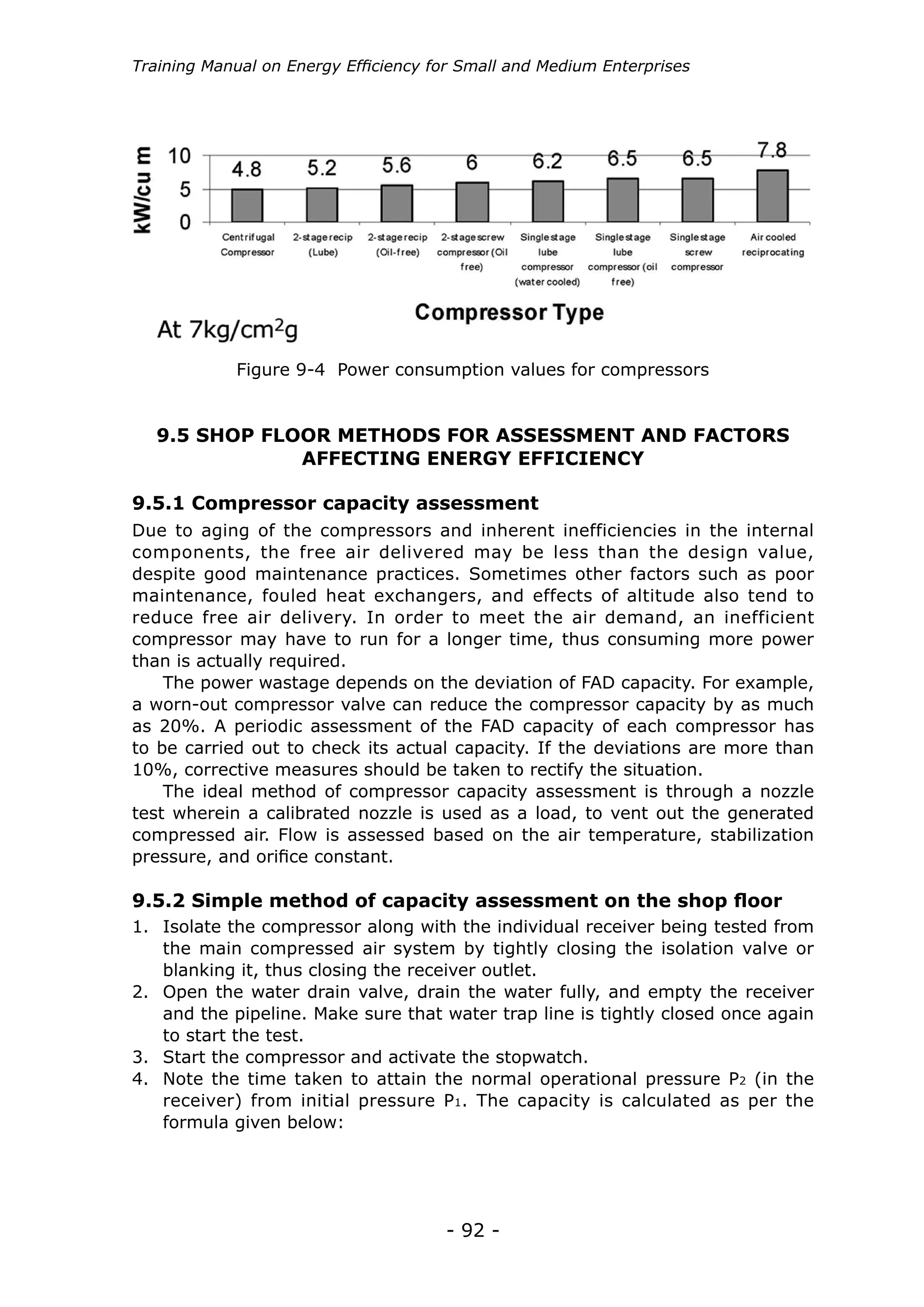
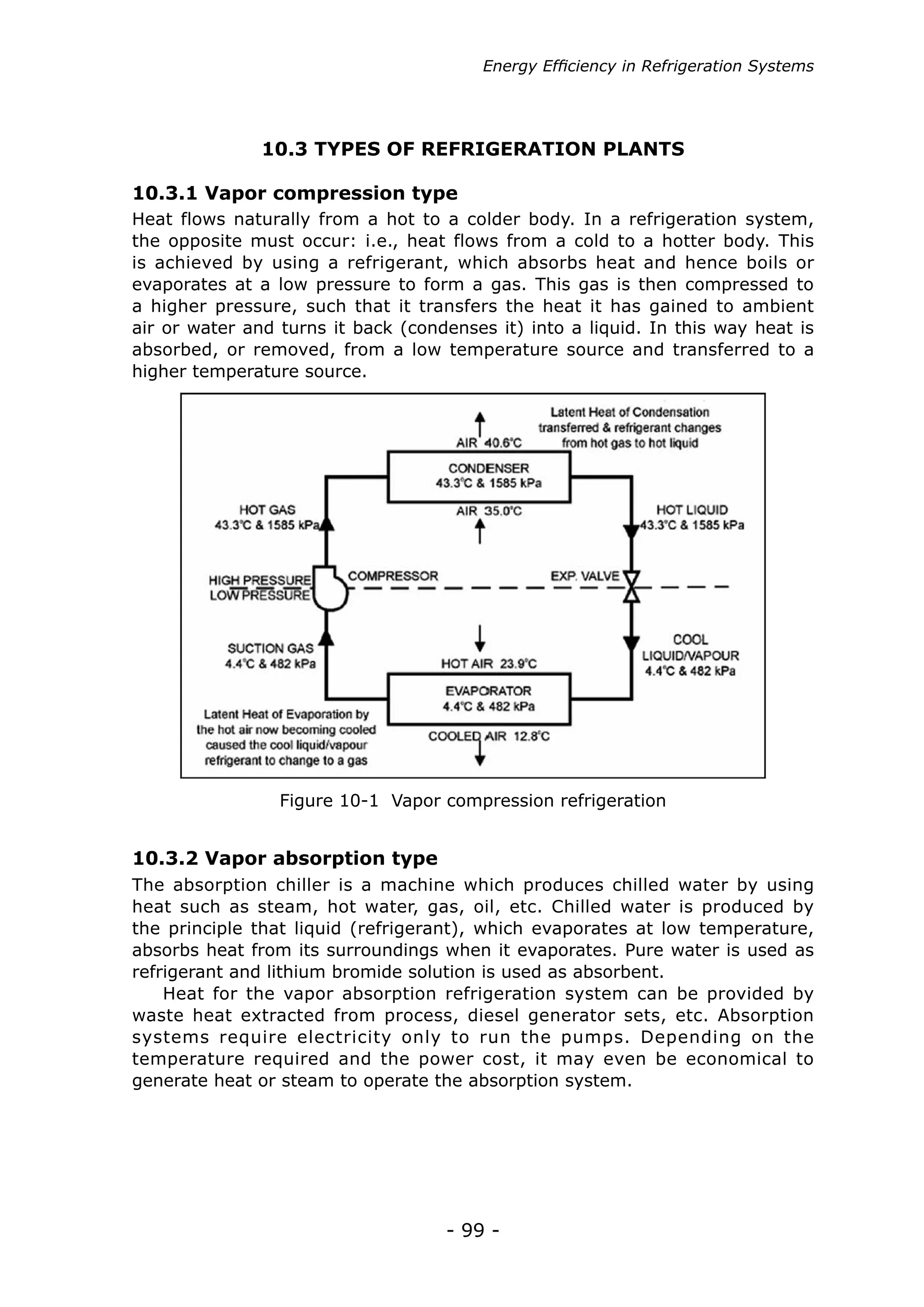
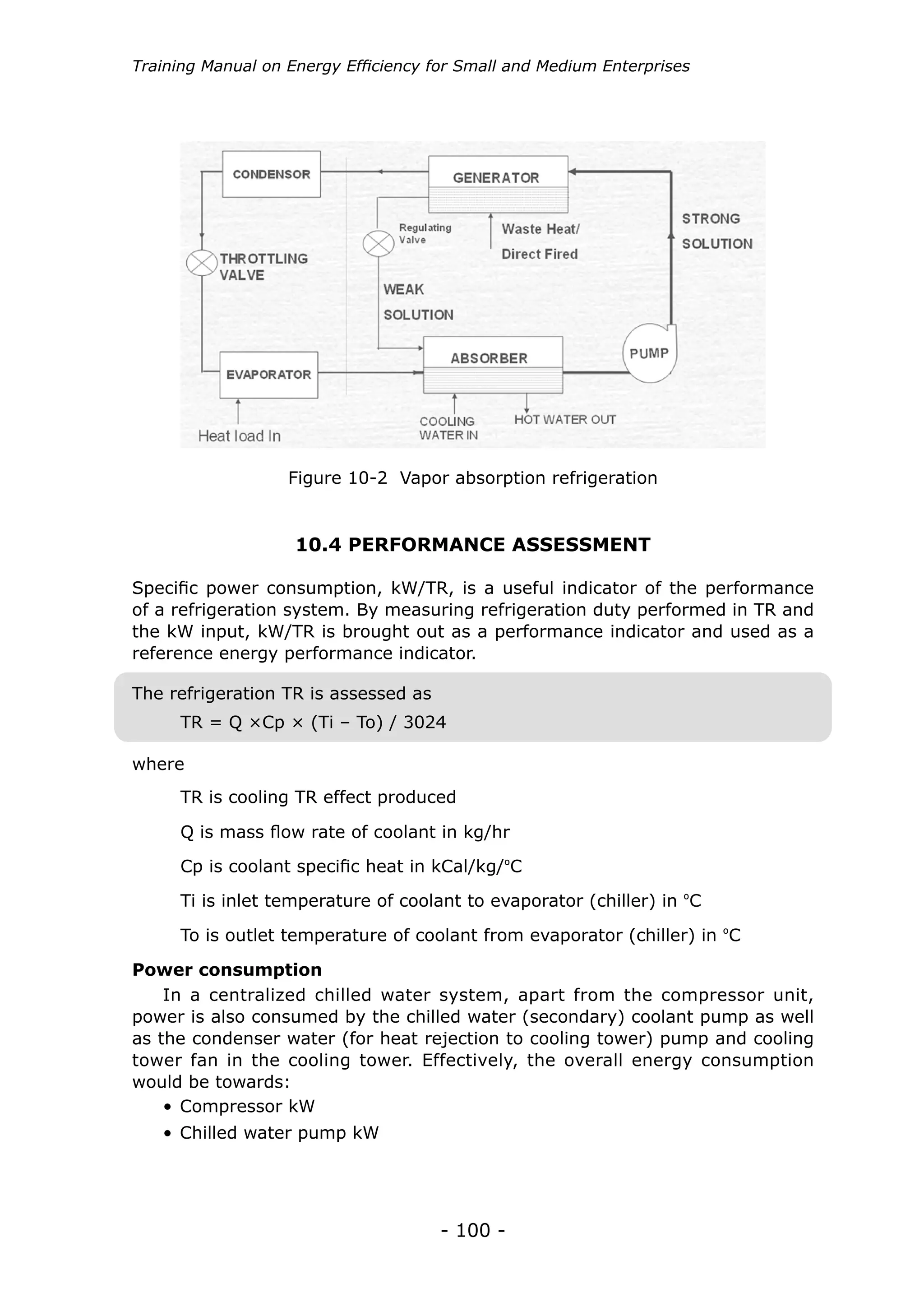
