CME397 surface engineering for mechanical engineering
1.
S.No. Questions andanswers
Unit-I
SURFACES AND FRICTION
1. Surfaces and friction
Friction is a force that occurs when two surfaces rub or touch each other, and it opposes the motion of the
surfaces. The properties of a surface, like its hardness and the presence of contaminants, affect the amount
of friction it creates.
Types of friction
Static friction: The force that prevents an object from moving when it's at rest
Kinetic friction: The force that opposes the motion of an object that's already moving
2.
Rolling friction:The force that acts on objects that roll over a surface, like cars, bicycles, and ball
bearings
Factors that affect friction
Surface area: The area of contact between two objects
Surface hardness: Harder surfaces create more contact points, which increases friction
Surface imperfections: Rough surfaces have more friction because their imperfections catch on each
other
Contaminants: Dust, oil, and water can increase or decrease friction
Examples of friction
Baseball players use friction to slide into base
Friction is important in machine products, belting, and sliding doors.
Friction is independent of the contact surface area and only dependent on the structure of the surface,
material type, and the level of the force applied. A smoother surface acts in two ways: it reduces the
friction force but it also increases the contact surface area.
What is the friction between surfaces?
Friction is the force resisting the relative motion of solid surfaces, fluid layers, and material elements
sliding against each other. Types of friction include dry, fluid, lubricated, skin, and internal an incomplete
list.
What are the different surfaces of friction?
Rough surfaces have more friction than smooth surfaces and liquids such as oil or water are sometimes
used as lubricants to reduce the effect of friction. There is no mystery behind friction. It acts on objects at
the surfaces so as to prevent or reduce movement between the surfaces.
3.
2. Basics ofsurface features
Surface features are the irregularities and topographical characteristics of a surface. These features can
include roughness, waviness, and lay.
Surface roughness
The small peaks and valleys on a surface
The distance between peaks or valleys is called the wavelength
Surface roughness is a micro-scale geometric error
Waviness
The small deviations of a surface from a perfectly flat plane
Lay
4.
The dominantpattern on a surface and its orientation
Lay can be parallel, perpendicular, circular, crosshatched, radial, multi-directional, or isotropic
Surface texture
A comprehensive term that describes all the features and irregularities of a surface
Surface texture is also known as surface finish or surface topography
Surface topography
The measurement of a surface's microscale and sub-microscale features
Surface topography affects the mechanical, thermal, optical, and electrical properties of a material
Surface features are important in precision engineering because they affect the performance, functionality,
and appearance of a component.
What are the surface features?
These features include natural elements such as mountains, rivers, forests, and valleys, as well as human-
made structures like roads, buildings, and bridges.
What are the types of surface?
They are divided into minimal surfaces, ruled surfaces, non-orientable surfaces, quadrics, pseudospherical
surfaces, algebraic surfaces, and other types of surfaces.
3. Roughness parameters
5.
Surface roughness parametersare quantitative values that describe the smoothness or roughness of a
surface. They are used to evaluate the unevenness of a surface.
Height parameters
Sa: Arithmetic mean height, which is the mean difference in height from the mean plane
Sq: Root mean square height, which is the standard deviation of height distribution
Sz: Maximum height
Sp: Maximum peak height
Sv: Maximum pit depth
Other parameters
6.
Rti: Verticaldistance between the highest peak and the lowest valley
Rsk: Skewness, which is used to evaluate deviations in the height distribution
Rku: Kurtosis, which is used to evaluate sharpness in the height distribution
Sal: Autocorrelation length, which is the horizontal distance of the autocorrelation function
Smr(c): Areal material (bearing area) ratio
Smc(mr): Inverse areal material ratio
Rmr(c): Material component of the profile, which is the fraction of a line that cuts through material at a
stipulated height
RSm: Mean peak width, which is the mean value of the width of the profile elements
Surface roughness is often a good predictor of how a mechanical component will perform.
What are roughness parameters?
Surface roughness is a quantitative value that reflects the smoothness or roughness of the surface, which is
usually represented by the roughness parameter Ra, which is calculated as roughness average of a surfaces
measured microscopic peaks and valleys [60].
What are RA and RZ in surface roughness?
Ra and Rz are both parameters used to describe the roughness of a surface. Ra, or average roughness, is the
average of all the peaks and valleys in a surface. Rz, or mean roughness depth, is the average distance
between the highest and lowest peaks and valleys.
7.
What are SAand RA?
Sa is the extension of Ra (arithmetical mean height of a line) to a surface. It expresses, as an absolute
value, the difference in height of each point compared to the arithmetical mean of the surface.
What are the different types of roughness?
Surface roughness is a measure of the small irregularities on a surface. It can be characterized by different
types of roughness, including:
1. Waviness: A coarser irregularity that can cause a surface to warp or deflect
2. Absolute roughness: The average difference between peaks and valleys, also known as the
Arithmetic Average Roughness
3. Root mean square roughness : The root mean square of a surface's peaks and valleys
4. Lay: The dominant pattern on a surface, including its orientation.
Other types of surface roughness include: Maximum height (Ry), Ten-point mean roughness (Rz), Mean
spacing of profile irregularities (Sm), Mean spacing of local peaks of the profile (S), and Profile bearing
length ratio (tp).
Surface roughness is often caused by manufacturing processes like sanding or machining. It can affect the
surface's ability to form a tight seal, which can lead to gas or liquid leakage.
8.
What is RA0.8 surface finish?
0.8 µm Ra. Classified as a high-grade finish, this CNC machining surface roughness requires finishing
cutting passes to achieve. 0.8 µm Ra is ideal for parts subject to stress concentration and loading. It is also
suitable for vibrating parts and moving components.
How is RA calculated?
The Ra value, or Roughness Average, is a critical parameter in surface roughness measurement. It is
calculated as the arithmetic mean of the absolute values of the surface height deviations from the mean
line, within a specified evaluation length.
What is the rpm of roughness?
Rp is the height of the highest profile peak of the roughness profile within one sampling length. According
to ASME, the Rp mean value (average calculated over the evaluation length) is called Rpm. Rv is the
depth of the deepest profile valley of the roughness profile within one sampling length.
When to use rz?
9.
If the partsoperate in dynamic or sliding applications, consider using Rz to get the maximum peak-to-
valley height variation. These irregularities can impact friction, wear, and performance of the part. It also
provides insight into the effectiveness of sealing surfaces to prevent leaks.
4. Surface measurement
Surface measurement, also known as surface metrology, is the process of measuring the surface texture or
topography of an object. It's used to determine a surface's roughness, waviness, and other characteristics.
Why is surface measurement important?
Surface measurement helps determine the quality, reliability, and functionality of a product.
It can help identify surface defects that may affect a product's performance.
10.
It canhelp identify surface defects that may affect a product's appearance.
What are the different types of surface measurement?
Contact type: Involves touching the surface with equipment parts
Non-contact type: Involves measuring the surface without touching it
Geometric analysis: Involves analyzing the surface's geometry
Scanning probe microscopy: Involves using a scanning probe microscope to measure the surface
Fluid methods: Involves using a fluid to measure the surface
Electrical method: Involves using an electrical method to measure the surface
Optical method: Involves using an optical method to measure the surface
Electron microscopy: Involves using an electron microscope to measure the surface
What are some surface characteristics that can be measured?
Roughness: The irregularities on a surface, which can be caused by cutting tools or abrasive grit
Waviness: The longer intervals of irregularities on a surface, which can be caused by vibrations or tooling
problems
Lay: The orientation of the surface
What is a surface measurement?
Surface measurement, also known as surface metrology – refers to the measurement of topography or
surface roughness of precision surfaces. Surface roughness and the details of the surface profile determine
the performance and appearance of many products.
What are the different types of surface measurements?
These are discussed below:
Contact type. This type of surface measurement involves the actual contact with the equipment parts on the
11.
surface of theobject to be measured.
Non-contact type.
Geometric analysis.
Scanning probe microscopy methods.
Fluid methods.
Electrical method.
Optical method.
Electron microscopy methods.
What is the formula for surface measurement?
The surface area of a rectangular prism can be calculated by using the following formula: Surface area of
rectangular prism = 2(lw + wh + lh), where l, w, and h are the length, width, and height of the rectangular
prism respectively.
5. Causes of friction
12.
Friction is causedby the irregularities on two surfaces that are in contact with each other. These
irregularities get caught on each other when one surface moves over the other, which creates friction.
Explanation
Roughness: Rougher surfaces have more irregularities, which causes more friction.
Deformations: Soft materials deform when pressure is applied, which increases resistance to motion.
Pressure: The frictional force increases when the two surfaces are pressed harder.
Examples
Water droplets sticking to a glass surface
Rubber tires flattening out when they come into contact with the road
Standing on a rug and sinking in slightly, which makes it harder to drag your feet
Factors that affect friction
Material properties: The degree of friction is determined by the coefficient of friction, which varies from
13.
material to material.
Area of contact: Friction is not dependent on the area of contact.
Friction is a force that resists the relative motion between two objects or materials. The causes of this
resistive force are molecular adhesion, surface roughness, and deformations. Adhesion is the molecular
force resulting when two materials are brought into close contact with each other.
What are the causes of friction?
Friction is caused due to the irregularities on the two surfaces in contact. So, when one object moves over
the other, these irregularities on the surface get entangled, giving rise to friction. The more the roughness,
the more irregularities and more significant will be the friction.
6. Laws of friction
The laws of friction describe how friction acts between two surfaces that are in contact. These laws
include:
Friction opposes motion: Friction always acts in the opposite direction to the motion of an object.
14.
Friction isproportional to normal force: The force of friction is directly proportional to the normal force
between the two surfaces.
Friction is independent of contact area: The force of friction is independent of the area of contact
between the two surfaces.
Friction depends on surface type: The force of friction depends on the nature of the surfaces in contact.
Static friction coefficient is greater than kinetic friction coefficient: The coefficient of static friction is
greater than the coefficient of kinetic friction.
Limiting friction is the maximum static friction: Limiting friction is the maximum amount of static
friction that occurs when an object is just about to slide.
Kinetic friction is independent of velocity: The amount of kinetic friction between two dry objects is
independent of the velocity at which they are sliding.
First law of friction: The amount of friction is proportional to the normal force exerted between the
surfaces. Second law of friction: Friction does not depend on the area of contact between the object and the
surface. Third law of friction: Friction force also depends on the nature of the surfaces in contact.
What is the law of friction?
The laws of friction describe how friction acts between two objects. These laws include:
15.
Friction is proportionalto normal force: The force of friction is directly proportional to the normal
force exerted between the two surfaces.
Friction is independent of contact area: The force of friction does not depend on the area of contact
between the two objects.
Friction depends on the type of surfaces: The force of friction depends on the nature of the surfaces
in contact.
Static friction is greater than kinetic friction: The coefficient of static friction is greater than the
coefficient of kinetic friction.
Friction opposes motion: Friction always acts tangentially along the surface of contact and opposes
motion.
Friction is independent of speed: The speed of an object does not change the amount of friction.
There are different types of friction, including static, kinetic, rolling, and sliding friction.
Static friction The force that resists the motion of an object when it is not in contact with another object.
Kinetic friction The force of friction that occurs when two moving surfaces collide.
Rolling friction The force that resists the motion of an object on a surface.
Examples include moving wheels and rolling logs.
Sliding friction The resistance created by two objects sliding against each other.
7. Static friction
16.
Static friction isthe force that prevents two surfaces from moving relative to each other when they are at
rest. It's the force that makes it harder to move an object than to keep it moving once it's already moving.
How it works
1. Adhesion: Light chemical bonding between the surfaces
2. Interlocking: Surface imperfections cause the surfaces to lock together
3. Self-regulating: The force of static friction is equal and opposite to the force applied
Calculating static friction
1. The force of static friction is calculated using the coefficient of static friction and the normal force
2. The formula is 𝐹𝑠=𝜇𝑠⋅𝑁
3. The coefficient of static friction is a unitless value that describes how strong the friction will be
Examples of static friction Papers on a table, A towel hanging on a rack, A bookmark in a book, and A car
parked on a hill.
17.
What is thestatic friction?
Static friction is the force that prevents objects from moving when they are touching and at rest. It's the
friction between an object and the surface it's on.
8. Rolling friction
Rolling friction is the force that resists the motion of a rolling object on a surface. It's also known as rolling
resistance or rolling drag.
What causes rolling friction?
Non-elastic effects: When pressure is removed, not all the energy needed for deformation is recovered.
Hysteresis losses: Energy losses associated with the rolling resistance of tires.
Permanent deformation: The object or surface may permanently deform.
Slippage: Slippage between the wheel and the surface causes energy dissipation.
What are some examples of rolling friction? A ball rolling on the ground, A car's wheels rolling on the
road, A football rolling on the field, and A motorbike with broad wheels.
What factors affect rolling friction?
18.
The shapeof the wheel
The surface on which the wheel is moving
The diameter of the wheel
The speed of the wheel
The material the wheel is made of
The amount of pressure on the wheel
Rolling friction or rolling resistance is the positive force resisting the motion when a rolling body (ball,
tire, or wheel) is on a surface, as illustrated in Fig. 9.6. The force is associated with both elastic and no
elastic deformation behavior of rolling materials, depending on the applied load.
What is rolling friction in class 8?
The force resisting the motion of a rolling body on a surface is known as rolling friction or rolling
resistance. Rolling of ball or wheel on the ground is an example of Rolling friction.
What is rolling friction three examples?
A moving car is said to experience rolling resistance on its wheels.
Rolling of the football, tennis ball, or any other ball.
Less rolling friction allows tires of Heavy-duty trucks to move more quickly.
9. Stick-slip Phenomenon
19.
Stick-slip is aphenomenon that occurs when two objects slide against each other, causing a jerky
motion. It's a common observation in friction tests.
What causes stick-slip?
Friction: The static friction coefficient may be greater than the kinetic friction coefficient
Flexibility: The system may be flexible enough to allow the sliding body to change speed
Lubrication: Partially lubricated slides may operate at low speeds
What are the characteristics of stick-slip?
Saw-tooth friction: The friction force may vary in a saw-tooth pattern
Unstable motion: The motion may be unstable and repeated in rapid succession
Low frequency vibration: The slide may vibrate at a low frequency
What are some examples of stick-slip? Wipers stuttering on a car windshield, Chalk squeaking on a
20.
blackboard, Door hingessqueaking, and Stringed instruments like the violin or cello not working.
What is stick-slip's role in earthquakes?
Stick-slip is a fundamental part of understanding earthquakes and the seismic cycle. It can occur during
sliding along old or new faults in the earth.
The stick–slip phenomenon, also known as the slip–stick phenomenon or simply stick–slip, is a type of
motion exhibited by objects in contact sliding over one another. The motion of these objects is usually not
perfectly smooth, but rather irregular, with brief accelerations (slips) interrupted by stops (sticks).
What is the stick-slip phenomenon?
Slip-stick: Slip-stick, also called stick-slip, is a phenomenon in which a spontaneous jerking motion occurs
when two objects slide over each other.
What is an example of a stick-slip?
Many familiar sounds are caused by stick–slip motion, such as the squeal of chalk on a chalkboard, the
squeak of basketball shoes on a basketball court, and the sound made by the spiny lobster. Stick–slip
motion is used to generate musical notes in bowed string instruments, the glass harp and the singing bowl.
How does stick-slip work?
The phenomenon of stick-slip involves the dynamic interaction between two surfaces, where they
alternately stick together and then slide over one another, leading to fluctuations in the force of friction
between them.
10. Friction properties of metals
The friction properties of metals are primarily determined by the surface roughness, cleanliness, and the
formation of oxide layers on the metal surface, which can significantly impact how much friction occurs
when two metal surfaces slide against each other; generally, cleaner, smoother surfaces with minimal oxide
layers tend to have higher friction due to increased metal-to-metal contact, while surface contamination or
oxide layers can reduce friction by creating a barrier between the surfaces.
21.
Key points aboutmetal friction:
1. Surface Roughness:
A rougher surface creates more points of contact between two metals, leading to higher friction.
2. Oxide Layer:
A thin oxide layer naturally forms on most metal surfaces, which can act as a lubricant, reducing
friction.
3. Load and Pressure:
Increasing the applied load or pressure generally increases friction as more metal-to-metal contact
occurs.
4. Sliding Velocity:
Friction can vary with sliding velocity, sometimes increasing with higher speeds due to increased heat
generation.
5. Material Composition:
Different metals have different friction properties due to their inherent characteristics like hardness and
crystal structure.
Factors affecting metal friction:
1. Environment:
The surrounding environment, including temperature, humidity, and presence of contaminants, can
influence friction.
2. Lubricants:
Applying lubricants to metal surfaces can significantly reduce friction by creating a barrier between the
contacting surfaces.
3. Wear Debris:
22.
As metals slideagainst each other, wear debris can accumulate at the interface, impacting friction
depending on its properties.
Examples of metal friction applications:
1. Bearings:
Metal alloys like bronze are often used in bearings due to their low friction properties when properly
lubricated.
2. Gears:
Gear teeth are designed to minimize friction through surface treatments and proper material selection.
3. Machine tools:
Friction is a significant factor in metal cutting operations, where lubricants are employed to manage
friction and wear.
What is the friction of metal?
The metallic bonds are formed at the interfaces of the two materials in contact leading to the transfer of
one metal layer over the other causing the wear debris. The formation of any contamination or any oxide
layers can reduce the friction loss at the surface of the metals.
11. Friction properties of nonmetals
Nonmetals generally exhibit low friction properties due to their molecular structure, which often involves
weak intermolecular forces, making them relatively slippery when in contact with other surfaces; this is
further amplified by their tendency to be brittle and easily break apart under pressure, leading to less
surface contact and reduced friction.
Key points about friction in nonmetals:
1. Low coefficient of friction:
Compared to metals, most nonmetals have a lower coefficient of friction, meaning they slide more easily
against other surfaces.
23.
2. Brittle nature:
Thebrittleness of nonmetals can contribute to low friction by causing them to break or crumble under
pressure, reducing the contact area and friction force.
3. Weak intermolecular forces:
Nonmetals often have weak intermolecular forces like Van der Waals forces, which provide less
resistance to sliding motion.
4. Surface texture:
Depending on the specific nonmetal, the surface texture can play a role in friction; smoother surfaces
generally exhibit lower friction.
Examples of nonmetals with low friction properties:
Graphite: Due to its layered structure, graphite has extremely low friction and is often used as a lubricant.
Sulfur: Powdered sulfur can act as a lubricant in certain applications.
Teflon (polytetrafluoroethylene): A synthetic nonmetal with exceptionally low friction properties,
commonly used in non-stick coatings.
Factors affecting friction in nonmetals:
Surface roughness: A rougher surface generally has higher friction.
Contact pressure: Increased pressure can increase friction.
Relative humidity: Moisture can sometimes affect friction properties depending on the nonmetal.
In the elemental form, non-metals can be gas, liquid or solid. They aren't shiny (lustrous) and they don't
conduct heat or electricity well. Usually their melting points are lower than for metals, although there are
exceptions. The solids usually break easily, and can't bend like metals.
What are the properties of nonmetals?
Nonmetals are elements that typically lack the physical and chemical properties of metals. They have many
24.
properties, including:
1. Poorconductors: Nonmetals are poor conductors of heat and electricity.
2. Brittle: Solid nonmetals are usually brittle.
3. Luster: Nonmetals have little or no metallic luster.
4. Electronegative: Nonmetals have high electronegativities.
5. Ionization energies: Nonmetals have high ionization energies.
6. Gain electrons: Nonmetals can easily gain electrons.
7. Chemical properties: Nonmetals have a wide range of chemical properties and reactivities.
8. Acidic oxides: Nonmetals form acidic oxides when they come into contact with oxygen.
9. Oxidizing agents: Nonmetals are great oxidizing agents.
25.
12. Friction inextreme conditions
1. "Friction in extreme conditions" refers to the study of friction forces occurring in situations with
extraordinary physical parameters like very high temperatures, extreme pressures, high speeds, or in
vacuum environments, where the normal behavior of friction between surfaces can be significantly
altered and become much more complex to predict and manage; essentially, it's the study of friction
under conditions far beyond typical everyday scenarios, often requiring specialized materials and
design considerations to function properly.
Key aspects of friction in extreme conditions:
1. High Temperatures:
When surfaces rub together at very high temperatures, material properties can change drastically, leading
to increased wear, potential melting, and altered friction coefficients.
2. Extreme Pressures:
Under extreme pressure, the contact area between surfaces can be significantly altered, impacting friction
behavior, and sometimes causing material deformation or even phase changes.
3. High Speeds:
At very high velocities, the dynamics of surface interactions change, potentially leading to increased
friction due to phenomena like hydrodynamic lubrication or even surface instabilities.
4. Vacuum Environments:
5. In a vacuum, the absence of air can drastically change the friction behavior, particularly when
considering the role of adsorbed gases on surfaces.
Examples of extreme friction situations:
1. Spacecraft components:
Friction between moving parts in satellites or spacecraft operating in the vacuum of space.
26.
2. High-performance brakes:
Frictionin brake systems operating at high temperatures due to intense braking.
3. Metal forming processes:
Friction between tooling and metal during hot forging or other high-pressure metalworking operations.
4. High-speed machinery:
Friction in bearings and gears of machinery operating at very high speeds.
Challenges in studying extreme friction:
1. Difficult experimental setup:
Creating and maintaining extreme conditions in a controlled laboratory environment can be challenging.
