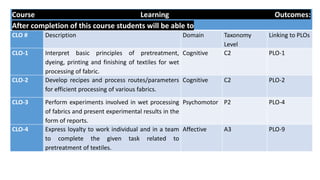
Course Learning Outcomes:
Aftercompletion of this course students will be able to
CLO # Description Domain Taxonomy
Level
Linking to PLOs
CLO-1 Interpret basic principles of pretreatment,
dyeing, printing and finishing of textiles for wet
processing of fabric.
Cognitive C2 PLO-1
CLO-2 Develop recipes and process routes/parameters
for efficient processing of various fabrics.
Cognitive C2 PLO-2
CLO-3 Perform experiments involved in wet processing
of fabrics and present experimental results in the
form of reports.
Psychomotor P2 PLO-4
CLO-4 Express loyalty to work individual and in a team
to complete the given task related to
pretreatment of textiles.
Affective A3 PLO-9
4.
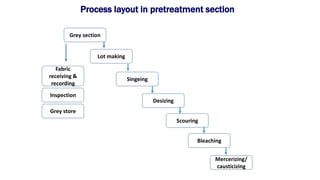
Process layout inpretreatment section
Grey section
Fabric
receiving &
recording
Inspection
Grey store
Lot making
Singeing
Bleaching
Scouring
Desizing
Mercerizing/
causticizing
5.
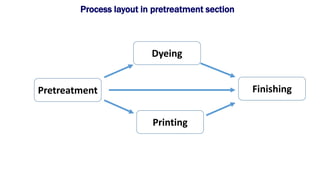
Process layout inpretreatment section
Pretreatment
Dyeing
Printing
Finishing
Shearing
• What isshearing
• Shearing is an operation consists of cutting the loose strands of fibers or loops from either
surface of a fabric with a sharp edged razoror scissors.
• Objectives of shearing process
• To remove projecting yarns and filaments from the surface of fabric
• To give clean and smooth appearence to the fabric.
• By manipulating shearing it is possible to cut designs into pile fabrics.
• Good cropping is perhaps, the simplest way of reducing the tendency of blended fabrics to
pill.
• Precautions
• In case of cotton fabrics, care should be taken to see that the shearing blades do not scratch
the surface of the fabric, which otherwise can cause dyeing defects during subsequent
dyeing.
8.
Shearing
• Types offabrics for shearing
• Shearing machine can process a wide range of knitted fabrics but not in
tubular form.
• Shearing the pile of a raised fabric: used to shorten and equalise the height of
a raised fabric.
• Cutting the yarn of a terry towel or of a knitted velour: a knitted fabric made
with a terry machine, will have loops on its surface, if we cut the loops, a very
nice effect of velvet will be the result.
• Pattern shearing: if we replace the cutting stand with a roller that bears a
pattern design, only those parts of the fabric that correspond to the pattern
will be sheared.
• Other application cover the fields of cleaning a surface, like example in grey
fabrics before printing or in worsted fabrics, to remove any hairiness.
9.
Shearing
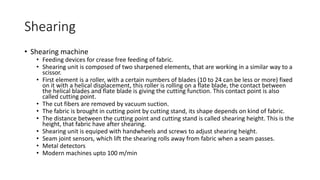
• Shearing machine
•Feeding devices for crease free feeding of fabric.
• Shearing unit is composed of two sharpened elements, that are working in a similar way to a
scissor.
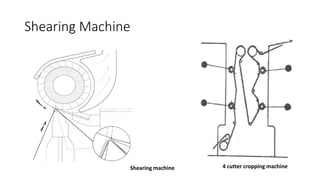
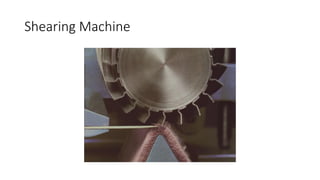
• First element is a roller, with a certain numbers of blades (10 to 24 can be less or more) fixed
on it with a helical displacement, this roller is rolling on a flate blade, the contact between
the helical blades and flate blade is giving the cutting function. This contact point is also
called cutting point.