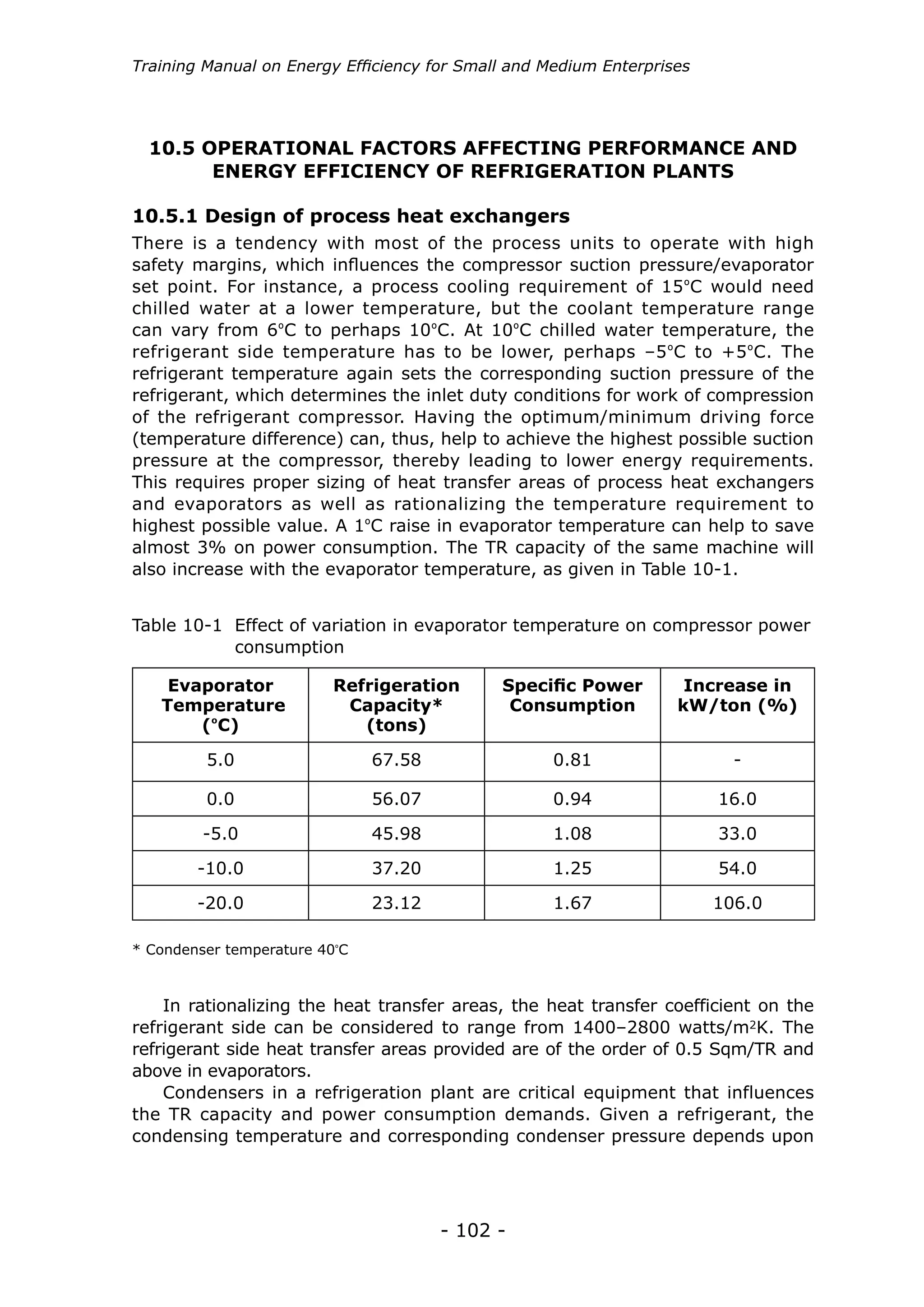
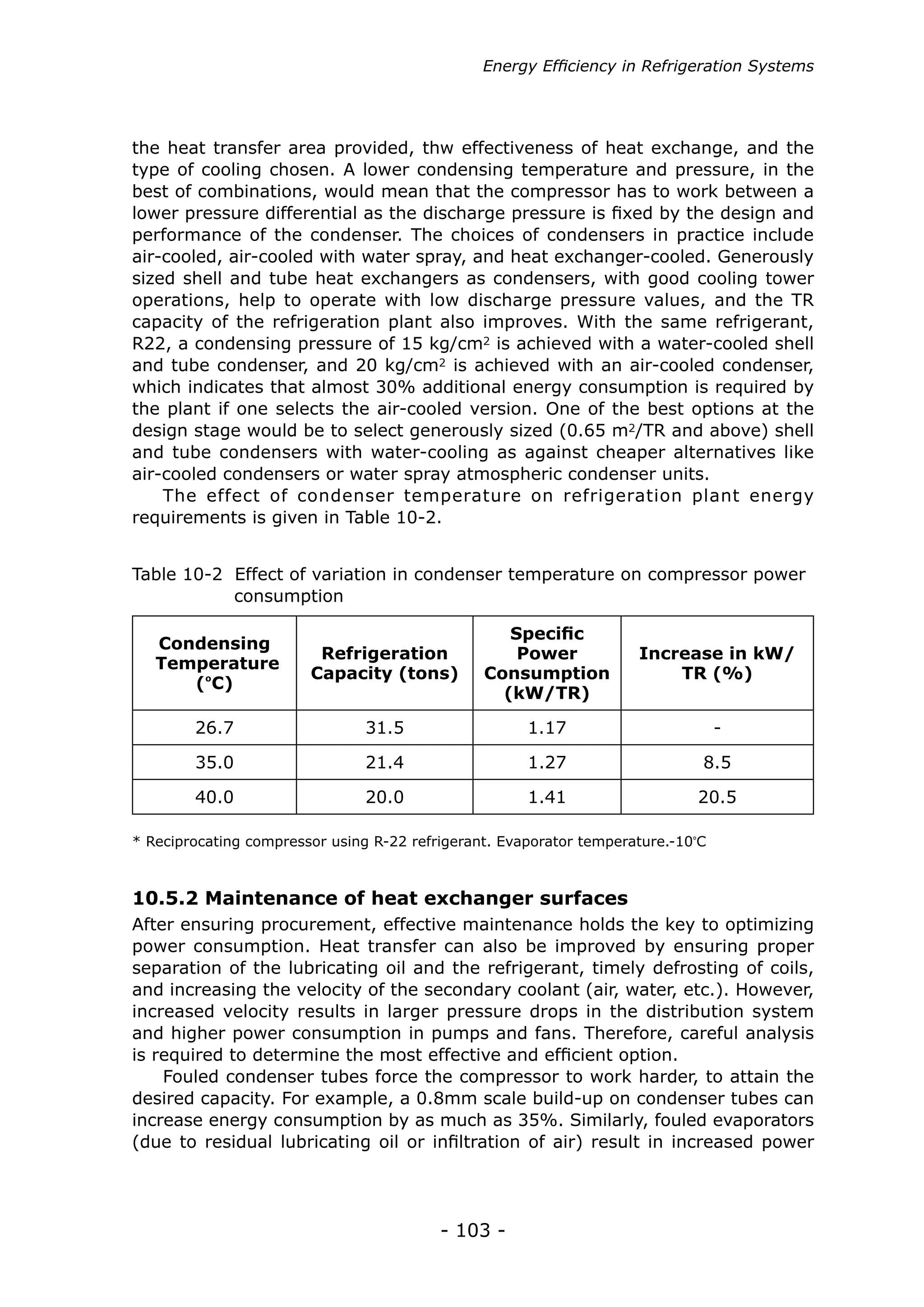
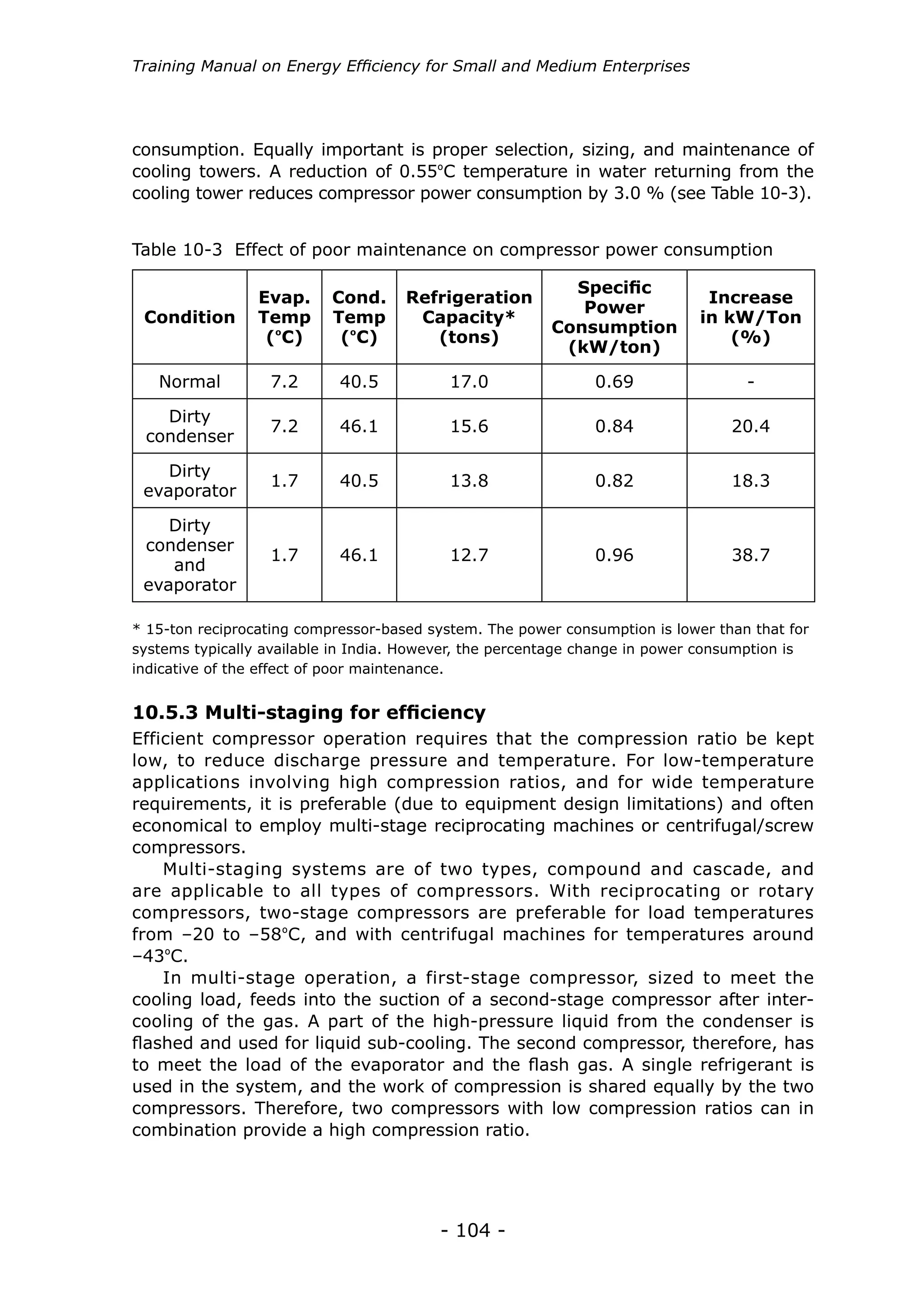