2. Material behavior complexities:
Understanding how materials behave under extreme conditions, including potential phase changes or
chemical reactions, is crucial for predicting friction behavior.
Applications of research on extreme friction:
1. Designing materials for high-performance applications:
Developing materials with optimized friction properties for extreme environments like space or high-
temperature industrial processes.
2. Improving wear resistance:
Identifying ways to minimize wear and tear on components operating under extreme conditions.
3. Developing advanced lubrication systems:
Designing lubricants that can effectively function under extreme temperatures and pressures.
What are the conditions of friction?
First law of friction: The amount of friction is proportional to the normal force exerted between the
surfaces. Second law of friction: Friction does not depend on the area of contact between the object and the
27.
surface. Third lawof friction: Friction force also depends on the nature of the surfaces in contact.
13. Thermal considerations in sliding contact
"Thermal considerations in sliding contact" refers to the significant heat generation that occurs when two
surfaces slide against each other, which can significantly impact the friction, wear, and overall
performance of the system, and therefore needs careful consideration in design due to potential
temperature increases at the contact interface; key factors include the materials' thermal properties, sliding
velocity, contact pressure, surface roughness, and lubrication conditions that influence the heat generation
and distribution.
Key points about thermal considerations in sliding contact:
1. Frictional heating:
The primary source of heat in sliding contact is friction, where the energy dissipated due to surface
interactions is converted into heat at the contact interface.
2. Temperature rise:
This heat generation leads to a rise in temperature at the contact point, which can significantly affect the
tribological behavior, including wear mechanisms and lubricant properties.
3. Factors affecting heat generation:
Material properties: Thermal conductivity of the materials directly impacts how heat is distributed
away from the contact area.
Sliding velocity: Higher sliding speeds generate more heat due to increased friction.
Contact pressure: Higher contact pressure results in more heat generation.
Surface roughness: Rough surfaces can create localized hot spots due to increased contact area
variations
Impact of temperature rise:
Wear mechanisms: High temperatures can accelerate wear processes like adhesive wear,
28.
abrasive wear, andoxidative wear.
Lubricant breakdown: Elevated temperatures can degrade the performance of lubricants by
reducing their viscosity and stability.
Material properties change: High temperatures can alter the mechanical properties of
materials, leading to softening or phase transformations.
Thermal considerations in design:
1. Material selection:
Choosing materials with high thermal conductivity to efficiently dissipate heat.
2. Surface treatments:
Implementing surface treatments like polishing or coatings to reduce friction and heat generation.
3. Lubrication:
Selecting appropriate lubricants with high thermal stability for high-temperature applications.
4. Cooling mechanisms:
Incorporating cooling systems like forced air or liquid cooling to manage heat dissipation.
5. Design geometry:
Optimizing contact geometry to minimize friction and distribute heat more evenly.
In sliding contact systems, the largest part of the frictional energy is transformed into heat, which in turn
leads to a rise of temperature in the contact interface. It is commonly agreed that this phenomenon is linked
to plastic deformations occurring at the sub-surface zone near to contact interface [1], [2].
Unit-II
WEAR
14. Wear in surface engineering
Wear is the gradual loss of material from a surface due to relative motion between two solid surfaces. It
29.
can be causedby sliding, rolling, or impact. Wear can be detrimental, but it can also be beneficial in some
cases.
Types of wear
1. Abrasive wear
Material is displaced by hard particles or protuberances
2. Adhesive wear
Material is transferred from one surface to another through solid-phase welding
3. Erosive wear
Material is lost due to relative motion with a fluid that contains solid particles
4. Fretting wear
Wear that occurs between two surfaces that are constantly rubbing against each other in small cycles
5. Corrosive wear
A combination of wear and corrosion, which can cause a higher rate of wear than either alone
Factors that affect wear
Material properties: The physical and mechanical properties of the material affect how susceptible it is to
wear
Environmental factors: The conditions the material is exposed to, such as temperature, can affect how
susceptible it is to wear
Surface roughness: Rough surfaces can contribute to adhesive wear
Impact on machinery
Wear can lower the efficiency of machinery and its components, which can lead to increased maintenance
costs.
Wear, the removal of material from a solid surface as a result of mechanical action exerted by another
30.
solid. Wear chieflyoccurs as a progressive loss of material resulting from the mechanical interaction of
two sliding surfaces under load.
What is wear in engineering?
In engineering, wear is the process of mechanical degradation of a material that occurs when surfaces rub
or impact each other. Wear can result in a loss of material from a surface.
What is the concept of wear?
Wear is the progressive loss of material from a solid body due to its contact and relative movement against
a surface.
15. Laws of wear in surface engineering
31.
The laws ofwear in surface engineering describe how material is removed from surfaces when they slide
or come into contact. Wear laws are useful for estimating the amount of material that has been removed.
Archard's wear law
Archard's wear law states that wear rate is proportional to load and inversely proportional to material
hardness.
The law is expressed as V/d = K W / H, where V/d is the wear rate, W is the load, H is the material
hardness, and K is a material-specific wear coefficient.
32.
Wear laws inpractice
Wear laws are used to predict how much material will be removed from a surface under certain
conditions.
Wear laws are used to design surfaces that are more resistant to wear. For example, bearings are often
hardened to resist fretting wear.
Types of wear
Abrasive wear: When a hard surface slides over a softer surface, creating grooves
Adhesive wear: When two metal surfaces slide against each other without enough lubrication
Fretting wear: When two surfaces rub against each other repeatedly
Corrosive wear: When a surface is chemically attacked by a gas or liquid
Erosive wear: When a surface is impacted by solid or liquid particles
What are the laws of wear?
The wear volume is inversely proportional to the hardness of the softer material. The first of these 'laws' is
found to be true over a wide range of conditions. The second law is generally true from low loads up to
some load at which the wear increases catastrophically.
16. Types of Wear mechanism
33.
There are severaltypes of wear mechanisms, including abrasion, adhesion, corrosion, fatigue, erosion, and
impact.
Abrasion
A classic wear mechanism that occurs when a hard surface slides against a softer surface
A mechanical action that removes material from a surface
A common cause of damage to artificial joints
Adhesion
Occurs when atomic forces between materials are stronger than the materials' inherent properties
Continued motion causes the bond junctions to break
Corrosion
A chemical or electrochemical reaction that can accelerate wear
Can also be accelerated by wear
34.
Fatigue
Occurs whena material is subjected to cycling loading during friction
Fatigue cracks start at the surface and spread to the subsurface
Erosion
Occurs when a solid surface loses material due to relative motion with a fluid that contains solid particles
Can also occur due to the action of streaming fluid alone
Impact
A combination of processes such as impact and sliding friction wear
Occurs on the surface of a part that keeps the abrasive material crumbling
Other factors that can affect wear include materials, lubrication, and surface finish.
What are the different wear mechanisms?
These three mechanisms are referred to as adhesive, abrasive, and fatigue wear, and are the three most
important. The terms cohesion and adhesion refer to the ability of atomic structures to hold themselves
together and form surface bonds with other atoms or surfaces with which they are in intimate contact.
What is a wear mechanism?
Wear mechanisms are the physical disturbance. For example, the mechanism of adhesive wear is adhesion.
Wear mechanisms and/or sub-mechanisms frequently overlap and occur in a synergistic manner, producing
a greater rate of wear than the sum of the individual wear mechanisms.
17. Wear debris analysis
Wear debris analysis is a technique used to examine small particles, called "wear debris," generated by
friction between moving parts in machinery, providing valuable insights into the condition of the machine
by analyzing the size, shape, composition, and quantity of these particles, allowing for early detection of
potential wear issues and preventative maintenance scheduling before critical failures occur.
35.
Key aspects ofwear debris analysis:
How it works:
A sample of the lubricating fluid (oil, grease) is taken from the machine.
The sample is analyzed using specialized techniques like ferrography (magnetic separation) or filtration
to isolate and concentrate the wear debris particles.
The particles are then examined under a microscope to determine their size, shape, and composition,
which can reveal information about the wear mechanism (abrasion, adhesion, fatigue) and the specific
components causing the wear.
Information gathered from analysis
Wear severity: The amount and size of debris indicates the level of wear occurring.
Wear mechanism: The shape and texture of the debris can identify the type of wear occurring, such as
sliding wear, rolling contact fatigue, or fretting.
Component identification: By analyzing the elemental composition of the debris, the specific machine
components experiencing wear can be identified.
Early warning signs: Detecting abnormal wear patterns early allows for proactive maintenance actions
to be taken before a catastrophic failure occurs.
Common wear debris analysis methods:
Optical microscopy:
The most common method, using a microscope to visually examine the size, shape, and color of wear
debris particles.
Ferrography:
Utilizes a magnetic field to separate and collect ferrous wear particles, providing information about the
size and distribution of magnetic debris.
36.
Scanning Electron Microscopy(SEM):
Offers high magnification and detailed surface analysis of wear debris particles, allowing for precise
identification of wear mechanisms and composition.
Energy Dispersive X-ray Spectroscopy (EDS):
Used in conjunction with SEM to determine the elemental composition of wear debris particles.
Benefits of wear debris analysis
Predictive maintenance:
Enables proactive maintenance by identifying potential problems before they cause major equipment
failure.
Reduced downtime:
Early detection of wear issues allows for timely repairs, minimizing production disruptions.
Optimized lubrication:
Analyzing wear debris can help optimize lubricant selection and maintenance intervals.
Cost savings:
By preventing unexpected failures, wear debris analysis can significantly reduce maintenance costs.
Important considerations
Sampling technique: Proper sampling of the lubricant is crucial to ensure accurate results.
Interpretation expertise: Analyzing wear debris requires expertise to correctly interpret the
characteristics of the particles and link them to the wear mechanisms.
Baseline data: Establishing a baseline for wear debris levels in a machine is essential for effective
monitoring.
What is the wear debris analysis?
Wear debris analysis is one of the key techniques to evaluate wear particle counts and measure their sizes
37.
for the testedfuels. This study was conducted using the wear debris analysis by SEM/EDX on the filtered
metal debris samples. The samples were collected by filtering the oil from the four-ball tribotester.
What is debris in mechanical engineering?
Mechanical debris is an important product of friction wear, which is also a crucial approach to know the
running status of a machine. Many studies have been conducted on mechanical debris in related fields such
as tribology, instrument, and diagnosis.
18. Theoretical wear models in detail
A theoretical wear model is a mathematical equation that attempts to predict the rate of material loss
(wear) on a surface based on factors like applied load, sliding distance, material properties, and surface
roughness, providing a framework to understand and analyze wear mechanisms in different tribological
systems; the most well-known example is the Archard wear model, which states that the wear volume is
directly proportional to the applied load, sliding distance, and inversely proportional to the material
hardness, providing a basic understanding of adhesive wear but with limitations in complex scenarios.
Key aspects of theoretical wear models:
1. Wear Mechanisms:
These models typically categorize wear into primary mechanisms like adhesive wear (material transfer
due to surface bonding), abrasive wear (removal of material by hard particles), and fatigue wear (surface
damage due to repeated loading cycles), each with its own specific theoretical framework.
2. Contact Area:
Most models consider the real contact area between surfaces, which is significantly smaller than the
apparent contact area due to surface roughness, as a critical parameter influencing wear.
3. Wear Coefficient:
A key parameter in most wear models, the wear coefficient represents the probability of a wear particle
being generated per unit contact area and load, and is usually determined empirically through wear tests.
38.
Common Theoretical WearModels:
Archard Wear Model:
Equation: W = K (F/H) X S
W: Wear volume
K: Wear coefficient
F: Normal load
H: Material hardness
S: Sliding distance
Strengths: Simple and widely used, provides a basic understanding of the relationship between
load, material properties, and wear.
Limitations: Does not account for complex wear mechanisms, surface roughness variations, or
environmental factors.
Rabinowicz Wear Model:
Focuses on the energy stored during plastic deformation at asperity contacts, linking wear rate
to the energy required to generate a wear particle.
Bowden-Tabor Model:
Considers the real contact area based on surface roughness and material properties, providing a
more detailed analysis of adhesive wear.
Kruschov-Babichev Abrasive Wear Model:
Analyzes abrasive wear by considering the size and distribution of abrasive particles, their
interaction with the surface, and the material removal process.
Factors Affecting Wear Model Accuracy:
1. Surface Roughness:
39.
The micro-geometry ofthe surfaces significantly impacts the real contact area and wear behavior.
2. Lubrication:
Presence of lubricant can significantly reduce wear by minimizing direct contact between surfaces.
3. Material Properties:
Material hardness, yield strength, and surface chemistry play a crucial role in wear resistance.
4. Operating Conditions:
Load, sliding speed, temperature, and environmental factors can influence wear mechanisms and rates.
Applications of Wear Models:
1. Design Optimization:
Predicting wear rates in components to design for increased wear resistance by selecting appropriate
materials, surface treatments, and lubrication strategies.
2. Failure Analysis:
Understanding the wear mechanisms involved in component failure to identify potential design flaws or
operational issues.
3. Tribological Testing:
Interpreting wear data from laboratory tests to predict wear performance under real-world conditions.
Wear is considered to be progressive material loss resulting from the relative motion of articulating bearing
surfaces. Many factors are involved in wear generation, including bearing materials, geometries,
loading/motion and other environmental variables such as lubrication.
What is the theory of wear?
One theory for wear is that debris fragments form by shearing of a specific plane in the softer material (the
lower surface) by asperity rupture. This fragment can then adhere to the surface of the harder material (the
upper surface).
40.
What are thetheoretical wear models in surface engineering?
The three major forms of wear are abrasive wear, adhesive wear and plastic deformation. A number of
different approaches have been proposed with aims to accurately predict the die wear volume. Archard's
wear model (Archard, 1953) is the earliest and most widely used one for the estimation of wear quantity.
19. Wear of metals in detail
"Wear of metals" refers to the gradual removal or deformation of material from a metal surface due to
mechanical contact with another surface, typically caused by sliding or rolling motion, leading to a loss of
functionality over time; this process can occur through various mechanisms including adhesive wear,
abrasive wear, surface fatigue, corrosive wear, and erosive wear, each depending on the specific conditions
and interacting surfaces involved.
4. Key Mechanisms of Metal Wear:
1. Adhesive Wear:
This occurs when two metal surfaces come into close contact and form temporary "welds" due to strong
atomic forces, which are then torn apart when relative motion occurs, removing material from one or
both surfaces; this is most prevalent in situations with poor lubrication.
2. Abrasive Wear:
When hard particles, either from the environment or another contacting surface, scratch or gouge the
metal surface, removing material through a scraping action.
3. Surface Fatigue:
Repeated cyclic stresses at the surface of a metal, often from rolling or sliding contact, can lead to the
formation and propagation of cracks, eventually causing material to spall off.
4. Corrosive Wear:
In environments with corrosive substances, the sliding motion can continuously expose fresh metal
41.
surfaces to thecorrosive medium, accelerating the corrosion process and removing material.
5. Erosive Wear:
High-velocity fluid or particle impacts can cause material removal from the metal surface, often seen in
situations like high-pressure fluid flow or erosion by windblown particles.
Factors Affecting Metal Wear:
1. Material Properties:
The inherent properties of the metal, like hardness, toughness, and surface finish, significantly impact
wear resistance.
2. Contact Pressure:
Higher contact pressures increase the likelihood of adhesive and abrasive wear.
3. Relative Velocity:
Increased sliding velocity can exacerbate wear mechanisms, especially adhesive wear.
4. Lubrication:
Proper lubrication significantly reduces wear by minimizing direct metal-to-metal contact and reducing
friction.
5. Environmental Conditions:
Presence of abrasive particles, corrosive chemicals, and temperature extremes can accelerate wear.
Wear Mitigation Strategies:
1. Material Selection:
Choosing metals with high wear resistance, such as hardened steels, ceramic coatings, or composite
materials.
2. Surface Treatments:
Applying hard coatings like nitriding, carburizing, or plating to enhance surface durability.
42.
3. Lubrication Design:
Selectingappropriate lubricants and optimizing lubrication systems
4. Design Optimization:
Designing components with reduced contact stresses, minimized sliding motion, and appropriate
geometry to minimize wear.
Wear of metals occurs by plastic displacement of surface and near-surface material and by detachment of
particles that form wear debris. The particle size may vary from millimeters to nanometers.
What is wear and tear in metals?
Wear and tear can be defined as the damage or removal of material that a solid surface has suffered due to
sliding, rolling, or impact against the surface of another solid. This is not a property of the material, but
rather a response of the system.
What is wear in metals?
Wear of metals occurs by plastic displacement of surface and near-surface material and by detachment of
particles that form wear debris. The particle size may vary from millimeters to nanometers.
20. Explain wear of nonmetals in detail
"Wear of nonmetals" refers to the gradual degradation and loss of material from a non-metal surface due to
mechanical forces, typically occurring through mechanisms like abrasion, adhesion, and surface fatigue,
which are exacerbated by the inherent brittle nature of nonmetals, making them prone to cracking and
chipping under stress, unlike most metals that can deform plastically.
Key points about nonmetal wear:
1. Brittle nature:
The primary factor contributing to nonmetal wear is their brittleness, meaning they readily break or
fracture when subjected to stress, leading to rapid material loss in the form of flakes or particles rather
43.
than gradual deformationlike in metals.
2. Wear mechanisms:
Abrasion: This is the most common wear mechanism for nonmetals, where particles from another
surface scratch and remove material from the nonmetal surface.
Adhesion: When two surfaces come into contact, adhesive forces can form between them, leading to
material transfer and potential tearing when the surfaces separate.
Surface fatigue: Repeated stress cycles at the surface can initiate cracks, which eventually propagate
and cause material loss.
Factors influencing wear:
Load: Higher applied loads increase the wear rate due to greater contact stress and potential
for crack initiation.
Sliding velocity: Increased sliding velocity can generate more heat and accelerate wear
mechanisms.
Environmental conditions: Exposure to moisture, chemicals, or high temperatures can further
degrade the surface and accelerate wear.
Particle size and shape: The size and shape of abrasive particles significantly impact the wear
rate.
Examples of nonmetal wear:
Ceramic wear:
Ceramic components used in high-temperature applications like engine parts can experience significant
wear due to abrasion from particles and thermal stresses.
Plastic wear:
Plastic parts in machinery can wear rapidly through abrasion, especially when exposed to abrasive
particles.
44.
Rubber wear:
Tire treadwear is primarily caused by abrasion from contact with the road surface.
Mitigating nonmetal wear:
Surface treatments:
Applying hard coatings like diamond-like carbon (DLC) or ceramic coatings can improve wear
resistance by creating a protective barrier.
Material selection:
Choosing nonmetals with higher inherent hardness and toughness can improve wear resistance.
Lubrication:
Proper lubrication can reduce friction and wear by creating a protective film between surfaces.
Design modifications:
Optimizing component geometry and contact areas can minimize wear.
What are non-metals in detail?
Non-metals are those which lack all the metallic attributes. They are good insulators of heat and electricity.
They are mostly gases and sometimes liquid. Some of them are even solid at room temperature like
Carbon, sulphur and phosphorus.
21. Explain in detail on the international standards in friction measurements
International standards for friction measurements, primarily governed by organizations like ISO
(International Organization for Standardization), provide standardized procedures for testing and
determining the coefficient of friction between different materials, ensuring consistency and comparability
of results across various laboratories and industries; key aspects include specifying test equipment, sample
preparation, environmental conditions, and calculation methods for both static and kinetic friction
coefficients, with one of the most prominent standards being ISO 8295, which focuses specifically on
measuring the friction of plastic films and sheeting.
45.
Key points aboutinternational friction measurement standards:
1. Focus on the coefficient of friction:
The primary value measured in friction testing is the coefficient of friction (µ), which represents the ratio
of the friction force to the normal force acting between two surfaces, allowing for a standardized way to
compare the "slipperyness" of different materials.
2. Application across industries:
Friction testing standards are used in various industries including packaging, textiles, automotive,
flooring, and manufacturing, where understanding the frictional properties of materials is crucial for
product design and performance.
3. Standard test methods:
Each standard specifies a defined test method, typically involving a test apparatus (like a sled or
tribometer) to apply a controlled force on a sample against a reference surface, while measuring the
resulting friction force.
4. Important parameters:
Standards specify important parameters to be controlled during testing, such as:
Normal force: The force pressing the surfaces together
Relative velocity: The speed at which one surface slides across the other
Test environment: Temperature and humidity conditions
Sample preparation: Surface finish and conditioning of test specimens
Examples of international friction standards:
1. ISO 8295:
This standard specifically focuses on measuring the static and kinetic coefficients of friction of plastic
films and sheeting, used extensively in packaging applications.
46.
2. ASTM D1894:
A widely used standard for determining the coefficient of friction of laminated sheets, providing detailed
procedures for test setup and data analysis.
3. TAPPI T 816:
This standard is used to measure the coefficient of friction for paper and paperboard.
4. DIN 53375:
A German standard providing a method to measure the coefficient of friction between different materials
under specified test conditions.
Benefits of standardized friction measurements:
1. Reproducibility:
By following standardized procedures, different laboratories can achieve consistent results when testing
the same material.
2. Comparative analysis:
Allows for meaningful comparison of friction data across different products and manufacturers
3. Quality control:
Enables quality control measures by ensuring that materials meet specified friction requirements
ISO 8295 and ASTM D1894 are international standards for determining the coefficient of friction of
plastic films. Among other things, the standards differentiate between the size and weight of the sled and
the material with which the sled must be covered or sheathed. The size of the specimens also differs.