• The cut fibers are removed by vacuum suction.
• The fabric is brought in cutting point by cutting stand, its shape depends on kind of fabric.
• The distance between the cutting point and cutting stand is called shearing height. This is the
height, that fabric have after shearing.
• Shearing unit is equiped with handwheels and screws to adjust shearing height.
• Seam joint sensors, which lift the shearing rolls away from fabric when a seam passes.
• Metal detectors
• Modern machines upto 100 m/min
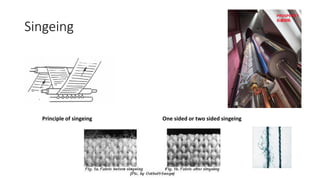
Singeing
• What issingeing ?
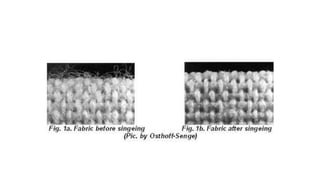
• Singeing is defined as process carried out for the purpose of removing the loose
hairy fibers from the surface of the cloth.
• Objectives of singeing
• To remove projecting or protruding fibers by burning
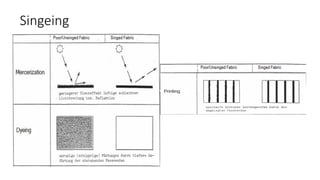
• Surface structure becomes better visible
• More even appearence after dyeing
• Sharper contoures in textile printing
• Less trouble in dyeing and printing due to fluffing
• Reduced soiling in sebsequent processing steps
• Reduction of pilling
• Better brightness
Singeing
• There aretwo methods for singeing
• Direct method
• Indirect method
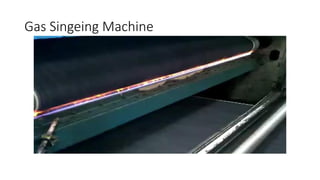
• Direct method
• Gas singeing (1200-1300 C, 80-100 m/min, one sided/two sided)
• Indirect method
• Heated ceramic, IR-radiations (50-200 m/min, gentle)
• Contact singeing: heated plates or rotary-cylinder (750 C, 70-80 m/min)
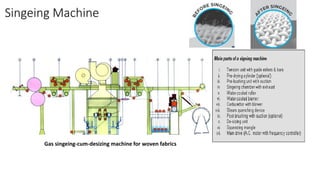
17.
Plate Singeing Machine
•In this type of singeing machine, the cloth passes over and in contact
with one or two heated curved copper plates.
• The thickness of the plates ranges from 1 to 2 inches.
• The heating of the plates is done by a suitable burning arrangement
of gas mixed with air.
• The plates are heated to bright redness and the cloth passes over and
in contact with these plates at a speed ranging from 150 to 250 yards
per minute.
18.
• The passageof the cloth can be arranged in such a
manner that one or both sides of the fabric may pass over
and in contact with the heated plate(s), in order to
accomplish singeing of one or both sides of the fabric in a
single passage.
Disadvantages
• Uneven singeing due to local cooling of hot metal surface
• Groove formation on the plate surface
Remedies
• In order to avoid local cooling of a certain part of the
plate(s) by constant passage of cloth over it, an automatic
traversing mechanism is fitted to the machine.
• This mechanism brings the cloth into contact with a
constantly changing part of the plate(s), not only to avoid
local cooling but also local wearing of the plate(s).
19.
Rotary-Cylinder Singeing Machine
•In this type of singeing machine, the cloth passes over and in contact
with a heated rotary cylinder made of copper or cast iron. The rotary
cylinder has internal firing and revolves slowly so that constantly a
fresh surface of the roller comes in contact with the cloth. The
direction of rotation of the cylinder is opposite to the direction of the
fabric so that the protruding fibres of the fabric are raised.