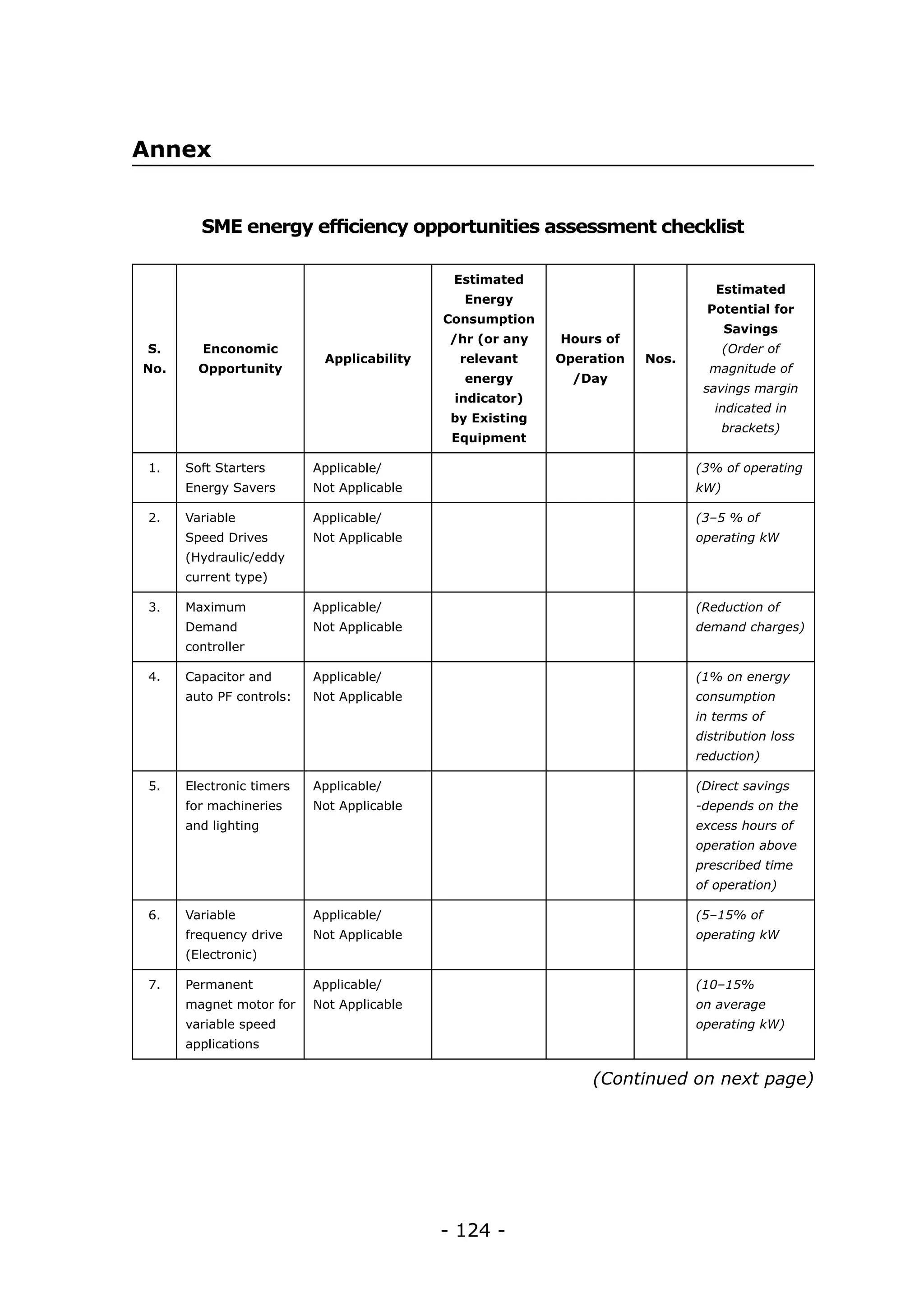
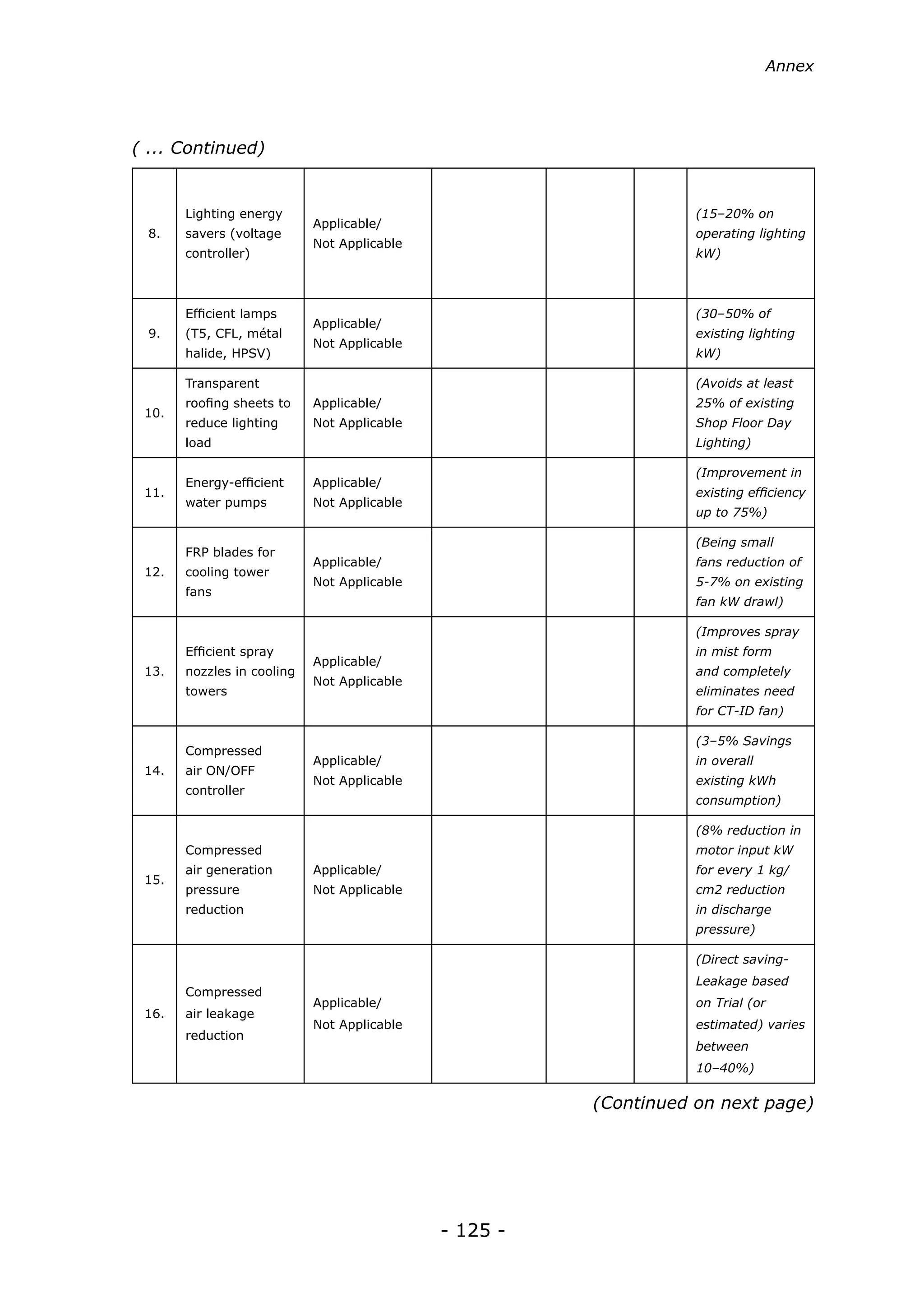