What is the measurement of friction?
The coefficient of friction (fr) is a number that is the ratio of the resistive force of friction (Fr) divided by
the normal or perpendicular force (N) pushing the objects together. It is represented by the equation: fr =
Fr/N.
47.
22. Explain indetail on the international standards in wear measurements
The primary international standard for wear measurements is defined by the ISO 8559 series, specifically
ISO 8559-1, which outlines a standardized set of anthropometric measurements used to create size and
shape profiles for clothing across different populations, enabling consistent garment sizing across
manufacturers and regions globally; this standard includes key body dimensions like chest, waist, hip,
height, and more, allowing for better fit and reducing sizing confusion for consumers.
Key points about the ISO 8559 standards:
1. Purpose:
To provide a standardized method for measuring the human body to create accurate clothing sizes and fit
mannequins, facilitating cross-border trade and consumer satisfaction.
2. Components of the standard:
ISO 8559-1: Defines the anthropometric measurements that should be taken, including
detailed instructions on measurement locations and techniques.
ISO 8559-2: Specifies primary and secondary dimensions for different garment types based on
the anthropometric measurements established in Part 1.
ISO 8559-3: Provides guidance on creating body measurement tables and intervals for
different population groups (e.g., children, women, men).
How the standard is used:
Clothing manufacturers:
Utilize the ISO 8559 standards to develop size charts and patterns for their garments, ensuring
consistency across different regions and markets.
Researchers and designers:
Use the standard to collect body measurement data and analyze population trends to inform clothing
design.
48.
Fit mannequins:
Manufacturerscan use the standardized measurements to create mannequins that accurately represent
different body shapes and sizes.
Other relevant ISO standards related to wear measurements:
1. ISO 7250-1:
Defines anthropometric measures that can be used for creating population group comparisons and
anthropometric databases.
2. ISO 13688:
Specifies general compliance requirements for protective clothing regarding ergonomics, health, size
quality, and marking.
Important considerations:
1. Regional variations:
While the ISO standards provide a global framework, specific regions may have their own sizing nuances
due to variations in body proportions within different populations.
2. Technology integration:
Advancements in 3D body scanning technology are increasingly used to capture detailed body
measurements, further enhancing the accuracy of garment fitting based on ISO standards.
Unit-III
CORROSION
23. Corrosion
49.
Corrosion is anatural process that causes metals to deteriorate over time due to chemical or
electrochemical reactions with their environment. It can also affect other materials.
What causes corrosion?
Oxygen: Metals can react with oxygen in the air
Hydrogen: Metals can react with hydrogen
Electrical currents: Metals can react with electrical currents
Dirt and bacteria: Metals can react with dirt and bacteria
Stress: Metals can corrode if they are under too much stress
What are the effects of corrosion?
Staining: A light form of corrosion that causes a slight color change or tarnish
50.
Rusting: Amore extensive form of corrosion that affects ferrous materials like iron and steel
Deterioration: Corrosion can cause a material to deteriorate
How can corrosion be prevented?
Paint: Paint the surface of the metal
Oil: Apply oil to the surface of the metal
Grease: Apply grease to the surface of the metal
Galvanize: Coat the metal with zinc
Chrome plate: Apply a chrome plating to the metal
Make alloys: Create alloys that are more resistant to corrosion
Use non-metallic coatings: Apply plastics, paints, or oils to the metal
Corrosion is a natural process that converts a refined metal into a more chemically stable oxide. It is the
gradual deterioration of materials (usually a metal) by chemical or electrochemical reaction with their
environment.
What is the explanation of corrosion?
Corrosion is a natural process in which a refined metal is converted to a more chemically stable form, such
as oxide, hydroxide, or sulphide. It is the gradual decomposition of materials (usually metals) as a result of
chemical and/or electrochemical reactions with their surroundings.
24. Types of corrosion
51.
Corrosion is aprocess that causes the deterioration of metals and alloys. There are several types of
corrosion, including:
1. Uniform corrosion
A common type of corrosion that occurs when the entire surface of a metal deteriorates through a
chemical or electrochemical reaction
2. Crevice corrosion
A localized type of corrosion that occurs in shielded areas, such as under washers, bolt heads, and
gaskets
3. Stress corrosion cracking
A type of corrosion that occurs when tensile stress and a corrosive environment combine
4. Intergranular corrosion
52.
A chemical orelectrochemical attack on the grain boundaries of a metal
5. Galvanic corrosion
An electrochemical reaction that occurs when two different metals are in electrical contact through an
electrolyte
6. Pitting corrosion
A type of corrosion that attacks a local area of the metal, eventually leading to the formation of holes
7. Erosion corrosion
A type of corrosion that occurs when there is relative movement between metal surfaces and corrosive
fluids
8. High-temperature corrosion
A type of corrosion that occurs when a metal is heated in a hot atmosphere that contains gases such as
oxygen or sulfur
Corrosion can be prevented by using corrosion inhibitors, coatings, and linings, and by altering the
environment.
What are the types of corrosion?
There are several types of corrosion, including uniform, pitting, crevice, galvanic, intergranular, stress
corrosion, and erosion corrosion.
What are the six types of corrosion prevention techniques?
Cathodic Protection.
Coating.
Corrosion Inhibitors.
Metal Selection and Surface Conditions.
Hot-Dip Galvanization.
Plating.
53.
25. Factors influencingcorrosion
Corrosion is a process that occurs when a metal or alloy interacts with its environment. Many factors can
influence the rate of corrosion, including temperature, moisture, pH, and the type of ions present.
Temperature
Corrosion activity can double for every 10°C increase in temperature.
Metallic objects can lag behind temperature changes due to their heat capacity.
Moisture
Metals exposed to high moisture and dew levels can corrode or rust quickly.
Salt water can increase the rate of corrosion.
pH
The pH value can be affected by temperature, pressure, and the presence of carbonates and other ionic
buffers.
Type of ions
The type of ions present can affect the rate of corrosion.
For example, chlorides found in road salt or ocean air can cause stress corrosion cracking in materials like
54.
austenitic stainless steel.
Otherfactors diffusion, conductivity, and electrochemical potential.
Corrosion protection
Corrosion rates can be reduced by applying anti-corrosion coatings or using corrosion protection
techniques like metal repair putties, composite repair compounds, and reinforcement wrap.
Factors influencing Corrosion one of the major factors includes the exposure of the materials to the
environment, which contains gases such as SO2, SO3, CO2, etc. Exposing the metals to moisture,
particularly salt water. It can increase the corrosion rate. Another main factor is the temperature.
What are the factors influencing corrosion?
Factors that influence corrosion include the metal properties, environmental conditions like temperature,
pH, and presence of ions. Protection methods include material selection, cathodic protection, modifying
the environment, metallic coatings, inorganic coatings, and organic coatings.
26. Testing of corrosion
Corrosion testing involves exposing a small sample of a material to a controlled environment that
simulates the conditions it will face in real-world use, to evaluate the rate and type of corrosion it
experiences, allowing researchers to select materials best suited to resist corrosion in that specific
environment; this is typically done by measuring weight loss, surface changes, or electrical properties of
the sample after exposure to the corrosive environment, with common methods including salt spray tests,
immersion tests, and electrochemical techniques like potentiodynamic polarization.
Key points about corrosion testing:
1. Purpose:
To predict how a material will corrode under specific conditions, allowing for informed material
selection to maximize the lifespan of a product.
55.
2. Sample preparation:
Smallspecimens are cut from the material to be tested.
3. Exposure environment:
Samples are exposed to a controlled environment that mimics the expected corrosive conditions, such as
salt spray, acidic solutions, or high humidity.
4. Testing methods:
Visual inspection: Observing surface changes like pitting, rust, or discoloration.
Weight loss measurement: Determining the mass loss of a sample due to corrosion.
Electrochemical techniques: Measuring electrical properties of the material while immersed in a
corrosive solution, including potentiodynamic polarization and electrochemical impedance spectroscopy
(EIS).
Salt spray test: A widely used accelerated corrosion test where a sample is exposed to a salt mist to
assess its resistance to corrosive environments.
Data analysis:
The corrosion rate is calculated based on the measured parameters, allowing for comparison between
different materials or surface treatments.
Some common types of corrosion testing:
Immersion testing: Submerging a sample in a corrosive solution to study general corrosion behavior.
Pitting corrosion testing: Evaluating susceptibility to localized corrosion in the form of pits
Stress corrosion cracking testing: Assessing the potential for cracking under combined stress and
corrosive environment
Crevice corrosion testing: Examining corrosion within confined spaces like gaskets or crevices
What is the corrosion test method?
56.
There are severalmethods for testing corrosion, including salt spray testing, immersion testing, and
electrochemical corrosion testing.
Why is corrosion testing important?
Corrosion testing can be used to anticipate a material's resistance to corrosion, compare different materials,
and evaluate a material's behavior in a specific corrosive environment.
27. In-service monitoring
"In-service monitoring" in the context of corrosion refers to the process of continuously measuring and
tracking the level of corrosion on a metal component or structure while it is actively in use, allowing for
early detection of corrosion issues and preventative actions to be taken before significant damage
occurs; essentially, monitoring corrosion "on the job" rather than just during periodic inspections.
Key points about in-service corrosion monitoring:
1. Real-time data:
Unlike traditional inspections, in-service monitoring provides ongoing data on corrosion rates, allowing
for timely intervention when corrosion levels start to increase.
2. Electrochemical methods:
Most in-service monitoring techniques are based on electrochemical principles, using sensors attached to
the metal surface to measure its electrical potential and current flow, which can be correlated to corrosion
rate.
3. Common methods:
Linear Polarization Resistance (LPR): A widely used method that applies a small electrical current to
the metal surface and measures the resulting potential change, providing a direct indication of corrosion
rate.
Corrosion potential monitoring: Measures the potential of the metal relative to a reference electrode,
which can help identify areas susceptible to corrosion.
57.
Electrochemical impedance spectroscopy(EIS): A more complex technique that provides detailed
information about the corrosion process by analyzing the electrical response to a range of frequencies.
Sensor placement:
Sensors are strategically placed on the metal surface depending on the application, such as critical areas
prone to corrosion or locations where environmental conditions could accelerate corrosion.
Data analysis:
Collected data is analyzed to identify trends in corrosion rate, allowing for adjustments to operating
conditions, maintenance schedules, or corrosion mitigation strategies.
Benefits of in-service corrosion monitoring:
1. Early detection:
Enables early identification of corrosion issues before they become critical, preventing potential failures
and costly repairs.
2. Predictive maintenance:
Allows for proactive maintenance based on real-time corrosion data, optimizing asset lifespan.
3. Cost savings:
By preventing unexpected failures, in-service monitoring can significantly reduce maintenance costs.
4. Improved safety:
Early detection of corrosion can help prevent potential safety hazards associated with structural
degradation.
Applications of in-service corrosion monitoring:
Pipelines: Monitoring corrosion in oil and gas pipelines to ensure safe operation.
Storage tanks: Monitoring corrosion in storage tanks for chemicals and petroleum products.
Offshore platforms: Monitoring corrosion on offshore structures exposed to harsh marine environments.
58.
Chemical processingequipment: Monitoring corrosion in process equipment exposed to corrosive
chemicals.
What is the corrosion monitoring method?
Corrosion monitoring is the practice of measuring the corrosivity of process stream conditions by the use
of “probes” which are inserted into the process stream and which are continuously exposed to the process
stream condition. Corrosion monitoring “probes” can be mechanical, electrical, or electrochemical devices.
What is an important duty of the corrosion monitor?
An early warning system to alert you to damaging conditions before a corrosion-induced failure can occur.
Insights on the parameters that have impacted your system, including the pressure, temperature, pH or flow
rate.
28. Simulated service monitoring
"Simulated service monitoring" in the context of corrosion refers to a testing method where a material is
exposed to a controlled environment that closely replicates the real-world conditions it will encounter
during its intended use, allowing researchers to evaluate its corrosion behavior without having to wait for
actual service time to pass; essentially, it's a lab-based experiment designed to mimic the corrosive
environment a component will face in a real application, providing a faster and more controlled way to
predict its corrosion rate and performance.
Key aspects of simulated service monitoring:
1. Representative environment:
The test environment is carefully designed to match the key corrosive elements present in the actual
service conditions, including temperature, humidity, chemical composition, and pH levels.
2. Test coupons:
Small samples of the material (called "coupons") are exposed to the simulated environment for a
predetermined period, allowing for easier monitoring and analysis of corrosion damage compared to
59.
testing on afull-scale component.
3. Corrosion rate measurement:
Techniques like weight loss measurements, electrochemical impedance spectroscopy, or linear
polarization resistance are used to quantify the corrosion rate of the test coupons.
4. Accelerated testing:
While aiming for realistic conditions, sometimes the test environment is slightly intensified to accelerate
the corrosion process and obtain results faster.
Benefits of simulated service monitoring:
1. Predictive analysis:
Provides insight into potential corrosion issues before a component is deployed in the field, enabling
preventive measures to be taken.
2. Cost-effective:
Testing on coupons is generally less expensive than testing full-scale structures.
3. Controlled environment:
Allows for precise control of variables to isolate the impact of specific corrosive factors.
Examples of simulated service monitoring:
1. Salt spray testing:
Exposing metal samples to a fine mist of salt solution to assess corrosion resistance in marine
environments.
2. Acid immersion testing:
Immersing coupons in acidic solutions to simulate corrosive conditions in industrial chemical
processing.
3. Soil burial testing:
60.
Burying test couponsin soil samples to evaluate corrosion behavior in underground applications.
29. Laboratory testing methods
Laboratory testing methods for corrosion typically involve exposing a material sample to a controlled
corrosive environment, then measuring the extent of corrosion through techniques like weight loss
analysis, electrochemical impedance spectroscopy (EIS), or visual inspection, allowing researchers to
evaluate the material's resistance to corrosion under specific conditions; common methods include salt
spray testing, immersion testing, and electrochemical testing, each simulating different corrosive
environments to assess various corrosion mechanisms like pitting or general corrosion.
Key aspects of laboratory corrosion testing:
1. Sample preparation:
Test specimens are cut from the material of interest and carefully prepared to ensure consistent surface
conditions.
2. Exposure to corrosive environment:
Samples are submerged in a solution or exposed to a controlled atmosphere simulating the intended
application, such as saltwater mist for coastal environments.
3. Measurement techniques:
Weight loss method: The most basic method, where the sample is weighed before and after exposure to
the corrosive environment, and the weight loss is used to calculate the corrosion rate.
Electrochemical impedance spectroscopy (EIS): Measures the electrical resistance of the material
surface, providing information about the corrosion rate and the protective film formation.
Linear polarization resistance (LPR): Measures the corrosion rate by applying a small potential to the
sample and analyzing the resulting current.
Visual inspection: Used to assess the appearance of corrosion, including pitting, crevice corrosion, or
general surface attack.
Common laboratory corrosion testing methods:
61.
1. Salt spraytest (ASTM B117):
Simulates exposure to saline environments by spraying a salt mist on the sample for a specified duration.
2. Immersion test (ASTM G31):
Submerges the sample in a corrosive solution for a set period, allowing for measurement of weight loss.
3. Crevice corrosion test:
Creates a confined space on the sample to evaluate susceptibility to crevice corrosion
4. Pitting corrosion test:
Exposes the sample to a corrosive environment to assess the formation and growth of pits
5. Galvanic corrosion test:
Connects dissimilar metals to study the potential for galvanic corrosion
6. Stress corrosion cracking test:
Applies stress to the sample while exposing it to a corrosive environment to evaluate susceptibility to
stress corrosion cracking
Factors considered in corrosion testing:
Test solution composition: The type of corrosive solution used depends on the intended application and
the corrosion mechanism to be studied.
Temperature: Temperature can significantly affect corrosion rates
Exposure duration: The test duration is chosen based on the desired level of corrosion and the expected
service life of the material.
One of the best-known methods is the neutral salt spray (NSS) test in accordance with ISO 9227. During
this test, we spray the test object in a test chamber with a salt solution (NaCl) for a specified period of time
– sometimes more than 1,000 hours.
What is the corrosion test method?
62.
There are severalmethods for testing corrosion, including salt spray testing, immersion testing, and
electrochemical corrosion testing.
30. Prevention of corrosion
Corrosion is the process of a metal deteriorating over time, especially when it's exposed to water or
air. You can prevent corrosion by protecting the metal's surface or using non-corrosive metals.
Methods to prevent corrosion
Use non-corrosive metals: Use metals like stainless steel or aluminum that are less likely to corrode.
Keep metal clean and dry: Make sure the metal surface is dry and free of contaminants.
Apply a coating: Apply a protective layer to the metal, such as paint, grease, oil, or a carbon fiber
coating.
Use a sacrificial anode: Use a sacrificial anode to provide cathodic protection.
Use an alloy: Add other metals to a base metal to improve its resistance to corrosion. For example, adding
chromium to steel creates stainless steel.
Use electroplating: Apply a layer of metal to another metal to prevent corrosion.
Use anodic protection: Use an electrical current to create a protective layer on the metal.
Use hot dip galvanization: Dip the metal into molten zinc to create a protective alloy coating.
Use anodizing: Create a protective layer of aluminum oxide on the metal.
What is the prevention of corrosion?
Corrosion is a process that weakens and eats away metal. To prevent corrosion, you can:
Use non-corrosive metals: Use metals like stainless steel or aluminum that are resistant to corrosion
Apply a coating: Apply a coating like grease, oil, paint, or carbon fiber to protect the metal
63.
Use corrosion inhibitors:Apply chemical compounds to create a protective film on the metal
Use cathodic protection: Make the metal the cathode of an electrochemical cell to control corrosion
Use a sacrificial anode: Use a sacrificial anode to provide cathodic protection
Keep the metal clean and dry: Store metal in a clean, dry place when not in use
Control the environment: Control the levels of sulfur, chloride, or oxygen in the environment
Perform regular maintenance: Remove any rust that has formed and regularly maintain the metal
Use alloying: Add other metals to a base metal to improve its resistance to corrosion
Use electroplating: Plate a metal onto another metal to prevent corrosion
Use hot dip galvanization: Dip steel into molten zinc to create a protective alloy coating
What are the six types of corrosion prevention techniques?
Cathodic Protection.
Coating.
Corrosion Inhibitors.
Metal Selection and Surface Conditions.
Hot-Dip Galvanization.
Plating.
31. Prevention of corrosion Material selection
Preventing corrosion through material selection means choosing a metal or alloy that is naturally resistant
to the corrosive environment it will be exposed to, essentially selecting a material that is less likely to
oxidize or react chemically with its surroundings, thus minimizing the degradation of the material over
time; examples include using stainless steel in applications with high moisture or acidic conditions, or
aluminum for its resistance to atmospheric corrosion.
64.
Key points aboutmaterial selection for corrosion prevention:
1. Understanding the environment:
The most critical factor is identifying the specific corrosive elements present (like moisture, chemicals,
temperature, pH level) in the operating environment to choose a material with suitable resistance.
2. Alloying:
Adding specific elements to a base metal can significantly enhance its corrosion resistance. For example,
adding chromium to steel creates stainless steel, which forms a protective oxide layer on its surface.
3. Passivity:
Certain materials exhibit "passivity," where a stable oxide layer forms on the surface, acting as a barrier
against further corrosion.
4. Compatibility considerations:
When designing a system, ensure all materials are compatible with each other to avoid galvanic
corrosion, where a more active metal corrodes faster when in contact with a less active one.
Examples of corrosion-resistant materials:
1. Stainless steel:
Widely used in applications like food processing, chemical handling, and architectural structures due to
its excellent resistance to a variety of corrosive environments.
2. Aluminum:
Resistant to atmospheric corrosion, making it suitable for outdoor applications like building facades and
automotive parts.
3. Copper:
Has good resistance to marine environments and is used in pipes and marine hardware.
4. Titanium:
65.
Highly resistant tocorrosion in harsh chemical environments, often used in medical implants and
aerospace components.
5. Nickel alloys:
Excellent resistance to acids and high temperatures, used in chemical processing equipment.
Factors to consider when selecting materials:
Cost: Corrosion-resistant materials can be more expensive than standard metals.
Mechanical properties: Material should have adequate strength and stiffness for the intended application.
Availability: Consider the accessibility of the chosen material in the desired quantity.
Processing capabilities: The ability to fabricate the material into the required shape and size.
How can we prevent corrosion by material selection method?
To prevent corrosion, it is important to choose materials that are resistant to corrosion, such as stainless
steel and aluminum. Proper surface finishes, such as plating or passivation, can also help to prevent
corrosion.
What material prevents corrosion?
One of the most effective ways of corrosion prevention is using metals that are not prone to corrosion.
These include aluminum and stainless steel.
What is the important of design and material selection in controlling corrosion?
Proper selection of materials and design are most effective in cutting the cost of corrosion and achieving
low cost reliability as corrosion can be designed out of the system. It is always easier and cheaper to erase
lines on a drawing than to repair or replace failed equipment or components in service.
32. Alteration of environment corrosion
"Alteration of environment corrosion" refers to the process of changing the surrounding conditions of a
metal to reduce its rate of corrosion, essentially manipulating the environment to minimize the chemical
66.
reactions that leadto metal degradation; this can involve adjusting factors like temperature, humidity, pH
levels, or removing corrosive substances present in the air or water where the metal is exposed.