• This type of machine is particularly suitable for the singeing of velvets
and other pile fabrics
20.
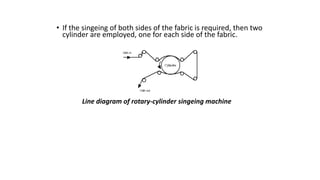
• If thesingeing of both sides of the fabric is required, then two
cylinder are employed, one for each side of the fabric.
Line diagram of rotary-cylinder singeing machine
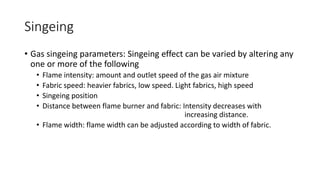
Singeing
• Gas singeingparameters: Singeing effect can be varied by altering any
one or more of the following
• Flame intensity: amount and outlet speed of the gas air mixture
• Fabric speed: heavier fabrics, low speed. Light fabrics, high speed
• Singeing position
• Distance between flame burner and fabric: Intensity decreases with
increasing distance.
• Flame width: flame width can be adjusted according to width of fabric.
27.
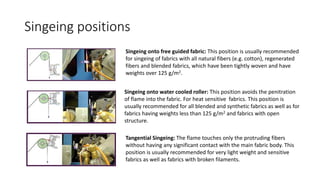
Singeing positions
Singeing ontofree guided fabric: This position is usually recommended
for singeing of fabrics with all natural fibers (e.g. cotton), regenerated
fibers and blended fabrics, which have been tightly woven and have
weights over 125 g/m2.
Singeing onto water cooled roller: This position avoids the penitration
of flame into the fabric. For heat sensitive fabrics. This position is
usually recommended for all blended and synthetic fabrics as well as for
fabrics having weights less than 125 g/m2 and fabrics with open
structure.
Tangential Singeing: The flame touches only the protruding fibers
without having any significant contact with the main fabric body. This
position is usually recommended for very light weight and sensitive
fabrics as well as fabrics with broken filaments.
28.
Singeing faults
• Incompletesingeing
• Variation in singeing intensity
• Over singeing/heating
• Bead formation in synthetics
29.
Singeing Effectiveness
• Oversinged fabric may give a harsher feel.
• By performing pilling test of singed fabric, and comparing it with
unsinged fabric.
• By looking at the singed fabric with magnifying glass, and comparing
its hairiness with unsinged fabric.
• By sticking tape, a good singed fabric results in less number of fibers
sticking on the tape.
Sizing
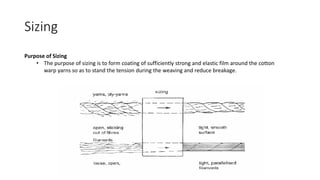
Purpose of Sizing
•The purpose of sizing is to form coating of sufficiently strong and elastic film around the cotton
warp yarns so as to stand the tension during the weaving and reduce breakage.
32.
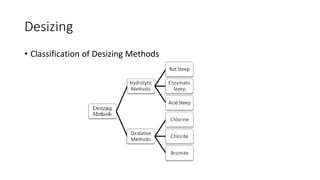
Desizing
• Desizing andObjective of desizing
• Desizing is the process in which the size applied to the warp yarn before warping is
removed to facilitate the penetration of dyes and chemicals in subsequent wet
processing operations.
• Apart from film forming materials, the size recipe many times also contains
other additions such as lubricants.
• Traditionally starch-and tallow based lubricants (triglycerides) have been
used as sizing components for cotton, being readily available, relatively
cheap, and based on natural, sustainable materials.
• The removal of hydrophobic part of the size (lubricants) is often
problematic and not removed during desizing but during alkali scouring.
33.
Desizing
• Sizing agentson natural bases
• Starch and its derivatives: native, degraded, and chemically modified
• Cellulose derivatives: Carboxymethylcellulose (CMC), methylcellulose,
oxyethylcellulose. (for regenerated cellulose and manmade fibers e.g acetate and
nylon)
• Protein sizes: glue, gelatin (For regenerated cellulose)
• Fully synthetic sizing agents
• Synthetic fibers are stronger and hence increasing strength by sizing is not the aim
and adhesion of the sizing material to yarn is also very difficult.