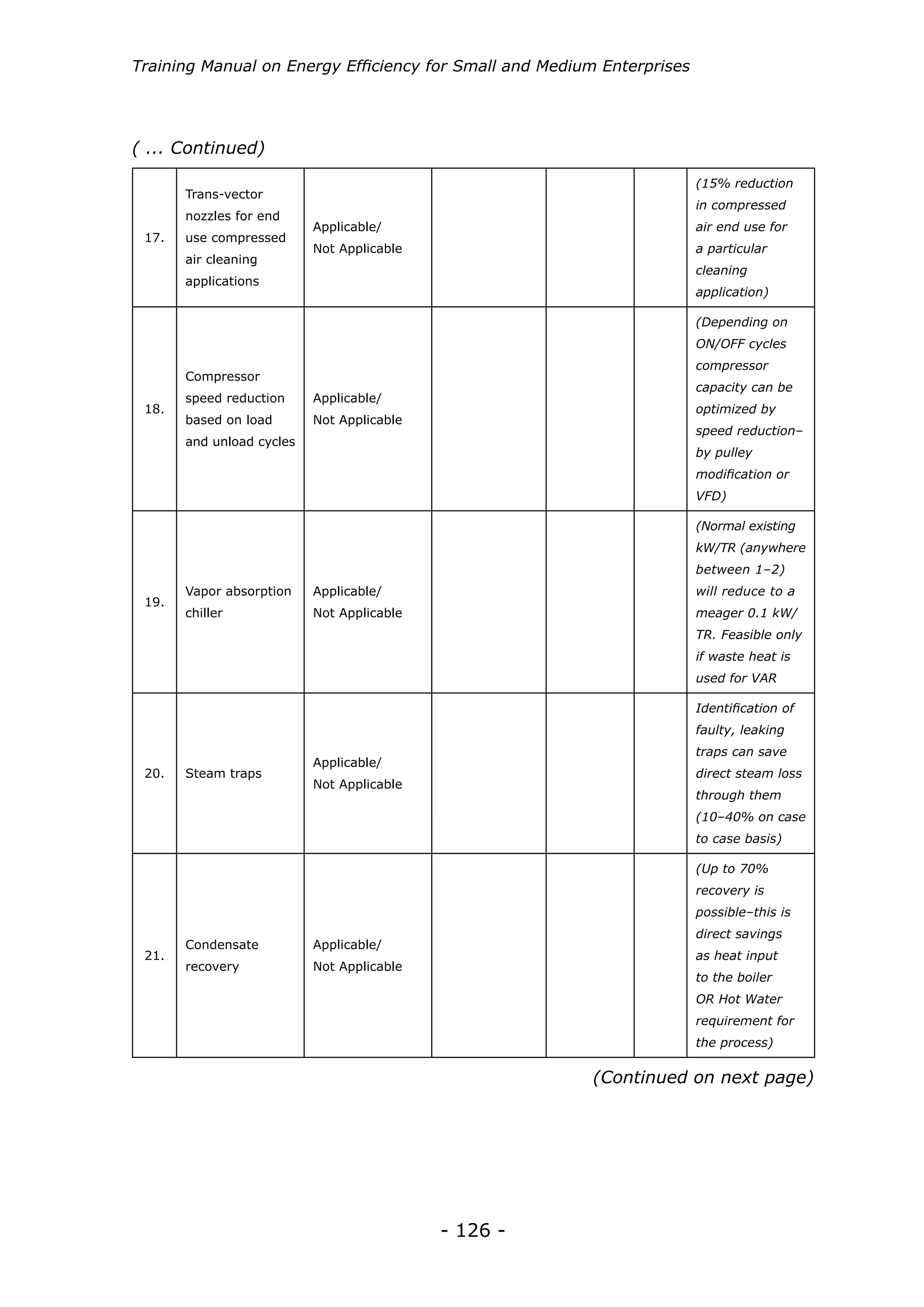
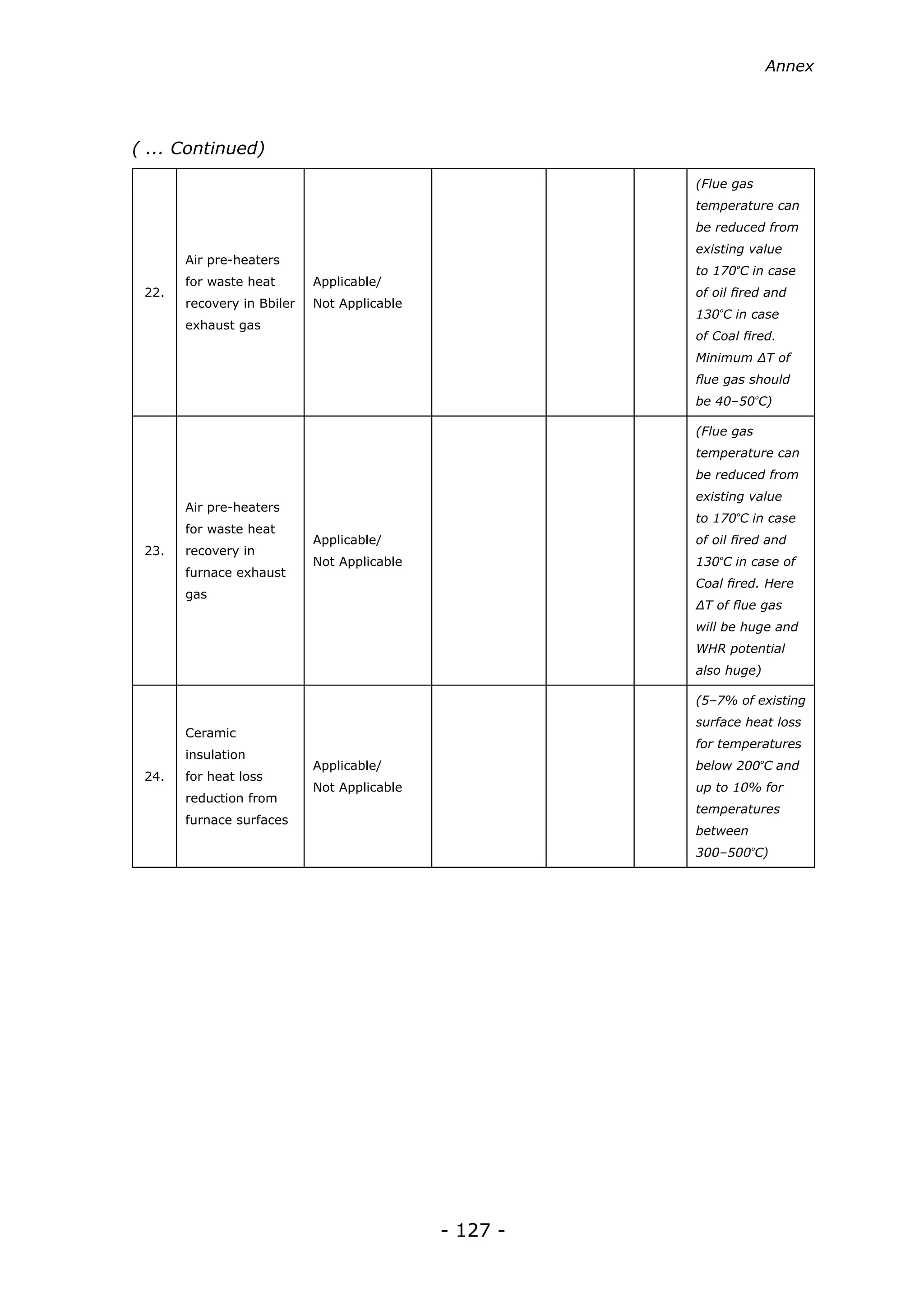
The document provides a training manual on energy efficiency opportunities for small and medium enterprises. It discusses various industrial energy systems including fuels and combustion, boilers, steam distribution, furnaces, electrical load management, motors, pumps, fans, compressed air, refrigeration, and green building concepts. The manual aims to help users identify and implement energy efficiency measures across key energy intensive systems commonly found in industrial facilities.