Key points about altering the environment to control corrosion:
1. Modifying corrosive components:
This could involve reducing the concentration of aggressive ions like chlorides or sulfates in the
surrounding environment, often achieved through chemical treatments or filtration processes.
2. Controlling pH:
Adjusting the pH level of a liquid environment can significantly impact corrosion rates; for example,
adding a neutralizing agent to an acidic solution can help mitigate corrosion.
3. Temperature management:
Higher temperatures generally accelerate corrosion, so controlling the temperature of the environment
can be a crucial factor in corrosion prevention.
4. Humidity control:
Reducing humidity levels in the atmosphere can significantly minimize corrosion, particularly in
environments with high moisture content.
5. Adding corrosion inhibitors:
Introducing chemical compounds called "corrosion inhibitors" to the environment can form a protective
layer on the metal surface, slowing down the corrosion process.
Examples of environmental modification for corrosion control:
1. Industrial applications:
Treating boiler water with chemicals to adjust pH and oxygen content to prevent corrosion within the
boiler system.
2. Marine environments:
67.
Applying anti-fouling coatingsto ship hulls to reduce the accumulation of marine organisms that can
accelerate corrosion.
3. Storage practices:
Storing metal components in dry, well-ventilated areas to minimize exposure to moisture and pollutants.
Important considerations when altering the environment for corrosion control:
1. Cost-effectiveness:
Modifying the environment can be a cost-effective method for corrosion prevention, especially when
compared to other techniques like surface coatings, but the feasibility depends on the specific situation.
2. Environmental impact:
Chemical treatments used to modify the environment need to be carefully chosen to avoid introducing
harmful substances into the ecosystem.
3. Maintenance needs:
Maintaining the altered environment over time is crucial for continued corrosion protection.
What are the environmental effects of corrosion?
Environment: Corrosion has environmental implications as well. Leaks in corroded pipelines can result in
the release of hazardous substances into the environment, leading to pollution and ecosystem damage.
Technological Devices: Corrosion also affects electronic devices, leading to malfunctions and reduced
lifespan.
What environmental factors cause corrosion?
Polluted air is more corrosive than clean air. Hot water is more corrosive than cold water. Salt water is
more corrosive than fresh (low chloride content) water. Acids are more corrosive than bases (alkalis) to
steels.
68.
33. Prevention ofcorrosion by proper design
Proper design can help control corrosion by avoiding heterogeneity and using simple designs. This
includes using consistent materials, stress, and temperature distribution.
Design principles
Avoid heterogeneity: Avoid different metals, uneven stress, and temperature distribution.
Avoid sharp corners: Sharp corners are difficult to paint uniformly.
Avoid complex geometries: Complex geometries and narrow gaps make it difficult to clean, dry, and
apply surface treatments.
Follow codes and standards: Follow all relevant codes and standards, including rules for minimum gaps
between profiles.
Corrosion control methods
Corrosion inhibitors: Chemicals that slow down or prevent electrochemical reactions that cause
corrosion.
Cathodic protection: Electrically connects a more active metal to the metal that needs protection. For
example, zinc or magnesium anodes can protect steel in marine environments.
Metallic coatings: Anodic metallic coatings can protect against corrosion.
Ceramic coatings: Protective coatings like paints, galvanizing, or cathodic protection can prevent or
reduce contact with corrosive agents.
Electroplating: A metal is plated onto another metal to prevent corrosion.
How can corrosion be prevented by proper designing?
Proper design can reduce the amount of stress on a material, which can in turn reduce the likelihood of
corrosion. For example using smooth surfaces rather than rough ones can reduce the amount of surface
area where corrosion can occur.
69.
How does designinfluence corrosion prevention?
The design of a structure can affect the durability of any protective coating applied to it. Structures
designed with many small structural components and fasteners are more difficult to protect than those with
large flat surfaces.
34. Cathodic and anodic protection in corrosion
Cathodic and anodic protections are methods used to control corrosion by modifying the potential of a
metal.
Cathodic protection
Makes the metal to be protected the cathode of an electrochemical cell
70.
Prevents corrosionby shifting the metal's potential into a region of immunity
Can be achieved by connecting a sacrificial anode or by applying an electric current
Commonly used on carbon-steel structures and other structural metals
Anodic protection
Makes the metal to be protected the anode of an electrochemical cell
Prevents corrosion by shifting the metal's potential into a region of passivity
Used in the chemical-process and mining industries on stainless steels and other corrosion-resistant metals
How they work
1. Cathodic protection
The metal to be protected is made the cathode, and a sacrificial anode or an electric current is
applied. This causes positive current to flow onto the metal, preventing corrosion.
2. Anodic protection
The metal to be protected is made the anode, and an electric current is applied. This causes the metal to
become anodic enough to passivate, which almost completely stops corrosion.
What is cathodic protection and anodic protection?
Anodic protection is a type of electrochemical process in which we can protect a metal. surface by making
it the anode in the electrochemical cell, while cathodic protection is a. type of electrochemical process in
which we can protect a metal surface by making it the. Cathode in the electrochemical cell.
What is the difference between anodic and cathodic?
In cathodic electro coating, the part has a negative charge to which positively charged polymer is attracted,
a movement called electrophoresis. The anodic case is similar, but the polymer has a negative charge and
the part has a positive charge.
35. Corrosion inhibitors
71.
Corrosion inhibitors arechemicals that reduce the rate of corrosion on metals by forming a protective
film. They are often added to corrosive environments in small amounts.
Types of corrosion inhibitors
1. Anodic inhibitors
Prevent the oxidation of metal surfaces by forming a thin film that blocks metal ions from entering the
solution. They are often used on iron and steel, which corrode in acidic environments.
2. Cathodic inhibitors
Prevent the reduction of oxygen at metal surfaces by consuming oxygen or providing a more easily
reducible species. They are often used on aluminum and magnesium, which corrode in alkaline
72.
environments.
3. Mixed inhibitors
Reduceboth cathodic and anodic reactions. Silicates and phosphates are examples of mixed inhibitors
that are used in water softeners to prevent rust.
4. Adsorption inhibitors
Reduce corrosion by forming a thin layer of molecules on the metal surface. This layer polarizes the
metal and reduces its effective surface area. Organic compounds like thiourea, imidazole, and
benzotriazole are examples of adsorption inhibitors.
Benefits of corrosion inhibitors
Corrosion inhibitors can extend the service life of metallic components.
Sustainable corrosion inhibitors can be environmentally friendly and non-toxic.
A corrosion inhibitor is a substance that effectively reduces or prevents the corrosion of exposed metal in a
corrosive environment. Inhibitors in small concentrations are added to cooling water, acid, and steam to
maintain an inhibiting surface film.
What are the three types of corrosion inhibitors?
Cathodic Inhibitor.
Anodic Inhibitor.
Mixed Inhibitor.
What chemicals are used as inhibitors?
Enzyme inhibitors can be used as drugs to inhibit chemical processes. These include Acyclovir (fighting
herpes), methotrexate (fighting bacterial infections as well as cancers), Trazadone (combating depression),
and ciglitazone (to address inflammatory diseases).
What is a corrosion inhibitor?
73.
Corrosion inhibitors arechemicals that reduce the rate of corrosion on metal surfaces. They are added to
liquids or gases that come into contact with the metal.
How they work
Corrosion inhibitors form a protective layer on the metal surface.
This layer prevents corrosive agents like water, oxygen, and acids from interacting with the metal.
The layer can be a passivation layer, which reduces the access of corrosive substances to the metal.
Where they are used
Corrosion inhibitors are used in industrial settings, vehicles, and water treatment.
They are also found in over-the-counter products, like sprays that combine a lubricant and corrosion
inhibitor.
Unit-IV
SURFACE TREATMENTS
36. Surface treatments
Surface treatments in surface engineering are processes that alter the surface of a material to improve its
properties. These treatments can be mechanical, chemical, thermal, or manual.
Types of surface treatments
1. Coating
A widely used method that involves applying a layer of material to improve the surface
properties. Coatings can be polymeric, ceramic, or metallic.
2. Thermal spraying
A process that involves heating or melting a material and then accelerating it to bond it to a surface.
3. Laser surface treatment
74.
A thermal processthat uses laser radiation to modify the surface of a material.
4. Plating
A process that involves applying a coating to a surface, such as paint, powder coating, or electroplating.
5. Ceramic coating
A coating that can be applied to metal components to make them more abrasion resistant and electrically
nonconductive.
6. Vapor deposition
A process that involves depositing a material onto a surface using physical or chemical vapor deposition.
7. Thermal coating
A process that involves using heat to diffuse, carburize, nitride, or metal plate a surface.
Surface treatments are used in many applications, including construction, medical devices, and other
engineering projects.
The surface treatment is a kind of surface modification techniques to achieve required corrosion or
oxidation resistance or to create new features on the surface without damaging the desired basic or
mechanical properties of the substrate.
What is surface treatment in engineering?
Surface engineering, by either surface coating or surface treatment, is the process of enhancing the surface
and subsurface properties of a material, while maintaining the bulk properties of the treated material
unchanged (1–6).
What is the surface treatment?
Surface treatment is an additional process applied to the surface of a material for the purpose of adding
functions such as rust and wear resistance or improving the decorative properties to enhance its
appearance.
75.
37. Surface properties
Insurface engineering, "surface properties" refer to the characteristics of a material's outermost layer,
including its chemical composition, physical texture (roughness), and electrical properties, which
significantly influence how the material interacts with its environment and determines its functionality in a
specific application, like adhesion, wear resistance, corrosion resistance, and wettability.
Key aspects of surface properties:
Chemical properties:
Wettability: Whether a surface is hydrophilic (water-loving) or hydrophobic (water-repelling)
depending on the chemical bonds at the surface.
Surface functional groups: Specific chemical groups present on the surface that can influence
adhesion, reactivity, and biocompatibility.
Surface charge: The electrical charge on the surface, which affects interactions with other charged
particles.
Physical properties:
Surface roughness: The texture of the surface, characterized by peaks and valleys, impacting friction,
adhesion, and wear resistance.
Topography: The overall geometric pattern of the surface, including features like grooves or patterns.
Surface morphology: The shape and structure of the surface at a microscopic level.
Importance of surface engineering:
Improving performance:
By modifying surface properties, engineers can enhance the desired characteristics of a material for
specific applications, like making a metal component more corrosion-resistant or a medical implant more
biocompatible.
Tailoring functionality:
76.
Different surface treatmentscan be applied to achieve specific functions, such as creating a highly
slippery surface for anti-fouling applications or a highly adhesive surface for bonding materials.
Examples of surface engineering techniques to modify surface properties:
Chemical etching:
Removing specific surface layers to alter chemical composition and roughness.
Oxidation:
Creating an oxide layer on a metal surface to enhance corrosion resistance.
Electroplating:
Depositing a metal layer on a surface to improve wear resistance or electrical conductivity.
Plasma treatment:
Bombarding a surface with plasma to modify its chemical composition and surface energy.
Polymer coating:
Applying a polymer layer to alter surface properties like wettability, adhesion, and friction.
Surface properties cover a wide range of aspects and multiple facets. On the one hand, they refer to the
characteristics of the surface prior to treatment - for example, prior to coating. At the same time, the term
also refers to the properties that generate such a coating.
What are the surface properties?
The surface condition comprises the properties of the surface border zone. These are chemical, mechanical,
and geometrical properties. The chemical and mechanical properties comprise chemical composition,
grain, hardness, strength, and in homogeneities.
What is an example of a surface property?
Important surface properties are surface area, polarity, surface charge and porosity. Besides this the
interaction of the surfaces with the components of the bulk liquid plays an important role. For example, the
77.
adsorption of ionsonto the surfaces changes the surface properties.
38. Hydrophobic surface
A "hydrophobic surface" refers to a material that repels water, meaning it does not easily become wet
when in contact with water droplets, due to the surface molecules having a strong tendency to avoid
interaction with water molecules; essentially, it is a "water-fearing" surface, where water droplets tend to
bead up and roll off instead of spreading out evenly.
Key points about hydrophobic surfaces:
1. Contact angle:
The hydrophobicity of a surface is usually measured by the contact angle of a water droplet on the
surface; a hydrophobic surface will have a contact angle greater than 90 degrees, indicating that the water
droplet forms a spherical shape on the surface.
2. Molecular basis:
Hydrophobic surfaces are typically composed of non-polar molecules, which lack the ability to form
hydrogen bonds with water molecules, causing them to repel water.
3. Examples:
Lotus leaves, certain types of fabrics treated with water-resistant coatings and Teflon are common
examples of materials with hydrophobic properties.
Contrast with hydrophilic surfaces:
Hydrophilic surfaces: In contrast, a hydrophilic surface readily attracts water and has a contact angle less
than 90 degrees, meaning water droplets will spread out on the surface.
Applications of hydrophobic surfaces:
Water-resistant clothing: Hydrophobic coatings on fabrics help repel rain and moisture.
Protective coatings: Applying hydrophobic coatings to surfaces can prevent water damage and staining.
Anti-fouling surfaces: Hydrophobic surfaces can resist the adhesion of dirt and other particles.
78.
Hydrophobic surfaceis a surface that has the ability to repel water [1]. The term hydrophobicity was
derived from two Greek words that are hydro that means water and phobos that means fear; thus,
hydrophobic surfaces can be define as material that tend to repel with water.
What are the properties of a hydrophobic surface?
A hydrophobic surface is defined as a surface that repels water and exposes groups like methyl, methylene,
methoxy, or trifluoromethyl ester. These surfaces bind proteins more strongly than hydrophilic surfaces
due to increased interactions with hydrophobic protein domains.
How do you explain hydrophobic?
Hydrophobic is a property of molecules that do not mix with water. The definition of hydrophobic can be
sorted out from the Greek etymology of the word. "Hydro" means water and "phobic" means fearing. Thus,
hydrophobic molecules, also called hydrophobes, are water fearing molecules.
What is an example of a hydrophobic surface?
The word hydrophobic can be directly translated as a “fear of water” which is a good description of a
surface that repels water. Several examples of such surfaces can be found in nature such as lotus leaves,
shark skin, and butterfly wings.
39. Super hydrophobic in surface properties
79.
A "superhydrophobic" surfaceis a material that exhibits extreme water repellency, meaning water droplets
form very high contact angles on its surface and easily roll off due to a combination of low surface energy
and a micro/nano textured structure, essentially making it "super water-resistant"; this property is often
characterized by a water contact angle exceeding 150 degrees and a very low sliding angle, allowing water
to readily bead up and slide away with minimal force.
Key points about superhydrophobic surfaces:
1. High contact angle:
80.
When a waterdroplet lands on a superhydrophobic surface, it forms a very large contact angle (typically
above 150 degrees), indicating minimal interaction between the water and the surface.
2. Low surface energy:
The material itself has a low surface energy, meaning it doesn't readily attract water molecules.
3. Micro/nano texture:
Most superhydrophobic surfaces have a textured structure on a microscopic or nanoscopic scale, which
helps trap air pockets between the water droplet and the surface, further enhancing water repellency.
Examples of superhydrophobic surfaces in nature:
1. Lotus leaf:
The iconic "lotus effect" where water droplets easily roll off the leaf due to its micro-textured surface.
2. Insect wings:
Some insects like water striders have tiny hairs on their wings that create a superhydrophobic surface,
allowing them to walk on water.
Applications of superhydrophobic surfaces:
1. Self-cleaning surfaces:
Coatings on windows, solar panels, and other surfaces can be made superhydrophobic to repel dirt and
rain, facilitating self-cleaning.
2. Anti-fouling coatings:
Used on boat hulls to prevent marine organisms from attaching.
3. Water-resistant textiles:
Clothing and other fabrics can be treated with superhydrophobic coatings to make them water-resistant.
4. Microfluidic devices:
Manipulating small liquid droplets on superhydrophobic surfaces for applications in lab-on-a-chip
81.
devices.
What is meantby superhydrophobic?
The term superhydrophobic refers to materials that exhibit contact angles with water that are greater than
150°. The inspiration for these coatings comes from nature, where self-cleaning plants such as the lotus
leaf have garnered much attention.
What are the properties of a hydrophobic surface?
A hydrophobic surface is defined as a surface that repels water and exposes groups like methyl, methylene,
methoxy, or trifluoromethyl ester. These surfaces bind proteins more strongly than hydrophilic surfaces
due to increased interactions with hydrophobic protein domains.
What is an example of a superhydrophobic coating?
Superhydrophobic coatings are also found in nature; they appear on plant leaves, such as the lotus leaf, and
some insect wings.
40. Hydrophilic surface coating
A "hydrophilic" surface coating property means that a material has a strong affinity for water, essentially
"loving" water, causing water droplets to spread out and fully wet the surface when applied, unlike a
hydrophobic surface which repels water and forms beads; this is achieved through chemical interactions on
the surface that allow water molecules to readily bond with the coating material, making it useful in
applications where wetting and easy cleaning are desired, like medical devices or certain optical
components.
Key points about hydrophilic surface coatings:
1. Meaning:
"Hydro" means water and "philic" means loving, so hydrophilic literally translates to "water-loving."
2. Behavior:
82.
When water isplaced on a hydrophilic surface, it spreads out evenly, forming a low contact angle.
3. Mechanism:
Hydrophilic surfaces often contain polar functional groups like hydroxyl groups (-OH) which can form
hydrogen bonds with water molecules, facilitating strong attraction.
4. Applications:
Medical devices: Hydrophilic coatings on catheters and implants can reduce friction and
improve compatibility with bodily fluids.
Microfluidics: Hydrophilic channels in microfluidic devices allow for efficient fluid flow.
Optical lenses: Anti-fog coatings on glasses are often hydrophilic to prevent water droplets
from forming.
Textiles: Hydrophilic fabrics can absorb moisture quickly.
Hydrophilic surface uses a chemical coating or screen layer for removing soiling, where the surface has a
strong tendency to attract water. In this self-cleaning mechanism, the water droplet spreads on the surface,
moves deep inside the dust particle and carries it away.
What is hydrophilic coating?
Hydrophilic coatings are used in medical devices to reduce surface friction while increasing lubricity so
that a medical device can reach its intended destination as easily as possible. Hydrophilic is the chemical
term for “water-loving.”
What are the properties of a hydrophilic surface?
The surface is said to be hydrophilic if the contact angle is below 90 degrees. If the contact angle is lower
than 5 degrees the surface is completely wetted and called superhydrophilic.
How do you make hydrophilic coating?
A common question is how to make a hydrophilic coating. Manufacturers can make a surface of a material
83.
hydrophilic by plasmacoating. The easiest way to make a surface temporarily hydrophilic is using plasma
activation. This high surface energy condition is temporary due to the water vapor or humidity in the air.
41. Surface metallurgy
"Surface metallurgy" in surface treatment refers to the practice of modifying the surface properties of a
metal by using metallurgical techniques, like heat treatment, chemical treatments, or mechanical processes,
to enhance its performance characteristics like corrosion resistance, wear resistance, or adhesion without
significantly altering the bulk properties of the metal itself; essentially, it's about manipulating the surface
layer of a metal to achieve specific functional needs.
Key points about surface metallurgy:
1. Focus on the surface layer:
Unlike traditional metallurgy which deals with the entire metal piece, surface metallurgy specifically
targets the outer layer of the material, allowing for tailored surface properties while maintaining the
desired bulk properties.
2. Common methods:
Heat treatment: Techniques like carburizing, nitriding, and induction hardening where the
metal surface is heated to a specific temperature to alter its composition and hardness.
Chemical treatments: Processes like anodizing (for aluminum), chromating (for steel), or
pickling (surface cleaning) where chemical reactions modify the surface layer.
Mechanical treatments: Shot peening, where small metal particles are blasted onto the
surface to induce compressive stress, improving fatigue resistance.
Benefits of surface metallurgy:
Improved corrosion resistance: By creating a protective oxide layer or coating on the
surface, which can significantly extend the lifespan of metal components.
Enhanced wear resistance: Hardening the surface layer can significantly increase its ability to
84.
withstand abrasion andwear.
Better adhesion properties: Surface treatments can enhance the ability of coatings or
adhesives to bond to the metal surface.
Examples of surface metallurgy applications:
Gears and bearings:
Surface hardening techniques like carburizing are used to create a hard wearing surface on critical
components while maintaining a ductile core.
Automotive parts:
Anodizing aluminum components to improve corrosion resistance and appearance.
Medical implants:
Surface treatments to enhance biocompatibility and prevent tissue rejection.
Metallurgy. Also known as: case hardening. Written and fact-checked by. Surface hardening, treatment of
steel by heat or mechanical means to increase the hardness of the outer surface while the core remains
relatively soft.
What is surface treatment in metallurgy?
The surface treatment of metal is an essential part of the production process. The surface of components is
processed to improve or change mechanical, chemical or optical properties. Surface treatment increases the
service life and efficiency of components, helps reduce costs and protects components from corrosion.
42. Surface coating Techniques
85.
Surface coating techniquesrefer to processes where a protective or decorative layer is applied to the
surface of a material, like metal or plastic, to enhance its properties such as corrosion resistance, wear
resistance, appearance, or functionality, often achieved through methods like electroplating, powder
coating, thermal spraying, chemical vapor deposition (CVD), and physical vapor deposition (PVD).
Key points about surface coating techniques:
1. Purpose:
To modify the surface properties of a material by adding a new layer, improving its performance in
specific applications.