• Polyacrylates
• Modified polyesters
• Polyvinyl alcohols (Solubility of PVA can be impaired by heat applied during sizing,
grey fabric heat setting or singeing, which influence desizing)
34.
Desizing
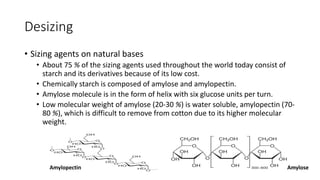
• Sizing agentson natural bases
• About 75 % of the sizing agents used throughout the world today consist of
starch and its derivatives because of its low cost.
• Chemically starch is composed of amylose and amylopectin.
• Amylose molecule is in the form of helix with six glucose units per turn.
• Low molecular weight of amylose (20-30 %) is water soluble, amylopectin (70-
80 %), which is difficult to remove from cotton due to its higher molecular
weight.
Amylopectin Amylose
35.
Desizing
• Mechanism ofdesizing
• Long, high molecular weight chains are converted into short, low molecular
chains through hydrolysis or oxidative degradation
• Dextrins are a group of low-molecular-weight carbohydrates produced by
the hydrolysis of starch.
• Factors on which the desizing efficiency depends
• Type and amount of size applied, Viscosity of the size in solution, fabric
construction, method of desizing, method of washing off.
Starch (Insoluble) Dextrin (Insoluble) Soluble dextrin (soluble)
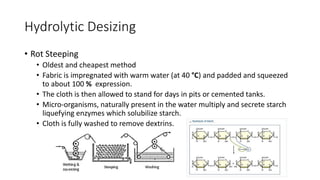
Hydrolytic Desizing
• RotSteeping
• Oldest and cheapest method
• Fabric is impregnated with warm water (at 40 °C) and padded and squeezed
to about 100 % expression.
• The cloth is then allowed to stand for days in pits or cemented tanks.
• Micro-organisms, naturally present in the water multiply and secrete starch
liquefying enzymes which solubilize starch.
• Cloth is fully washed to remove dextrins.
38.
Hydrolytic Desizing
• Aciddesizing
• The cloth is impregnated with a solution of dilute sulphuric acid or dilute
hydrochloric acid (0.25 % owf) followed by batching for about 8-12 hours and
washing.
• Hydrolysis of starch is exothermic reaction, the temperature of bath may rise
to higher side, even to 50 C, but at this temperature dilute acid doesn’t
attack or hydrolyse cellulose.
• Cloth is covered to prevent evaporation, otherwise due to evaporation
localized drying occurs and causes increase in acid concentration, which can
cause fabric damage.
• By increasing acid concentration up to 2 %, reaction time can be minimize.
39.
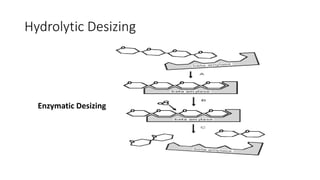
Hydrolytic Desizing
Enzymatic Desizing
•Most widely used desizing process of starch degradation.
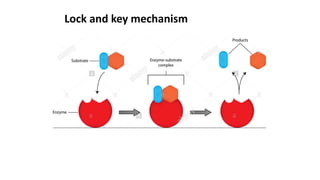
• Enzymes are complex organic, soluble biocatalysts formed by living
organisms that catalyze chemical reactions in biological processes.
• Enzymes are quite specific in their action on a particular substrate.
• α-and β- Amylases are used for starch
• Amylases is the enzymes that hydrolysis and reduce the molecular weight
of amylose and amylopectin in starch, making it water soluble enough to
be washed off the fabric.