2. Common methods:
Electroplating: Uses an electric current to deposit a metal layer onto a surface, commonly
used for corrosion protection.
Powder coating: Applies a dry powder coating that melts and adheres to the surface when
heated, known for its durability and environmental benefits.
86.
Thermal spraying: Spraysmolten material onto a surface using heat sources like plasma or
combustion, providing wear-resistant coatings.
Chemical Vapor Deposition (CVD): A chemical reaction occurs between gaseous reactants to
deposit a thin film on a surface, often used for electronic components.
Physical Vapor Deposition (PVD): A physical process where material is evaporated and
condensed onto a surface to form a thin film.
Examples of surface coating applications:
Galvanizing: Applying a zinc coating to steel to protect against corrosion
Anodizing: Creating an oxide layer on aluminum to improve its corrosion resistance and appearance
Painting: Applying a decorative or protective layer of paint to a surface
Ceramic coating: Applying a ceramic layer for wear resistance and heat protection
Factors to consider when choosing a surface coating technique:
Material of the substrate: Different materials require specific coating methods for optimal adhesion
Desired properties: Corrosion resistance, wear resistance, aesthetics, electrical conductivity, etc
Cost and production requirements: Some techniques are more suitable for large-scale production than
others
What are the techniques of surface coating?
The coating is carefully applied to the surface using techniques such as spraying, dipping, brushing, or
electroplating. Surface coatings serve multiple purposes, such as providing corrosion resistance, improving
wear resistance, reducing friction, enhancing adhesion, and adding aesthetic appeal.
What are the different types of surface coatings?
Examples include solvent-based coatings, water-based coatings, powder coatings, and electrocoat coatings.
Powder Coatings: These coatings are applied as dry powder particles and then melted and fused onto the
87.
substrate surface throughheat curing.
43. Surface coating Techniques PVD
PVD, which stands for "Physical Vapor Deposition," is a surface coating technique where a solid material
is vaporized in a vacuum chamber and then deposited onto a substrate, creating a thin film with altered
surface properties like improved wear resistance, corrosion protection, or enhanced aesthetics depending
on the material used; essentially, it involves transforming a solid material into a vapor and then allowing it
to condense onto a target surface to form a coating.
Key points about PVD:
1. Vacuum environment:
The process takes place in a vacuum chamber to ensure the vaporized material can travel freely without
collisions with other particles.
2. Vaporization methods:
Different techniques can be used to vaporize the material, including thermal evaporation (heating with a
88.
filament), sputtering (bombardingthe target with ions), or pulsed laser deposition (using a laser to ablate
the material).
3. Deposition process:
Once vaporized, the material travels to the substrate surface where it condenses and adheres, forming a
thin film coating.
4. Benefits:
PVD coatings can enhance properties like wear resistance, corrosion resistance, hardness, adhesion, and
appearance depending on the chosen coating material.
Common PVD techniques:
1. Thermal evaporation:
A simple method where the source material is heated in a crucible until it vaporizes.
2. Sputtering:
A widely used technique where ions bombard the target material, ejecting atoms that are then deposited
on the substrate.
3. Magnetron sputtering:
An improved version of sputtering that uses magnetic fields to enhance the deposition rate and plasma
confinement.
4. Cathodic arc evaporation:
A high-energy process that produces a plasma arc to vaporize the material.
5. Pulsed laser deposition (PLD):
A precise technique where a pulsed laser is used to ablate the target material.
Applications of PVD coatings:
Cutting tools: To improve wear resistance and tool life
89.
Medical implants:Enhancing biocompatibility and corrosion resistance
Automotive parts: For decorative finishes and protection against wear and corrosion
Electronics: Creating conductive or insulating layers on semiconductors
Optical components: To modify surface properties for improved light transmission or reflection
PVD (physical vapor deposition) coating, also known as thin-film coating, is a process in which a solid
material is vaporized in a vacuum and deposited onto the surface of a part.
What is the PVD coating technique?
PVD stands for Physical Vapor Deposition. PVD Coating refers to a variety of thin film deposition
techniques where a solid material is vaporized in a vacuum environment and deposited on substrates as a
pure material or alloy composition coating.
Why use PVD coating?
PVD coatings are generally used to improve hardness, increase wear resistance, and prevent oxidation.
They can also be used for aesthetic purposes. Thus, such coatings are used in a wide range of applications
such as: Aerospace industry.
44. Surface coating Techniques CVD
90.
Chemical Vapor Deposition(CVD) is a surface coating technique where a thin film of material is
deposited onto a substrate by introducing gaseous chemical precursors into a chamber, which then react on
the heated substrate surface to form a solid coating, effectively modifying the surface properties of the base
material; this process occurs in a controlled environment, often under vacuum, allowing for precise control
over the coating composition and thickness.
Key points about CVD:
Process:
Gaseous precursors are introduced into a chamber where they are exposed to heat, causing them to
decompose and react with the substrate surface, forming the desired coating layer.
Advantages:
Excellent conformal coating on complex geometries, reaching into holes and crevices.
High purity and precise control over film thickness.
Ability to deposit a wide range of materials including metals, ceramics, and semiconductors.
Important factors:
91.
Substrate temperature: Criticalfor the reaction to occur and influences the film properties.
Precursor gas selection: Choosing the right gas mixture determines the composition of the
deposited film.
Chamber pressure and gas flow: Affects the deposition rate and film uniformity.
Types of CVD:
Atmospheric Pressure CVD (APCVD):
Performed at near atmospheric pressure, often used for large-scale production.
Low-Pressure CVD (LPCVD):
Performed at reduced pressure, offering better control over film thickness and uniformity.
Plasma Enhanced CVD (PECVD):
Utilizes plasma to activate the precursor gases, allowing for lower deposition temperatures.
Applications of CVD
Semiconductor manufacturing: Deposition of protective layers on integrated circuits.
Microelectronics: Creating insulating layers and conducting pathways.
Solar cells: Deposition of light-absorbing layers
Cutting tools: Enhancing wear resistance with hard coatings like diamond-like carbon.
Medical implants: Applying biocompatible coatings for improved tissue integration.
Chemical vapor deposition is a process that involves the reaction of a volatile precursor which is injected
into a chamber (typically under vacuum). The chamber is heated to a reaction temperature that causes the
precursor gas to react or break down into the desired coating and bond to the material surface.
What is PVD and CVD coating?
Physical Vapor Deposition (PVD) and Chemical Vapor Deposition (CVD) are thin film coating processes
that create solid layers on a substrate. Both processes can improve a material's surface properties, such as
92.
wear resistance, corrosionresistance, and electrical conductivity.
What is application of CVD coating?
CVD is used in the semiconductor industry to make materials that are used to produce solar panels, light-
emitting diodes, and integrated circuits found in devices like phones and televisions. CVD also helps
prepare single crystal metal oxides, such as sapphire and ferrites.
45. Surface coating Techniques Physical CVD
"Physical CVD" refers to a surface coating technique where a thin film is deposited onto a substrate
through a chemical vapor deposition (CVD) process, but utilizing primarily physical mechanisms like
evaporation or sputtering to generate the vapor phase of the coating material, rather than chemical
reactions to create the gaseous precursor as in traditional CVD methods; essentially combining aspects of
physical vapor deposition (PVD) with the deposition principle of CVD.
Key points about Physical CVD:
1. Vapor Generation:
93.
Unlike standard CVD,where gaseous precursors are introduced directly, in Physical CVD, the coating
material is first physically vaporized from a solid source (like a target material) using techniques like
electron beam evaporation, magnetron sputtering, or resistance heating within a vacuum chamber.
2. Chemical Reaction on Surface:
Once the vaporized material reaches the heated substrate, it undergoes chemical reactions with the
surface atoms or other gas species present in the chamber to form the desired coating film.
3. Advantages:
Allows for deposition of materials with high melting points that might not be readily available
as gaseous precursors in traditional CVD.
Can achieve precise control over film thickness and composition.
Offers good adhesion to the substrate due to the surface reactions involved.
Applications:
Deposition of hard coatings on cutting tools for improved wear resistance
Creating protective layers on electronic components
Fabricating thin film solar cells
Comparison with "Standard CVD":
1. Precursor Generation:
In standard CVD, the gaseous precursor is introduced directly into the chamber, while in Physical CVD,
the precursor is created by physically vaporizing a solid source.
2. Chemical Reactions:
Standard CVD relies heavily on chemical reactions in the gas phase to generate the coating material,
whereas Physical CVD may involve more surface-driven chemical reactions.
In CVD process, the gaseous phase of the required material is condensed onto the surface of the target.
During the CVD process high temperature heating of substrate is done due to which the selection of
94.
materials is limitedsince it only works with materials that have high melting points.
What is physical chemical vapor deposition?
Physical vapour deposition uses physical reactions to change a liquid source material to a gas. The material
then returns to its solid state as a thin layer on the surface of the substrate. Chemical vapour deposition
creates thin films using chemical reactions.
46. Ion implantation
Ion implantation is a process that uses an electrical field to accelerate ions into a solid material. The ions
95.
alter the material'sproperties, such as its chemical, physical, or electrical properties.
How it works
1. Ions of a desired element are created in an ion source.
2. An accelerator increases the energy of the ions.
3. The ions are directed at a target material, such as a silicon substrate.
4. The ions collide with the target material's atoms, losing energy and coming to rest.
What it's used for
1. Semiconductor fabrication
Ion implantation is a key part of creating the circuitry in electronic devices.
2. Metal finishing
Ion implantation can improve the surface hardness and resistance to wear of metal parts.
3. Materials science research
Ion implantation can be used to study how ions change the properties of materials.
4. Medical industry
Ion implantation can be used to create parts for medical devices, such as syringes, caps, and implants.
Advantages
Ion implantation is a low-temperature process, so it can avoid thermal defects.
It can be used to introduce a wide range of elements into a material.
It can be used to create detailed circuitry.
Ion implantation is a low-temperature process by which ions of one element are accelerated into a solid
target, thereby changing the target's physical, chemical, or electrical properties.
What are the different types of ion implantation?
96.
Ion implantation hasbeen categorized into three groups: low, medium, and high energy. Low energy
implant is the formation of source/drain regions, with energy under 100KeV, and current over 140 mA.
Medium energy implants are channel and pocket regions, with energy under 200KeV, and current below
1–2 mA.
What are the advantages of ion implantation?
Surface modification: Ion implantation can change the surface properties of a material without
depositing a bulk coating.
Low temperature: The process is performed at low temperatures, usually under 100°C, which
preserves the material's mechanical properties.
Precise control: Ion implantation allows for precise control over the dose and depth of the impurities.
No geometric changes: The process doesn't cause geometric changes to the material.
Reduced friction: Ion implantation can reduce friction, especially in metal packaging.
Improved wear and corrosion resistance: Ion implantation can improve the wear and corrosion
resistance of materials like plastics, polymers, and elastomers.
Increased surface hardness: Ion implantation can increase the surface hardness of metallic parts
without affecting their core properties.
Tailored electrical properties: Ion implantation can be used to tailor the electrical properties of
materials like semiconductors.
Can be applied locally: Ion implantation can be performed locally on already finished parts.
What is ion implantation in detail?
Ion implantation is a low-temperature process by which ions of one element are accelerated into a solid
97.
target, thereby changingthe target's physical, chemical, or electrical properties.
What are the disadvantages of ion implantation?
Ion implantation can cause damage to the target material, which can lead to a number of disadvantages.
These include:
Crystallographic damage: Ion implantation can create point defects in the target material, such as
vacancies and interstitials.
Amorphization: The damage can be severe enough to turn the surface of the target into an amorphous
solid.
Sputtering: Some collisions can eject atoms from the surface, which slowly etches away the surface.
Damage recovery: The damage caused by ion implantation often requires thermal annealing to repair.
Expensive equipment: Ion implantation equipment is expensive and sophisticated.
Toxic gas sources: Ion implantation often uses toxic gas sources like arsine and phosphine .
98.
Impurity content: Ionimplantation typically has a higher impurity content than diffusion.
Difficult to create deep and shallow profiles: It can be difficult to create very deep or very shallow
profiles using ion implantation.
Not all damage can be corrected: Not all damage caused by ion implantation can be corrected by
annealing.
Ion implantation is a process that accelerates ions of a material to impact a solid, which can change its
physical, chemical, and electrical properties.
47. Surface welding
Surface welding, also known as surfacing welding, is a specialized welding process where a layer of
material is deposited onto the surface of a base metal to enhance its properties, typically improving wear
resistance, corrosion protection, or rebuilding worn areas, effectively extending the lifespan of a
component by modifying its surface characteristics.
Key points about surface welding:
1. Purpose:
To add a new layer of material with desired properties like high hardness, high wear resistance, or
specific chemical resistance to the surface of a part.
2. Application:
Used on components that experience high wear and tear, such as machine parts, tools, shafts, and gears,
where the surface layer is critical for performance.
3. Process:
Base material preparation: The surface of the base metal is cleaned and prepared to ensure proper
adhesion of the new layer.
Welding process: A suitable welding technique like arc welding (e.g., MIG, TIG, or submerged arc) is
99.
used to depositthe desired surfacing material onto the surface.
Material selection: The surfacing material chosen depends on the required properties, such as hard
alloys for wear resistance, stainless steel for corrosion resistance, or specific metal compositions for
specialized applications.
Common types of surface welding
1. Hardfacing:
The most common type, where a hard alloy is applied to the surface to increase wear resistance.
2. Corrosion resistant surfacing:
Applying a layer of corrosion-resistant metal like stainless steel to protect against corrosive
environments.
3. Repair surfacing:
Rebuilding worn or damaged areas on a component by depositing a new layer of material.
Benefits of surface welding:
1. Extended component life:
By adding a wear-resistant layer, the lifespan of a component can be significantly increased.
2. Cost-effective repair:
Surface welding can be used to repair worn parts instead of replacing them entirely.
3. Improved performance:
By modifying the surface properties, the component can perform better in specific applications.
Factors to consider in surface welding:
1. Material compatibility:
Ensuring the surfacing material is compatible with the base metal to prevent cracking or delamination.
2. Heat input control:
100.
Managing the heatduring welding to minimize distortion and maintain the desired properties of the
surfacing layer.
3. Surface preparation:
Proper cleaning and surface preparation are crucial for good adhesion of the surfacing material.
In "surfacing welding," a heat-, wear-, and corrosion-resistant metal coating is deposited on a workpiece's
surface or edge. Surface welding can improve product performance, maximize material utilization, and
increase part useful life. Different surfacing methods are needed for different electrodes and workpieces.
What is surface welding?
Surfacing welds are commonly used to add a wear-resistant layer of metal to an object to strengthen its
surface or rebuild worn areas. In these cases, a metal with a greater wear resistance than the base metal is
used to perform the welding.
48. Thermal spraying methods
101.
Thermal spraying isa surface treatment technique where particles of a chosen material are heated to a
molten or semi-molten state and then propelled onto a substrate at high velocity, forming a coating layer by
rapidly solidifying upon impact, providing enhanced properties like wear resistance, corrosion protection,
and thermal insulation to the treated surface; common thermal spraying methods include flame spraying,
electric arc spraying, plasma spraying, high-velocity oxygen fuel (HVOF) spraying, and detonation gun
spraying, each with its own advantages and application areas depending on the desired coating properties
and material compatibility.
Key aspects of thermal spraying:
Process steps:
o Powder feed: The material to be sprayed (usually in powder form) is fed into the heating source.
o Heating: The powder particles are heated to a high temperature, either by a flame, electric arc, plasma, or
detonation wave, reaching a molten or semi-molten state.
102.
o Injection andacceleration: The heated particles are propelled through a nozzle at high velocity towards
the substrate surface.
o Impact and solidification: Upon hitting the substrate, the particles flatten and rapidly solidify, forming a
cohesive coating layer.
Common Thermal Spraying Methods:
Flame Spraying
Mechanism: Uses a combustion flame to heat the powder particles.
Advantages: Simple setup, low cost, suitable for thick coatings.
Disadvantages: Relatively low deposition rate, poor control over particle velocity, can lead to porosity
in the coating.
Electric Arc Spraying:
Mechanism: Utilizes an electric arc between two wire electrodes to melt the material.
Advantages: Can handle a wide range of materials, well for large coating areas.
Disadvantages: Can have inconsistent coating quality due to variations in arc stability, potential for
oxide formation.
Plasma Spraying
Mechanism: Uses a high-energy plasma gas to heat the powder particles.
Advantages: High deposition rate, excellent control over coating properties, suitable for a wide variety
of materials.
Disadvantages: Requires sophisticated equipment, can be expensive.
High-Velocity Oxygen Fuel (HVOF) Spraying
Mechanism: Combines high-pressure oxygen with a fuel gas to achieve high particle velocity.
Advantages: Dense and well-adhered coatings, good wear resistance, suitable for critical applications.
103.
Disadvantages: Can bechallenging to spray certain materials, requires precise control of gas mixture.
Detonation Gun Spraying
Mechanism: Utilizes a high-pressure detonation wave to propel the powder particles.
Advantages: Very high particle velocity, excellent coating adhesion, suitable for hard-to-coat
materials.
Disadvantages: Complex equipment, potential for high stress levels in the coating.
Applications of Thermal Spraying:
Wear resistance: Coatings on engine components, cutting tools, bearings.
Corrosion protection: Coatings on pipelines, offshore structures, chemical processing equipment
Thermal barrier coatings: Insulation on turbine blades, rocket nozzles
Dimensional restoration: Repairing worn or damaged components
Electrical insulation: Coatings on conductors
Important considerations when choosing a thermal spray method:
Material properties: Compatibility of the coating material with the substrate
Desired coating properties: Wear resistance, corrosion resistance, thermal insulation
This process involves passing materials, in the form of wire, rod, or powder, through a spray unit where
they are heated to a molten or near-molten state and form droplets. The droplets of material are accelerated
in a gas stream and projected against the surface to be coated.
104.
What is thermalspraying in welding?
Thermal spray coating is a process in which a material is applied to a surface using heat and velocity. This
process can be used to apply a variety of materials, including metals, ceramics, and plastics.
Where is thermal spraying used?
Thermal spraying processes have been widely used for many years throughout all the major engineering
industry sectors for component protection and reclamation. Recent equipment and process developments
have improved the quality and expanded the potential application range for thermally sprayed coatings.
What are the applications of thermal spray coating?
Dimensional Restoration and Repair.
Chemical Resistance.
Corrosion Protection.
105.
Why use thermalspray?
One of the main advantages of thermal spray is its ability to strengthen and repair worn or damaged
surfaces. In addition, this technique allows for the deposition of materials like ceramics, metals, and alloys
in places where traditional fabrication methods may be difficult or impossible.
49. Laser surface hardening
Laser surface hardening is a surface treatment technique where a focused laser beam is used to rapidly heat
a metal surface to a high temperature, causing a phase transformation (typically from austenite to
martensite) within the surface layer, resulting in a significantly harder and more wear-resistant surface
while maintaining the bulk properties of the material, making it ideal for components experiencing high
wear and stress like gears, camshafts, and cutting tools; this process is achieved through the rapid heating
and subsequent self-quenching facilitated by the material's own heat conduction, allowing for precise
control over the hardened layer depth with adjustments to laser power, beam diameter, and scanning
106.
speed.
Key points aboutlaser surface hardening:
Mechanism:
The laser beam is directed onto the workpiece, intensely heating the surface layer to a temperature above
its transformation point, causing the metal to transition into austenite. As the laser beam moves, the
heated area quickly cools down due to heat conduction into the cooler bulk material, rapidly
transforming the austenite into martensite, which is a much harder phase.
Benefits:
High precision: The laser beam can be precisely focused to target specific areas, enabling selective
hardening of complex geometries.
Minimal distortion: Compared to traditional heat treatment methods, laser hardening induces minimal
distortion due to the localized heating.
Improved wear resistance: The hardened surface layer significantly enhances resistance to wear and
abrasion.
Fast processing: Laser hardening is a quick process, making it suitable for high-volume production.
Process parameters:
Laser power: Controls the depth of the hardened layer
Beam diameter: Influences the heat affected zone
Scanning speed: Determines the cooling rate and the hardness of the hardened layer
Material composition: The carbon content of the steel significantly impacts the hardening response
Applications:
Gears and shafts: Hardening critical wear surfaces on transmission components
Cutting tools: Enhancing the edge durability of cutting tools
107.
Molds and dies:Increasing the wear resistance of mold surfaces
Camshafts: Hardening the cam lobes for extended service life
The laser precisely heats the surface area while the surrounding material acts as a heat sink for rapid self-
quenching. This produces a hardened layer with enhanced mechanical properties like wear resistance.
Lasers allow for minimal heat input, precise control over small areas, and non-contact, open-air processing.
What is laser surface hardening?
Laser hardening—also referred to as laser case hardening—is a heat treating process used to improve the
strength and durability of component surfaces. It employs the use of high-powered diode lasers that apply
energy to heat localized areas of the component surface.
50. Laser surface alloying
Laser surface alloying (LSA) is a surface treatment technique that utilizes a high-power laser beam to melt
a thin layer of a metal substrate, allowing for the addition of alloying elements (in powder or gas form) to
the molten pool, resulting in a modified surface layer with enhanced properties like wear resistance,
corrosion resistance, and high-temperature performance, achieved through rapid heating and cooling cycles
induced by the laser beam.
Key aspects of Laser Surface Alloying:
Process Mechanism:
A focused laser beam is directed onto the surface of the workpiece, rapidly heating a localized area to its
melting point.
Simultaneously, alloying elements, in powder form pre-placed on the surface or delivered as a gas, are
introduced into the molten pool.
As the laser beam moves away, the molten material rapidly solidifies, creating a modified alloy layer on
the surface.
Benefits:
108.
Tailored Surface Properties:By selecting specific alloying elements, the surface properties can be
precisely customized to meet desired application needs, like increased hardness, improved corrosion
resistance, or enhanced wear resistance.
Precise Control: Laser beam parameters like power, pulse duration, and scan speed can be precisely
controlled to achieve desired depth and composition of the alloyed layer.
Minimal Heat Affected Zone: Due to the rapid heating and cooling process, the heat affected zone is
small, minimizing distortion of the underlying substrate.
Wide Material Applicability: LSA can be applied to a wide range of metals and alloys, including steel,
aluminum, titanium, and copper.
Process Variations:
Pre-placed Powder: Alloying elements are deposited as a powder layer on the substrate before laser
irradiation.
In-situ Alloying: Alloying elements are delivered directly into the melt pool through a gas stream
during laser irradiation.
Applications:
Wear-resistant components: Tooling components like cutting tools, molds, and bearings.
Corrosion resistant surfaces: Chemical processing equipment, marine components.
High-temperature applications: Components operating in high-temperature environments like turbine
blades.
Medical implants: Enhancing the biocompatibility of implants by surface modification.
Key Considerations:
Powder Selection:
Choosing the right alloying powder with appropriate particle size and composition is critical for
achieving desired surface properties.
109.
Laser Parameters:
Optimizing laserpower, beam focus, and scanning speed is essential to control the depth and
composition of the alloyed layer.
Dilution Ratio:
The degree of mixing between the alloying elements and the substrate material needs to be considered to
achieve the desired properties.
Definition. Laser surface alloying is a material processing method that utilizes the high power density
available from focused laser sources to melt metal coatings and a portion of the underlying substrate.
51. New trends in coating technology
New trends in surface coating technology include nanotechnology, antibacterial coatings, and smart
coatings.
Nanotechnology
Allows manufacturers to create coatings with enhanced properties at the molecular level
Nanocoatings are more resistant to corrosion, wear, and scratches
They are ideal for industries where extreme conditions are a concern
Antibacterial coatings
Inhibit the growth of harmful microorganisms on treated surfaces
Play a crucial role in preventing disease transmission and protecting infrastructure
Smart coatings
A new generation of coatings that respond to changes
Thermal spraying
Involves melted or heated materials that are accelerated, then collided and bonded mechanically to the
target surface
110.
Conversion coatings
Developthe corrosion resistance of the surface by additional substances such as chromium or phosphate
Develop the adhesion properties of the surface for further painting applications
Hybrid ceramic-polymer coatings
Have high scratch resistance and hardness as well as chemical and thermal stability
Have controllable porosity, biological inertness, and high transparency
Surface coating
One of the most effective techniques of surface modification and surface engineering
The coatings with various key features such as multifunctionality, thermal sustainability, antibacterial,
anti-viral, wear and corrosion resistant, sustainable, and eco-friendly are the focal point for the research.
Hence the development in coating and surface technology is driven to achieve these features.
What is surface coating technology?
Surface coating technology is the process of applying a thin layer of material to a surface to change its
properties. The coating can be decorative or functional, or both.
How it works
A mixture of film-forming materials, solvents, pigments, and additives is applied to a surface
The mixture is cured or dried to form a thin film
What it's used for
Protection
Surface coatings can protect against corrosion, chemicals, moisture, UV radiation, and abrasion
Appearance
Surface coatings can enhance the appearance of an object by changing its color, gloss, and opacity
111.
Performance
Surface coatings canimprove wear resistance, reduce friction, and enhance adhesion
Where it's used
Automotive: Surface coatings are used on cars to enhance appearance and protect against corrosion
Construction: Surface coatings are used on buildings to protect walls from weather conditions
Electronics: Surface coatings are used on electronic components
Aerospace: Surface coatings are used on aerospace components
How it's applied
Surface coatings can be applied using techniques like spraying, dipping, brushing, or electroplating
52. DLC in surface treatment
112.
DLC, which standsfor "Diamond-Like Carbon," refers to a type of thin, hard, carbon-based coating
applied to surfaces through a vacuum deposition process, providing exceptional wear resistance, low
friction, and high hardness due to its unique structure that mimics some properties of natural diamond,
making it a valuable surface treatment in various industries like automotive, aerospace, and medical
devices; essentially, it combines the extreme hardness of diamond with the lubricity of graphite, resulting
in a highly durable and smooth surface.
Key points about DLC coatings:
1. Composition:
DLC is not pure diamond, but rather an amorphous carbon film with a mixture of sp3 (diamond-like) and
sp2 (graphite-like) bonds, where a higher sp3/sp2 ratio leads to more diamond-like properties.
113.
2. Application methods:
Mostcommonly applied using Physical Vapor Deposition (PVD) techniques like sputtering or arc
evaporation in a vacuum chamber, allowing for precise control over coating thickness and properties.
3. Benefits:
Excellent wear resistance: Due to its high hardness, DLC significantly reduces wear and tear on
components subjected to sliding or rolling contact.
Low friction coefficient: The graphite-like component in DLC provides good lubrication, minimizing
friction between surfaces.
Corrosion resistance: Depending on the specific DLC formulation, it can offer some level of corrosion
protection.
Biocompatibility: Certain types of DLC coatings are considered biocompatible, making them suitable
for medical implants.
Factors affecting DLC properties:
Carbon source: The type of carbon precursor used during deposition significantly impacts the
final properties of the DLC coating.
Plasma conditions: Adjusting plasma parameters during deposition can influence the sp3/sp2
ratio and thus, the hardness and friction characteristics.
Common applications of DLC coatings:
Automotive parts: Engine components like piston rings, valve stems, and camshafts to reduce wear and
improve fuel efficiency.
Cutting tools: To enhance tool life and reduce cutting forces.
Bearings and gears: For increased wear resistance in high-friction applications.
Medical implants: To improve the biocompatibility and longevity of implants like artificial joints.
Precision instruments: For components requiring high precision and low friction.
114.
DLC coating isa hard, thin, transparent coating that is applied to a product through a chemical vapor
deposition (CVD) process. The CVD process involves the use of methane gas and hydrogen gas as well as
a catalyst. The process is completed at temperatures of about 2,000°F or 1,100°C.
What is DLC coating process?
Amorphous carbon films, also known as diamond-like carbon (DLC) coatings are manufactured using
PVD or combined PVD/CVD processes and appear as a promising class of coatings in order to improve
the surface degradation resistance of metal implants (i.e., wear and corrosion).
115.
53. Explain CNCmachine in surface treatment in detail
A CNC machine in surface treatment refers to a computer numerically controlled machine used to
precisely manipulate a workpiece's surface by removing material through various cutting operations,
allowing for controlled surface finishes on a part, often including features like smoothness, texture, or
specific patterns, depending on the desired application and design; essentially, it utilizes computer
programming to achieve a specific surface quality on a manufactured part by precisely controlling the
cutting tool's movements across the workpiece.
Key points about CNC machines in surface treatment:
1. Subtractive Manufacturing:
CNC machining is a subtractive process, meaning it removes material from the workpiece to achieve the
desired shape and surface finish.
2. Computer Control:
The machine is controlled by a computer program (G-code) which dictates the precise movements of the
cutting tool, enabling intricate and consistent surface treatments.
3. Surface Finish Options:
By adjusting parameters like cutting tool selection, feed rate, and depth of cut, CNC machines can
produce various surface finishes, ranging from smooth and polished to textured or rough.
4. Common Surface Treatment Techniques:
Milling: Used to create flat surfaces, grooves, and complex contours.
Turning: Used to create cylindrical surfaces with precise diameters and finishes.
Drilling: For creating holes with specific sizes and tolerances.
Grinding: Achieving high surface quality and precision through fine abrasive grinding.
How CNC machines are used for surface treatment:
116.
1. CAD Design:
Thedesired part geometry and surface finish are designed using computer-aided design (CAD) software.
2. G-Code Programming:
The CAD model is then translated into G-code, which instructs the CNC machine on the precise tool
paths and cutting parameters to achieve the desired surface finish.
3. Machine Setup:
The workpiece is secured on the machine, and the cutting tools are selected based on the desired surface
finish.
4. Machining Process:
The CNC machine executes the G-code program, precisely removing material from the workpiece to
create the intended surface texture.
Factors affecting surface finish in CNC machining:
Tool Selection: The type of cutting tool used significantly impacts the surface finish.
Cutting Parameters: Factors like feed rate, cutting speed, and depth of cut influence the surface texture.
Workpiece Material: The material properties of the workpiece affect how it responds to machining
operations.
Benefits of using CNC machines for surface treatment:
1. High Precision:
CNC machines can achieve very precise and consistent surface finishes.
2. Complex Geometries:
CNC machining allows for the creation of intricate surface features and complex shapes.
3. Repeatability:
117.
CNC machines canconsistently produce identical surface finishes on multiple parts.
4. Material Efficiency:
By precisely controlling the material removal process, CNC machining minimizes waste.
A CNC-machined surface finish refers to the smoothness or texture of a machined part's exterior. It's a
crucial parameter that affects a component's final appearance, functionality and performance. You can
achieve different CNC machining surface finishes through various techniques.
54. Thick coatings
A "thick coating" in surface treatment refers to a relatively substantial layer of material applied to a
substrate surface, providing significant protection or functional enhancement compared to a thin film
coating; typically used when high levels of wear resistance, corrosion protection, or specific performance
characteristics are required, often applied through processes like electroplating, thermal spraying, or
powder coating, resulting in a coating with a noticeable thickness that can be measured in millimeters
rather than micrometers.
Key points about thick coatings:
Application areas:
Thick coatings are commonly used in applications where high levels of abrasion resistance, corrosion
protection, or thermal insulation are needed, such as industrial machinery components, automotive parts,
pipes, and marine equipment.
Typical coating materials:
Metals: Electroplated coatings like zinc, nickel, chromium, or hard chrome.
Ceramics: Thermal sprayed ceramic coatings like zirconia, alumina, or titanium nitride.
Polymers: Some specialized thick polymer coatings for specific applications like wear resistance or
chemical resistance.
Coating methods:
118.
Electroplating: Depositing ametal layer onto a substrate by applying an electric current in an
electrolytic solution.
Thermal spraying: Melting a coating material and spraying it onto the substrate surface using high
heat.
Powder coating: Applying a dry powder coating that melts and adheres to the substrate when heated.
Dip coating: Immersing the substrate in a liquid coating material.
Advantages of thick coatings:
Enhanced wear resistance: Thick coatings can significantly improve the lifespan of components
exposed to high friction and wear.
Superior corrosion protection: A thicker coating layer provides better barrier protection against
corrosive environments.
Improved thermal insulation: Certain ceramic coatings can provide high thermal resistance.
Disadvantages of thick coatings:
Potential for stress build-up: Thick coatings can sometimes induce internal stresses in the substrate,
leading to potential cracking or warping.
Lower dimensional accuracy: Applying a thick coating can alter the original dimensions of a
component.
Cost considerations: Thick coating application processes can be more expensive compared to thin film
coatings.
Important considerations for thick coatings:
Substrate preparation:
Proper surface cleaning and preparation are critical to ensure good adhesion of the thick coating to the
substrate.
Coating thickness control:
119.
Precise control ofthe coating thickness is essential to achieve the desired performance without
compromising the component's functionality.
Post-treatment:
Depending on the coating material and application, additional post-treatment steps like heat curing or
finishing may be necessary.
In this surface coating method, the substances are heated and are sprayed onto the desired metal surface.
The coating thickness can be higher than the other common methods. The heating of the substances is
usually done by an external electrical source which can generate an arc or plasma.
55. Nano engineered coatings
Nano-engineered coatings in surface treatment refer to the application of extremely thin layers of material,
measured in nanometers, to a surface to enhance its properties like wear resistance, corrosion resistance,
hydrophobicity (water repellency), anti-scratch capabilities, and more, by manipulating the structure and
composition of materials at the nanoscale level; essentially creating a protective layer with tailored
functionalities beyond what traditional coatings can achieve.
Key points about nano-engineered coatings:
Scale:
Nanocoatings are incredibly thin, typically ranging from 1 to 100 nanometers thick, allowing for a high
level of surface modification while maintaining minimal added weight.
Nanostructured materials:
These coatings are made from nanoparticles, which can be composed of various materials like metals,
ceramics, polymers, or composites, each providing unique properties depending on their size, shape, and
arrangement.
Application methods:
Nanocoatings can be applied using various techniques including chemical vapor deposition (CVD),
physical vapor deposition (PVD), sol-gel processing, spray coating, and electrodeposition.
120.
Benefits of nano-engineeredcoatings:
1. Enhanced durability:
By creating a highly resistant surface layer, nanocoatings can significantly improve the lifespan of
products by protecting them from wear and tear, corrosion, and abrasion.
2. Self-cleaning properties:
Hydrophobic nanocoatings can repel water and dirt, allowing for easier cleaning and maintenance.
3. Anti-reflective properties:
Nanocoatings can be designed to minimize light reflection, enhancing the clarity and visibility of
surfaces.
4. Improved thermal performance:
Certain nanocoatings can enhance thermal insulation or heat transfer depending on the application.
5. Bio-resistant properties:
Nanocoatings can be engineered to resist bacterial growth, making them useful in medical devices and
food packaging.
Examples of nano-engineered coatings and their applications:
1. Anti-corrosion coatings:
Nano-sized layers of zinc oxide or titanium dioxide on metal surfaces to protect against rust.
2. Hydrophobic coatings on textiles:
Nano-sized particles of fluoropolymers applied to fabrics to make them water-resistant.
3. Anti-scratch coatings on glass:
Nano-ceramic coatings on smartphone screens and eyeglasses to improve scratch resistance.
4. Solar panel coatings:
121.
Nano-structured layers toenhance light absorption and efficiency of solar panels
Challenges and considerations:
1. Cost:
Nanocoating technology can be expensive due to the complex manufacturing processes involved.
2. Environmental concerns:
Some nano-materials may pose potential environmental risks, requiring careful selection and disposal.
3. Adhesion issues:
Ensuring proper adhesion of the nanocoating to the substrate is crucial for long-term performance.
In simple terms Nano coating refers to very fine, thin layers of polymeric chemical substances (extremely
thin layer of microscopic particles is used to fill up every pore of a material's surface) used to impart
specific corrosion resistance, chemical and physical properties to a substrate surface.
What is nano surface coating?
Nanocoating is a process during which nanostructures are applied to surfaces for the purpose of sealing
them on a nanoscopic scale, which means a coating layer thickness in between 1-100 nanometers.
What are the types of nano coatings and its applications?
Anti-corrosion paint.
Waterproof paint and waterproofing.
Antibacterial paint.
Thermal insulation paint.
Anti-scratch paint.
Self-healing paint.
Anti-reflective paint.
Indescribable color.
122.
What is nanocoating agent used for?
Nano-coating, also known as a ceramic coating is the process of applying a surface layer that repels dry
particles, water, oil and dirt. They can be found in both liquid and solid form and provide characteristics
that are favorable.
What are the applications of Nanocoating?
Their application surfaces are unlimited and are used in a wide range of sectors from textile to automotive:
painted surfaces, glass, ceramics, metal, wood, plastic, mineral surfaces. One of the key benefits of
nanocoatings is their outstanding durability.
56. Other coatings
"Other coatings" in surface treatment refers to a diverse category of protective or functional layers applied
to a substrate beyond the most common types like electroplating, powder coating, and paint, encompassing
specialized coatings designed for specific properties like high wear resistance, extreme temperature
tolerance, biocompatibility, or unique electrical conductivity, often using advanced materials and
application techniques like sputtering, sol-gel processing, or plasma spraying.
123.
Key aspects of"other coatings":
Material Variety:
These coatings can be made from a wide range of materials including ceramics, polymers, metals,
composites, and even nano-sized particles, allowing for tailored properties based on application needs.
Functional Properties:
Wear-resistant coatings: Diamond-like carbon (DLC), titanium nitride (TiN), chromium nitride (CrN)
- used in cutting tools and mechanical components for high abrasion resistance.
High-temperature resistant coatings: Zirconia (ZrO2), silicon nitride (Si3N4) - used in aerospace and
high-temperature industrial applications.
Anti-corrosion coatings: Fluoropolymer coatings, silane-based coatings - used to protect against
corrosive environments.
Biocompatible coatings: Titanium oxide (TiO2), hydroxyapatite - used in medical implants for
improved tissue integration.
Conductive coatings: Indium tin oxide (ITO), silver nanoparticles - used in electronics and solar cells
for electrical conductivity.
Application Methods:
Physical Vapor Deposition (PVD): Sputtering, electron beam evaporation - precise control over
coating thickness and composition.
Chemical Vapor Deposition (CVD): Deposition of a gaseous precursor that reacts to form a coating on
the surface.
Sol-gel processing: Liquid precursor solution is applied and then undergoes a chemical reaction to form
a solid coating.
Plasma spraying: High-velocity plasma melts particles which are then deposited on the substrate.
Examples of "other coatings":
124.
DLC (Diamond-likecarbon): A hard, wear-resistant coating with low friction coefficient, often used on
cutting tools and bearings.
Fluoropolymer coatings: Highly resistant to chemicals and liquids, used in non-stick cookware and
industrial applications.
Ceramic coatings: Provide high temperature resistance and wear resistance, used in turbine blades and
rocket nozzles.
Anti-reflective coatings: Reduce light reflection on optical surfaces like lenses and solar panels.
Superhydrophobic coatings: Repel water droplets, used in self-cleaning surfaces.
Important considerations when choosing "other coatings":
Application requirements: What specific properties are needed (wear resistance, corrosion protection,
electrical conductivity).
Substrate compatibility: Whether the coating material will adhere well to the base material.
Cost and processing complexity: The cost of the coating material and the required application technique.
Electroplating: Coating of a metallic surface by other metal through electrolysis to enhance corrosion
resistance of the metal substrate. Anodizing: It is a process of promoting the increase of the thickness of
the natural oxide layer of metals using an electrolytic passivation approach.
What are the different types of surface coatings?
Examples include solvent-based coatings, water-based coatings, powder coatings, and electrocoat coatings.
Powder Coatings: These coatings are applied as dry powder particles and then melted and fused onto the
substrate surface through heat curing.
57. Corrosion resistant coatings
A corrosion resistant coating, in surface treatment, is a protective layer applied to a material's surface,
typically a metal, to prevent or significantly slow down the process of corrosion by acting as a barrier
against corrosive elements like moisture, oxygen, and chemicals, thereby extending the lifespan of the
125.
underlying substrate; thesecoatings work by creating a physical barrier, inhibiting corrosion reactions
through chemical additives, or acting as a sacrificial layer that corrodes instead of the base material.
Key points about corrosion resistant coatings:
Function:
The primary function is to isolate the metal surface from the surrounding environment, preventing direct
contact with corrosive agents that could initiate oxidation or other corrosion mechanisms.
Types of coatings:
Barrier coatings: These form a dense, non-porous layer on the surface, physically blocking
the ingress of corrosive substances.
Inhibitive coatings: Contain chemical compounds (inhibitors) that react with the metal surface
to form a protective passive layer, hindering corrosion reactions.
Sacrificial coatings: Made from metals like zinc or aluminum that are more readily oxidized
than the base material, essentially "sacrificing" themselves to protect the underlying metal.
Common application methods for corrosion resistant coatings:
Electroplating:
Depositing a protective metal layer onto the substrate using an electric current.
Hot dip galvanizing:
Immersing the metal part in a molten zinc bath to form a sacrificial zinc coating.
Spray coating:
Applying a liquid coating through a spray gun, often used for large surfaces.
Powder coating:
Applying a dry powder coating that melts and adheres to the surface when heated.
Factors influencing corrosion resistance of a coating:
126.
Adhesion:
The strength ofthe bond between the coating and the substrate is crucial for preventing corrosion at the
interface.
Coating thickness:
A thicker coating generally provides better protection, but may affect other properties like flexibility or
weight.
Environmental conditions:
The type of corrosive environment (salt spray, acidic fumes, etc.) determines the best coating material for
the application.
Examples of common corrosion resistant coatings:
Zinc coatings: Widely used for sacrificial protection, often applied through hot dip galvanizing or
electroplating.
Aluminum coatings: Another sacrificial coating option, particularly useful for high-temperature
applications.
Epoxy coatings: A common barrier coating with good adhesion and chemical resistance.
Fluoropolymer coatings: Highly resistant to chemicals and wear, often used in harsh environments.
Chromate conversion coatings: A thin passive layer on aluminum or zinc, providing good corrosion
resistance
The traditional corrosion protection coating works as a physical barrier, which could isolate the metal
products from the external medium, to avoid the reaction condition of the corrosion process. The most
common industrial applications mainly include metallic coating, inorganic coating, and organic coating.
What is corrosion resistance coating?
Anti-corrosion coatings protect metal components against degradation due to moisture, salt spray,
oxidation, or exposure to a variety of environmental or industrial chemicals in a range of industries.
127.
Unit-V
ENGINEERING MATERIALS
58. Engineeringmaterials
Engineering materials are materials used to build manmade structures and components. They are designed
to withstand applied loads without breaking or deflecting too much.