Hydrolytic Desizing
Enzymatic Desizing
•Enzymes are sensitive to temperature and pH values, outside their
optimum ranges, they can be denatured, resulting in activity
reduction
• Most enzymes function best near neutral pH and temp. between 40-
60 C, pH of bath adjusted by adding alkali or acid.
• Depending on nature of material, different enzymes are used, e.g for
gelatine, Gelatase is used; for cellulose, Cellulase is used.
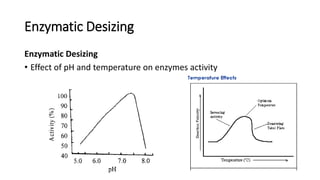
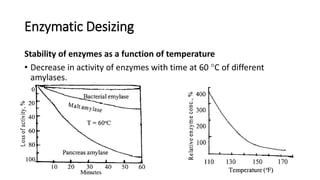
Enzymatic Desizing
Stability ofenzymes as a function of temperature
• Decrease in activity of enzymes with time at 60 C of different
amylases.
45.
Enzymatic Desizing
Advantages
• Sourceis renewable
• Substrate specific
• Negligible damage to substrate
• Ease of processing
• Average temperature process
• Environment friendly
• Biodegradable
• Minimal effluent
• Less effluent treatment cost
Limitation
• Limited shelf life
• Application range is narrow
• Deactivation upon harsh
condition
• Average reaction rate
46.
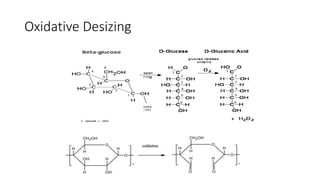
Oxidative Desizing
• Chlorinedesizing
• The active agent in case of chlorine desizing is gaseous chlorine.
• For the Cl2 desizing, open width cloth is impregnated with water and
squeezed at required percentage expression. The squeezed fabric is passed
through a chamber, through which Cl2 gas is passed.
Cl2 + H2O → 2HCl + [O]
• In this case Cl2 reacts with water present in the cloth producing nascent
oxygen and this nascent oxygen attacks starch, there by solubilizing it.
• Since cellulose is difficult to oxidize than starch, the oxidation of cellulose is
prevented or minimized by controlling the quantity of Cl2 gas passed and time
of contact.
47.
Oxidative Desizing
• Bromitedesizing
• Sodium bromite, is used for the desizing is a salt of bromous acid, HBrO2 (like
sodium chlorite, the salt of chlorous acid, HClO2).
• Sodium Chlorite desizing
• In this method Sodium chlorite (NaClO2) is used under acidic condition for
oxidizing the starch
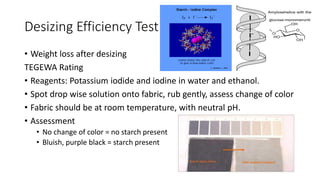
Desizing Efficiency Test
•Weight loss after desizing
TEGEWA Rating
• Reagents: Potassium iodide and iodine in water and ethanol.
• Spot drop wise solution onto fabric, rub gently, assess change of color
• Fabric should be at room temperature, with neutral pH.
• Assessment
• No change of color = no starch present
• Bluish, purple black = starch present



![Oxidative Desizing
• Chlorine desizing
• The active agent in case of chlorine desizing is gaseous chlorine.
• For the Cl2 desizing, open width cloth is impregnated with water and
squeezed at required percentage expression. The squeezed fabric is passed
through a chamber, through which Cl2 gas is passed.
Cl2 + H2O → 2HCl + [O]
• In this case Cl2 reacts with water present in the cloth producing nascent
oxygen and this nascent oxygen attacks starch, there by solubilizing it.
• Since cellulose is difficult to oxidize than starch, the oxidation of cellulose is
prevented or minimized by controlling the quantity of Cl2 gas passed and time
of contact.](https://image.slidesharecdn.com/textilechemicalprocessing-shearingandsingeing-250318075345-cc1788fc/85/Textile-chemical-processing-Shearing-and-singeing-pdf-46-320.jpg)