Types of engineering materials:
Metals
These materials are strong, malleable, and ductile. They are also good conductors of heat and electricity.
128.
Ceramics
These brittle materialsare often made from refractory ceramics like silicon carbide or tungsten
carbide. They are durable and have low chemical reactivity.
Aluminum
This lightweight material is resistant to corrosion and conducts electricity well.
Stainless steel
This material is available in various thicknesses, from thin foils to thick plates.
Cast iron
This iron-carbon alloy has a carbon content of more than 2% and a silicon content of around 1–3%. It has
a relatively low melting temperature.
129.
Ferrous metals
These metalsare mainly composed of iron and carbon. They are widely used in various industries due to
their mechanical properties, availability, and low cost.
Composites
These multi-phase materials combine the best features of their constituent materials. They often consist
of a binder material and a reinforcement material.
What do you mean by engineering material?
Engineering materials refers to the group of materials that are used in the construction of manmade
structures and components. The primary function of an engineering material is to withstand applied
loading without breaking and without exhibiting excessive deflection.
What are the three types of engineering materials?
Engineering materials are normally classified primarily into three main categories: metals and alloys,
ceramics and glasses, and polymers. Among these categories, metals and their alloys and polymers are
widely used as structural engineering materials.
Why do we study engineering materials?
All engineering disciplines rely on materials research and developments. 70% of technological innovations
are due to advancements in materials. We work at the forefront of a broad range of disciplines and
industrial sectors, including healthcare, energy, environmental sustainability, sports, automotive, and
aerospace.
59. High friction materials
130.
"High friction materials"in engineering refer to substances specifically designed to generate a significant
amount of friction when contacting another surface, often used in applications where controlled stopping
or gripping power is needed, like brake pads, clutches, and conveyor belt rollers; essentially, materials with
a high coefficient of friction, meaning they resist relative movement between surfaces effectively.
Key points about high friction materials:
Function:
Their primary purpose is to create substantial friction to slow down or halt motion by converting kinetic
energy into heat through contact with another surface.
Composition:
These materials are typically composed of a blend of components like metals (copper, iron), ceramics,
fibers, and additives carefully chosen to optimize friction characteristics while maintaining wear
resistance.
Important properties:
High coefficient of friction: The key parameter, indicating the level of friction generated when two
surfaces interact.
Heat resistance: Ability to withstand high temperatures generated during friction without significant
degradation.
Wear resistance: Maintaining friction performance over extended usage without excessive wear.
Examples of high friction materials and their applications:
Automotive brake pads:
Typically made from a mix of ceramic fibers, metal particles, and resins, providing reliable braking force
in various weather conditions.
Industrial clutch plates:
Often use metallic materials like copper or steel with friction modifiers to transmit torque between
131.
rotating components.
Conveyor beltsurfaces:
Rubber compounds with high friction properties to ensure reliable movement of materials on inclines.
Crane brake linings:
Special ceramic or metallic compositions designed to handle high loads and extreme temperature
variations.
Factors affecting friction performance:
Surface texture: Rougher surfaces generally provide higher friction.
Material composition: The specific combination of materials and additives significantly impacts friction
coefficient.
Operating temperature: Friction characteristics can change with temperature fluctuations.
Contact pressure: Higher pressure between surfaces increases friction.
What are high friction materials?
Besides ceramics, other friction materials include metals, rubber, resins, aramid fibers, and graphite, each
offering unique properties for specific applications. Friction materials are predominantly used in the
transportation sector for braking systems, clutch mechanisms, and transmissions.
60. Low friction materials
In engineering, "low friction materials" refer to substances with a very low coefficient of friction, meaning
they significantly resist sliding against another surface, minimizing wear and tear while allowing smooth
movement with minimal energy loss; commonly used examples include plastics like PTFE (Teflon),
UHMWPE (ultra-high molecular weight polyethylene), and certain metal alloys, often utilized in
applications like bearings, seals, and sliding components where reducing friction is crucial for efficient
operation.
Key points about low friction materials:
132.
Mechanism:
Low friction isachieved by the material's molecular structure, often featuring a layered or slippery
surface that minimizes surface contact and adhesion between contacting surfaces.
Benefits:
Reduced wear and tear: Less friction means less abrasion and wear on components, extending their
lifespan.
Improved efficiency: By minimizing energy loss due to friction, systems can operate more efficiently.
Lower noise levels: Smooth sliding reduces noise generated by friction.
Common low friction materials:
Polytetrafluoroethylene (PTFE): Also known as Teflon, this plastic has exceptionally low friction and
is widely used in bearings, seals, and non-stick coatings.
Ultra-high molecular weight polyethylene (UHMWPE): A high-performance plastic with excellent
wear resistance and low friction, often used in medical implants and industrial applications.
Graphene: A single layer of carbon atoms with exceptional lubricity, currently being explored for
advanced applications.
Diamond-like carbon (DLC): A hard coating with low friction properties, often used on cutting tools
and mechanical components.
Metal composites: Certain metal alloys with embedded soft particles can provide low friction
characteristics.
Applications of low friction materials:
Bearings:
Low friction materials are used in various types of bearings to minimize friction and wear during
rotation.
Seals:
133.
Gaskets and sealsmade from low friction materials prevent leaks while maintaining smooth movement.
Medical implants:
Artificial joints often incorporate low friction materials to reduce wear and improve patient comfort.
Automotive components:
Piston rings, valve guides, and other engine parts may utilize low friction materials to improve
efficiency.
Machinery components:
Gears, slides, and other moving parts in machinery can benefit from low friction materials to reduce wear
and noise.
Low friction materials are required in many applications to reduce friction, dampen noise, and provide
abrasion and wear resistance. What is the definition of low friction? Considering materials, we correlate
low friction to material surface energy or the coefficient of friction.
What are low friction materials?
Due to its low coefficient of friction, PTFE (polytetrafluoroethylene) is often used for sliding applications.
In addition to PTFE, the classic bearing and wear materials made of polyimide, PEEK, PPS, Nylon, Acetal
and Polyester are also known for their good sliding friction properties.
61. Advanced alloys materials
"Advanced alloys" in engineering materials refer to specially designed mixtures of metals (alloys) that
possess significantly enhanced properties compared to standard alloys, often achieving superior strength,
corrosion resistance, high temperature performance, or other specific characteristics tailored for demanding
applications in various industries, like aerospace, medical implants, and high-performance
machinery; essentially, they are alloys engineered with precise compositions to achieve exceptional
performance in specific situations beyond what traditional alloys can provide.
Key points about advanced alloys:
134.
1. Compositional complexity:
Unlikebasic alloys, advanced alloys often contain multiple alloying elements in carefully calculated
proportions to achieve desired properties.
2. Tailored properties:
Depending on the application, advanced alloys can be designed for high strength-to-weight ratio,
excellent wear resistance, high temperature stability, exceptional electrical conductivity, or
biocompatibility.
3. Advanced manufacturing techniques:
Creating advanced alloys often involves specialized manufacturing methods like powder metallurgy,
rapid prototyping, or controlled heat treatments to achieve precise microstructure control.
Examples of advanced alloys:
1. Titanium alloys:
Widely used in aerospace due to their high strength-to-weight ratio and excellent corrosion resistance,
often used in aircraft components like fan blades.
2. Nickel-based superalloys:
Employed in high-temperature applications like turbine blades in jet engines due to their exceptional
creep resistance and strength at elevated temperatures.
3. Aluminum alloys:
Used in lightweight structures like aircraft bodies due to their good strength-to-weight ratio and
corrosion resistance, with specific alloy compositions tailored for different applications.
4. Stainless steels:
Commonly used in corrosive environments due to their high chromium content, with different grades
offering varying levels of corrosion resistance and mechanical properties.
5. High-entropy alloys:
135.
A newer classof alloys with multiple elements in near-equal proportions, often exhibiting unique
properties like high strength and good wear resistance.
What do you mean by advanced materials?
Advanced materials refer to all new materials and modifications to existing materials to obtain superior
performance in one or more characteristics that are critical for the application under consideration. They
can also exhibit completely novel properties.
62. Explain Super alloys materials
Super alloys are a group of alloys that have high mechanical strength, thermal resistance, and resistance to
corrosion and oxidation at high temperatures. They are used in many engineering applications, including
jet engines, gas turbines, and aircraft bearings.
Properties
Thermal resistance: Super alloys retain their strength, stiffness, and dimensional stability at higher
temperatures than other aerospace materials.
Corrosion and oxidation resistance: Super alloys resist corrosion and oxidation at high temperatures.
Creep resistance: Super alloys resist deformation at high temperatures.
Surface stability: Super alloys have good surface stability.
Hardness: Super alloys have high hardness values.
Types of super alloys
Nickel-based super alloys: These alloys are used in gas turbines and contain high concentrations of
chromium, iron, titanium, and cobalt.
Iron-based super alloys: These alloys are cheaper than other super alloys and are used in aircraft
bearings.
Bulk metallic glasses (BMGs): These non-crystalline metal alloys have high strength and elasticity.
Superalloys are a group of nickel, iron–nickel and cobalt alloys used in jet engines. These metals have
136.
excellent heat resistantproperties and retain their stiffness, strength, toughness and dimensional stability at
temperatures much higher than the other aerospace structural materials.
What is super alloy material?
Super alloys are high-performance metallic materials composed of at least two elements exploited for their
temperature and chemical resistance, and high strength. Super alloys find many applications in harsh
environments in industries including: medical, aerospace, and chemical processing.
63. Titanium alloys materials
Titanium alloys are metals that are used in engineering because they are strong, lightweight, and resistant
to corrosion. They are used in a variety of applications, including aerospace, power plants, and medicine.
Properties
Strength: Titanium alloys are strong and have high tensile strength. They can perform well at high
temperatures.
Weight: Titanium alloys are lightweight, about half the weight of steel.
Corrosion resistance: Titanium alloys are resistant to corrosion in seawater, chlorine, and aqua regia.
Formability: Titanium alloys are easily formed.
Fatigue resistance: Titanium alloys have good resistance to fatigue and fracture.
Uses
Engine components: Titanium alloys are used in turbine blades, compressor parts, and discs.
Power plants: Titanium alloys are used in surface condensers.
Biomedical applications: Titanium alloys are used in prostheses, orthopedic implants, dental implants,
and surgical instruments.
Types of titanium alloys
137.
Alpha alloys:These alloys are made with oxygen, and sometimes small amounts of carbon and iron.
Alpha-beta alloys: These alloys combine elements from both alpha and beta types.
CP Ti: This is a workhorse alloy.
Ti 6/4: This is a workhorse alloy.
What are titanium alloys?
Titanium alloys are a group of metals made from titanium and other elements. They are known for their
strength, light weight, and resistance to corrosion and heat.
Properties
Strength: Titanium alloys are strong and tough, even at high temperatures
Light weight: Titanium alloys are lightweight and have a good strength-to-weight ratio
Corrosion resistance: Titanium alloys are resistant to corrosion
Heat resistance: Titanium alloys can withstand extreme temperatures
Uses
Aerospace: Titanium alloys are used in aircraft engines, airframes, and other critical components
Medical: Titanium alloys are used in surgical implants, such as hip prostheses
Automotive: Titanium alloys are used in high-performance automobiles, such as connecting rods
Sports equipment: Titanium alloys are used in premium sports equipment
Jewelry: Titanium alloys are used in jewelry
Common titanium alloys
Ti-6Al-4V: Also known as Grade 5 titanium, this alloy is 6% aluminum and 4% vanadium
138.
Ti-6Al-2Sn-4Zr-2Mo: This alloyis used for creep resistance
Ti-6Al-2Sn-4Zr-6Mo: This alloy is used for high strength at high temperatures
What is an example of a titanium alloy?
Some examples of commonly used titanium-based alloys in airframe structure such as floors, windows
frames, landing gears and springs are: commercially pure titanium, Ti-6Al-4V, Ti-10V-2Fe-3Al, Ti-6-6-2,
and Ti-15V-3Cr-3Sn-3Al.
64. Magnesium alloys
Magnesium alloys are lightweight, strong, and stiff, making them a popular choice for engineering
applications. They are used in a variety of industries, including aerospace, automotive, and biomedical.
Properties
Lightweight: Magnesium is the lightest structural metal, with a specific gravity of 1.74.
Strong: Magnesium alloys have high specific strength and stiffness.
Damping: Magnesium has the highest damping capacity of any structural metal.
Biocompatible: Magnesium alloys are biocompatible and can stimulate the formation of new bones.
Recyclable: Magnesium alloys are widely recyclable and pose no toxicity hazards.
Electromagnetic shielding: Magnesium alloys have good electromagnetic shielding capabilities.
As the lightest metal structural material, magnesium alloy is equivalent to most engineering plastics. It has
many excellent properties such as high specific strength and specific stiffness [1,2], good electromagnetic
shielding, easy recovery and so on.
What are the magnesium alloys?
Magnesium alloys are a combination of magnesium and other metals, such as aluminum, zinc, manganese,
and silicon. They are used in many industries, including automotive, aerospace, and electronics.
139.
Properties of magnesiumalloys
Low density: Magnesium alloys are some of the lightest structural materials.
Strength-to-weight ratio: Magnesium alloys have a high strength-to-weight ratio.
Corrosion resistance: Magnesium alloys can be resistant to corrosion.
Thermal conductivity: Magnesium alloys have high thermal conductivity.
Biocompatibility: Magnesium alloys are biocompatible and have low thrombogenicity.
Damping capacity: Magnesium alloys have high damping capacity, which means they can resist
mechanical vibrations.
Uses of magnesium alloys
Bioresorbable scaffolding
Magnesium alloys are used in bioresorbable scaffolding because they are biocompatible and have high
tensile strength.
Cardiovascular and orthopedic devices
Magnesium alloys are used in cardiovascular and orthopedic devices because they are biocompatible.
Cast structural elements
Magnesium alloys are used in cast structural elements because of their good casting properties.
Types of magnesium alloys
Wrought alloys
These alloys are made by subjecting magnesium to mechanical operations like extrusion, forging, and
rolling.
Magnesium-rare earth alloys
140.
These alloys aremade by adding rare earth elements to magnesium alloys to improve their corrosion
resistance and mechanical performance.
How do you make magnesium alloy?
Magnesium alloy can be produced by different gravity casting methods, such as sand casting, fusion
casting, metal mold casting, semi-metal mold casting, shell casting, etc.. Among them, sand casting of
magnesium alloy has gone through the development stage of common clay sand, water glass sand and self-
hardening resin.
65. Aluminium alloys
Aluminum alloys are a combination of aluminum and other elements, used in engineering for their
strength, lightness, and corrosion resistance. They are used in many industries, including aerospace,
automotive, and construction.
Composition
Aluminum: The main component of aluminum alloys
Other elements: Added to improve the properties of aluminum, such as copper, magnesium, silicon, zinc,
manganese, iron, chromium, titanium, zirconium, lead, bismuth, and nickel
Properties
Strength: Aluminum alloys are strong, especially when compared to their weight
Corrosion resistance: Aluminum alloys are resistant to corrosion
Electrical conductivity: Pure aluminum alloys have high electrical conductivity
Formability: Pure aluminum alloys are formable
Uses
Aerospace: Aluminum alloys are used in aircraft design because they are lightweight and have a good
weight-to-strength ratio
141.
Automotive: Aluminumalloys are used in automotive applications
Construction: Aluminum alloys are used in construction engineering
Shipbuilding: Aluminum alloys are used in shipbuilding, pressure vessels, and rail cars
Electrical transmission lines: Pure aluminum alloys are used in electrical transmission lines because they
have high electrical conductivity
Food packaging: Pure aluminum alloys are used in food packaging because they have high electrical
conductivity and are formable
What is the alloy aluminium material?
Aluminium is most commonly alloyed with copper, zinc, magnesium, silicon, manganese and lithium.
Small additions of chromium, titanium, zirconium, lead, bismuth and nickel are also made and iron is
invariably present in small quantities. There are over 300 wrought alloys with 50 in common use.
What do you mean by Aluminium alloy?
An aluminium alloy (UK/IUPAC) or aluminum alloy (NA; see spelling differences) is an alloy in which
aluminium (Al) is the predominant metal. The typical alloying elements are copper, magnesium,
manganese, silicon, tin, nickel and zinc.
66. Nickel based alloys
Nickel-based alloys, often referred to as "Ni-based alloys," are materials primarily composed of nickel
with additional alloying elements, renowned for their exceptional corrosion resistance, high strength, and
ability to withstand extreme temperatures, making them ideal for applications in harsh environments like
high-temperature industrial processes and chemical processing plants; common alloying elements include
chromium, molybdenum, copper, and titanium, which further enhance specific properties depending on the
application.
Key characteristics of nickel-based alloys:
142.
1. Excellent corrosionresistance:
Nickel's inherent resistance to corrosion is further amplified when alloyed with elements like chromium,
which forms a protective oxide layer on the surface.
2. High-temperature strength:
These alloys can maintain their strength at elevated temperatures, making them suitable for applications
like turbine blades in jet engines.
3. Good ductility and weldability:
Many nickel-based alloys can be readily formed and welded, allowing for design flexibility.
4. Low coefficient of thermal expansion:
This property makes them useful in applications where thermal fluctuations are significant.
Common types of nickel-based alloys:
1. Inconel alloys:
A widely used family of nickel-chromium alloys known for their excellent corrosion resistance and high-
temperature strength, often used in aerospace and chemical processing.
2. Monel alloys:
Primarily composed of nickel and copper, offering good corrosion resistance in reducing environments,
commonly used in marine applications.
3. Hastelloy alloys:
A group of nickel-based alloys with high resistance to pitting and crevice corrosion, often used in harsh
chemical environments.
Applications of nickel-based alloys:
1. Chemical processing equipment:
Heat exchangers, piping, and reaction vessels due to their corrosion resistance.
143.
2. Aerospace components:
Turbineblades exhaust system components, and engine parts due to their high-temperature strength.
3. Marine applications:
Seawater piping and components due to their resistance to saltwater corrosion.
4. Nuclear power plants:
Reactor components due to their ability to withstand high radiation levels.
Which are nickel-based alloys?
Nickel is the main component of many well-known alloys, for example, corrosion-resistant alloys such
as Monel (Ni, Cu), Inconel 600 (Ni, Cr, Fe), Hastelloy (Ni, Mo, Fe), and the already-mentioned stainless
steels.
67. Ceramics materials
Ceramic materials are non-metallic, inorganic substances that are hardened by heat. They are known for
their hardness, brittleness, and heat resistance.
Properties
Hardness: Ceramics are harder and more brittle than metals.
Thermal insulation: Ceramics are good thermal insulators.
Electrical insulation: Ceramics are good electrical insulators.
Wear-resistance: Ceramics are wear-resistant.
Refractory: Ceramics are refractory.
Nonmagnetic: Ceramics are nonmagnetic.
Oxidation-resistant: Ceramics are oxidation-resistant.
Chemically stable: Ceramics are chemically stable.
144.
Uses
Ceramics areused in many engineering disciplines.
Ceramics are used as the reinforcement of composite systems such as GRP (glass reinforced plastics) and
metal matrix composites.
Ceramics are used in the production of sanitary ware, cup and saucer products.
Ceramics are used in the production of pottery pieces or art and craft projects.
Types of ceramic materials Glass-ceramics, Ceramic matrix composites (CMCs), Aluminum oxide, and
Clay.
A ceramic is any of the various hard, brittle, heat-resistant, and corrosion-resistant materials made by
shaping and then firing an inorganic, nonmetallic material, such as clay, at a high temperature. Common
examples are earthenware, porcelain, and brick.
What are the 7 uses of ceramics?
Ceramic products are hard, porous, and brittle. As a result, they are used to make pottery, bricks, tiles,
cements, and glass. Ceramics are also used at many places in gas turbine engines. Bio-ceramics are used as
dental implants and synthetic bones.
68. Polymers
145.
Engineering polymers aredurable plastics used in manufacturing and consumer goods. They are also
known as thermoplastics.
Properties
Heat and stress resistance: Engineering polymers can handle high temperatures and stress.
Mechanical and thermal characteristics: They have good mechanical and thermal characteristics.
Chemical resistance: They have good chemical resistance.
Dimensional stability: They have high dimensional stability.
Wear resistance: They have resistance to wear.
Examples
Polyphenel
A tough material that can withstand heat repeatedly without melting. It is used to make heat generating
consumer products like coffee makers, hair dryers, and washing machines.
146.
Polycarbonate
A transparent engineeringplastic known for its exceptional impact resistance, high heat resistance, and
optical clarity. It is used in automotive, electrical, and electronic applications.
Polypropylene
Has good chemical resistance and weldability. It is used in packaging applications, consumer goods, and
medical applications.
Polymer engineering
Engineering polymers are subjected to high temperatures, melted, and molded to make usable products.
Polymer composites
Electrically conductive polymeric composites are used in sensors, fuel cells, rechargeable batteries, and
electronic devices.
Engineering polymers belong to a group of polymeric materials referred to as technical thermoplastics
which can be used permanently at temperatures between 100°C and 150°C. It possesses good mechanical
and thermal characteristics, high dimensional stability, good chemical resistance, and resistance to wear.
What are polymers and types?
By definition, polymers are large molecules made by bonding (chemically linking) a series of building
blocks. The word polymer comes from the Greek words for “many parts.” Each of those parts is scientists
call a monomer (which in Greek means “one part”). Think of a polymer as a chain, with each of its links a
monomer.
What are polymers with example?
147.
Polymers are largemolecules made up of many smaller units called monomers. They can be natural or
synthetic.
Examples of natural polymers.
Proteins: Found in hair, nails, and other parts of the body
Cellulose: Found in trees, paper, and other plants
DNA: Found in cells and stores genetic information
Starches: Found in grains, potatoes, and cereal
Latex: Found in rubber trees and other plants
Examples of synthetic polymers
Nylon: A manufactured form of silk
Polyethylene: Used to make plastic bags and containers
Polyester: A manufactured form of silk
Teflon: A fluorinated polymer with low surface energy
Epoxy: A synthetic polymer
How polymers are used
Polymers are used in many materials, including:
148.
Roofing materials
Adhesives
Coated papers
Concrete
Glass
Plastics
Rubbers
Howpolymers are made?
Polymers are made by linking monomers together in a process called polymerization.
The structure of a polymer depends on the type of monomers used.
Polymers with many monomers are sometimes called high polymers.
Why are polymers used in materials?
Polymers help us to save energy, with lighter vehicles and insulated buildings; package consumable goods;
reduce land use and fertilisers, thanks to synthetic fibres; preserve other materials using coatings; and save
lives by way of countless medical applications.
69. Biomaterials
Biomaterials are materials that interact with biological systems and are used to support, enhance, or replace
biological functions. They can be natural or synthetic, and can be used in medicine, fashion, and other
applications.
Medical applications
Tissue scaffolds: Used to help new tissue grow in place of damaged tissue
149.
Vascular stents:Used to help with blood flow
Intraocular lenses: Used to replace the lens of the eye in cases of cataracts
Contact lenses: Used to preserve and restore vision
Dental implants: Used to replace missing teeth
Fillings and crowns: Used to improve the appearance and function of teeth
Braces: Used to improve the alignment of teeth
Fashion applications
Cotton, linen, and wool: Common materials derived from plants
Animal leather: A traditional biomaterial derived from animals
Spider silk: A cutting-edge biomaterial used to make jackets
Dyes produced by bacteria: A cutting-edge biomaterial used to make dyes
Other applications
Nanoparticles: Used to protect therapeutics in the bloodstream
Biodegradable materials: Used to release therapeutics in a controlled manner
What is the definition of a biomaterial?
In subject area: Chemistry. A biomaterial is defined as any substance, whether natural or synthetic, that can
be used in the body to treat, augment, or replace tissues, organs, or bodily functions.
What is biomaterials example?
Examples of biomaterials include metals, ceramics, glass, and polymers. These biomaterials can be found
in things such as contact lenses, pacemakers, heart valves, orthopedic devices, and much more.
What is the importance of biomaterials?
What are biomaterials? Biomaterials play an integral role in medicine today—restoring function and
150.
facilitating healing forpeople after injury or disease. Biomaterials may be natural or synthetic and are used
in medical applications to support, enhance, or replace damaged tissue or a biological function.
70. Bio tribology
Biotribology, in the context of biomaterials, refers to the study of friction, wear, and lubrication within
biological systems, primarily focusing on how surfaces within the human body interact when they move
against each other, like in joints, and how this relates to the design and function of implanted biomaterials
like artificial joints or medical devices; essentially, it examines how different materials behave under the
forces of movement within the body to minimize wear and ensure proper functionality.
Key points about biotribology:
Focus on biological systems:
Unlike standard tribology which studies friction and wear in mechanical systems, biotribology
specifically investigates these phenomena in living organisms, like synovial joints (hips, knees).
Important factors:
Lubrication: The role of synovial fluid in joints to reduce friction and wear is a key aspect of
biotribology.
Surface properties: Understanding the surface characteristics of biological tissues and implanted
biomaterials is crucial for optimal tribological performance.
Wear mechanisms: Studying different types of wear (adhesive, abrasive, fatigue) that can occur on
biological surfaces and how to mitigate them.
Applications in biomaterials:
Joint replacement design: Optimizing the design of artificial joints like hip and knee prostheses to
minimize wear and improve implant longevity.
Dental implants: Studying the interaction between dental implants and surrounding bone to prevent
wear and ensure stability.
151.
Cardiovascular devices: Analyzingthe tribological behavior of heart valves and other
implanted devices to prevent issues like blood clotting or tissue damage.
Example of biotribological research:
Investigating the effect of different surface coatings on the wear rate of a hip implant.
Studying the role of synovial fluid composition in joint lubrication
Analyzing the friction between a prosthetic heart valve and surrounding tissue
Biotribology explores friction, wear, and lubrication within biological systems. This field encompasses
research on a variety of natural biological processes, from joint movement and tissue interaction, to the
mechanical behavior of biological materials under various stress conditions.
What is tribology in biomaterials?
Tribology of biomaterials is to study how the materials work and fail. This will help us to produce better
biomaterials. Tribology plays a very important role in improving the design and making successful
biomaterials for medical purposes.
What is the meaning of Biotribology?
Biotribology is the study of how surfaces in the human body interact with each other while moving relative
to one another. It's a branch of tribology, which is the study of how surfaces interact when they move
relative to each other.
What does biotribology study?
Friction: How surfaces rub against each other
Wear: How surfaces degrade over time
Lubrication: How surfaces are kept moving smoothly
What does biotribology apply to?
Joints: The study of how joints in the body move, including hip and knee joints, and how artificial
152.
joint replacements work
Skin:How the skin interacts with clothing
Dental implants: How dental implants and restorative materials wear, corrode, and adhere to bacteria
Heart valves: How replacement heart valves wear
Why is biotribology important?
Biotribology is important for understanding how the body's tissues function normally.
Biotribology can help improve the design of artificial joints and dental implants.
What are the applications of biotribology?
Biotribologists incorporate concepts of friction, wear, and lubrication of these biological surfaces in
various applications, such as the design of joints and prosthetic devices, the wear of screws and plates in
bone fracture repair, wear of denture and restorative materials, wear of replacement heart valves, and even.
71. Nano Tribology
Nanotribology is the study of friction, wear, lubrication, and adhesion at the nanometer scale. It's a branch
of tribology, which is the study of friction, wear, and lubrication in general.
Why is nanotribology important?
Nanotribology is important for understanding how surfaces interact at the atomic scale.
It can help solve problems with friction and wear in micro- and nano-mechanical devices.
Nanotribology can help improve the efficiency and durability of products like automobiles, hard disks, and
electronics.
How is nanotribology studied?
Nanotribology uses experiments, modeling, and atomistic simulations.
153.
Microscopy techniqueslike the atomic force microscope (AFM) and scanning tunneling microscope
(STM) are used to analyze surfaces.
Computational methods and quartz crystal microbalance (QCM) are also used.
What are some applications of nanotribology?
Nanotribology can help design superlubricant coatings for moving parts in micro- and nano-mechanical
devices.
Nanotribological techniques can help overcome adhesion issues.
Nanotribology is the scientific study of friction and wear on the nanometer length scale, typically
addressing the sliding contact between a single asperity and a flat surface in well-controlled conditions
through experiments, modeling, and atomistic simulations.
What is nano tribology?
Nanotribology is the branch of tribology that studies friction, wear, adhesion and lubrication phenomena at
the nanoscale, where atomic interactions and quantum effects are not negligible. The aim of this discipline
is characterizing and modifying surfaces for both scientific and technological purposes.

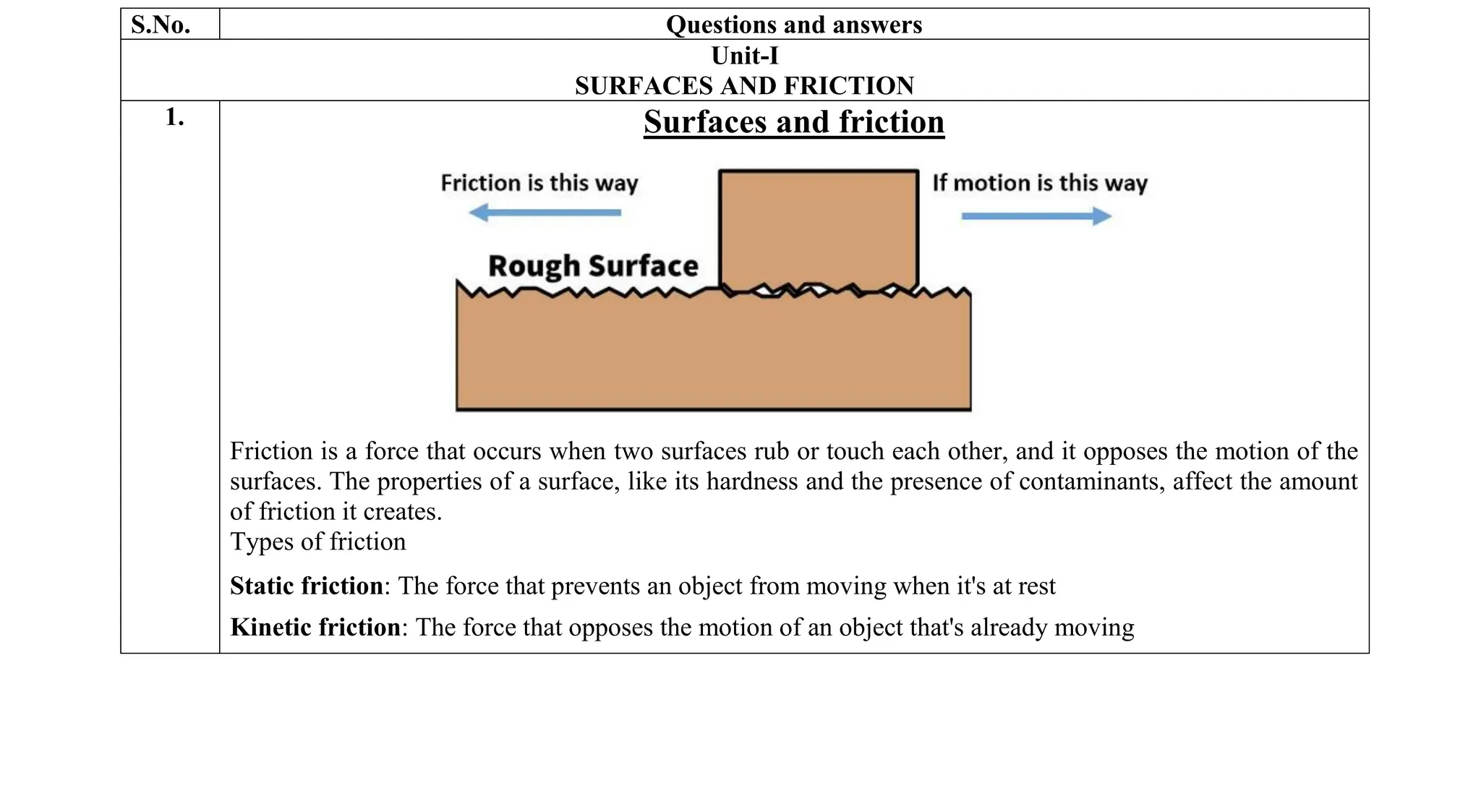
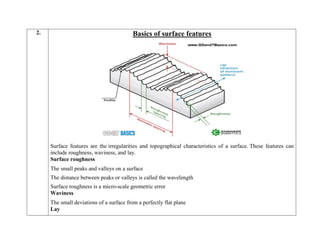
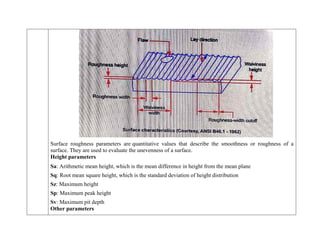
![ Rti: Vertical distance between the highest peak and the lowest valley
Rsk: Skewness, which is used to evaluate deviations in the height distribution
Rku: Kurtosis, which is used to evaluate sharpness in the height distribution
Sal: Autocorrelation length, which is the horizontal distance of the autocorrelation function
Smr(c): Areal material (bearing area) ratio
Smc(mr): Inverse areal material ratio
Rmr(c): Material component of the profile, which is the fraction of a line that cuts through material at a
stipulated height
RSm: Mean peak width, which is the mean value of the width of the profile elements
Surface roughness is often a good predictor of how a mechanical component will perform.
What are roughness parameters?
Surface roughness is a quantitative value that reflects the smoothness or roughness of the surface, which is
usually represented by the roughness parameter Ra, which is calculated as roughness average of a surfaces
measured microscopic peaks and valleys [60].
What are RA and RZ in surface roughness?
Ra and Rz are both parameters used to describe the roughness of a surface. Ra, or average roughness, is the
average of all the peaks and valleys in a surface. Rz, or mean roughness depth, is the average distance
between the highest and lowest peaks and valleys.](https://image.slidesharecdn.com/se-cme397-material-251207070623-aefdf69b/85/CME397-surface-engineering-for-mechanical-engineering-6-320.jpg)
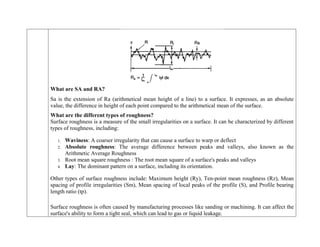
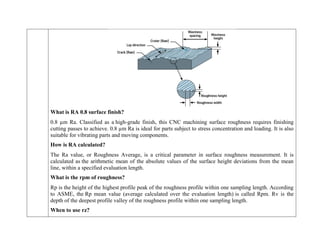
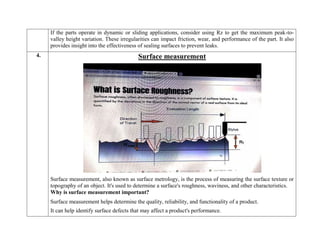

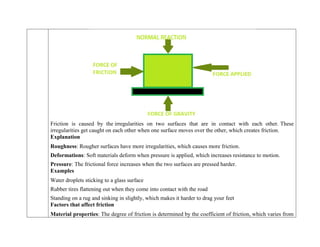
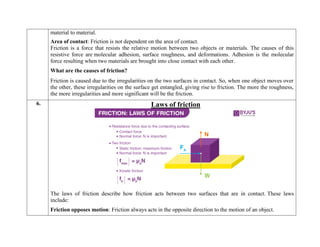
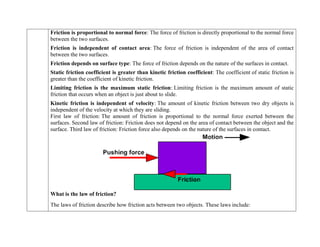
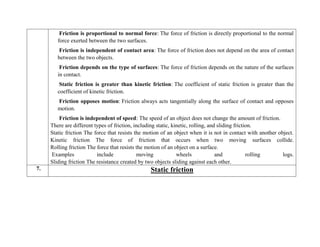
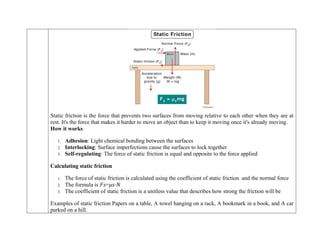
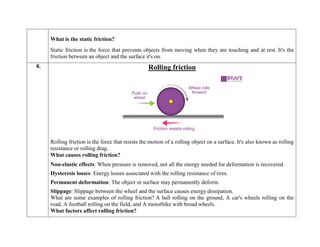

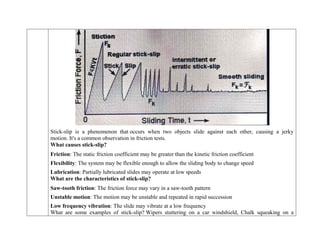



![abrasive wear, and oxidative wear.
Lubricant breakdown: Elevated temperatures can degrade the performance of lubricants by
reducing their viscosity and stability.
Material properties change: High temperatures can alter the mechanical properties of
materials, leading to softening or phase transformations.
Thermal considerations in design:
1. Material selection:
Choosing materials with high thermal conductivity to efficiently dissipate heat.
2. Surface treatments:
Implementing surface treatments like polishing or coatings to reduce friction and heat generation.
3. Lubrication:
Selecting appropriate lubricants with high thermal stability for high-temperature applications.
4. Cooling mechanisms:
Incorporating cooling systems like forced air or liquid cooling to manage heat dissipation.
5. Design geometry:
Optimizing contact geometry to minimize friction and distribute heat more evenly.
In sliding contact systems, the largest part of the frictional energy is transformed into heat, which in turn
leads to a rise of temperature in the contact interface. It is commonly agreed that this phenomenon is linked
to plastic deformations occurring at the sub-surface zone near to contact interface [1], [2].
Unit-II
WEAR
14. Wear in surface engineering
Wear is the gradual loss of material from a surface due to relative motion between two solid surfaces. It](https://image.slidesharecdn.com/se-cme397-material-251207070623-aefdf69b/85/CME397-surface-engineering-for-mechanical-engineering-28-320.jpg)

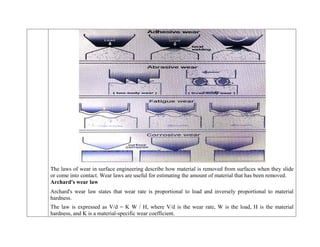
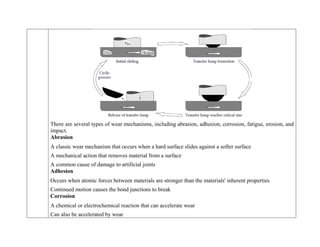









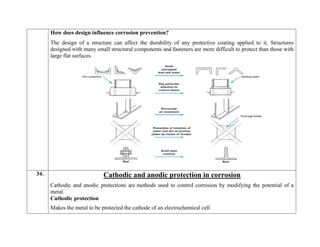

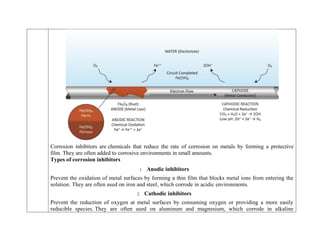


![ Hydrophobic surface is a surface that has the ability to repel water [1]. The term hydrophobicity was
derived from two Greek words that are hydro that means water and phobos that means fear; thus,
hydrophobic surfaces can be define as material that tend to repel with water.
What are the properties of a hydrophobic surface?
A hydrophobic surface is defined as a surface that repels water and exposes groups like methyl, methylene,
methoxy, or trifluoromethyl ester. These surfaces bind proteins more strongly than hydrophilic surfaces
due to increased interactions with hydrophobic protein domains.
How do you explain hydrophobic?
Hydrophobic is a property of molecules that do not mix with water. The definition of hydrophobic can be
sorted out from the Greek etymology of the word. "Hydro" means water and "phobic" means fearing. Thus,
hydrophobic molecules, also called hydrophobes, are water fearing molecules.
What is an example of a hydrophobic surface?
The word hydrophobic can be directly translated as a “fear of water” which is a good description of a
surface that repels water. Several examples of such surfaces can be found in nature such as lotus leaves,
shark skin, and butterfly wings.
39. Super hydrophobic in surface properties](https://image.slidesharecdn.com/se-cme397-material-251207070623-aefdf69b/85/CME397-surface-engineering-for-mechanical-engineering-78-320.jpg)
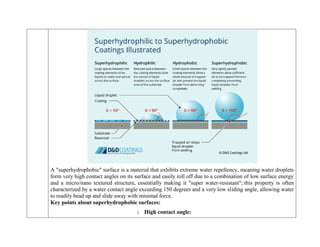


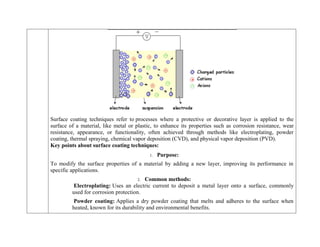
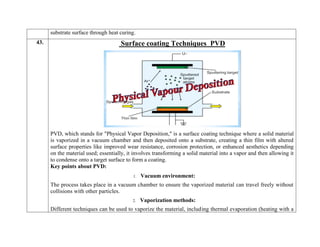
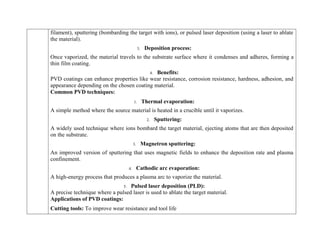

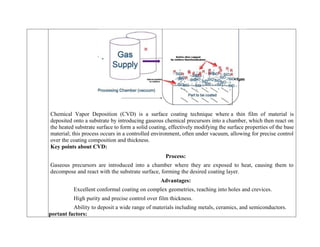
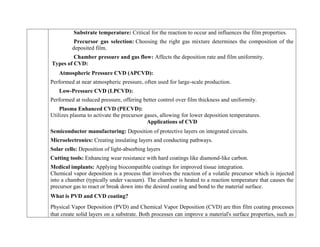
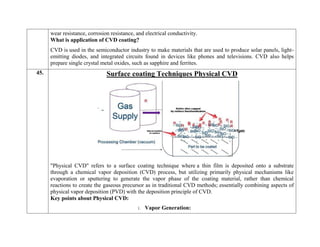

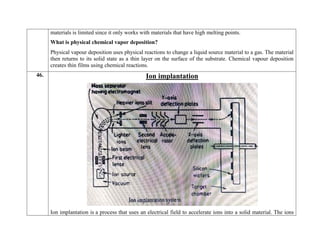

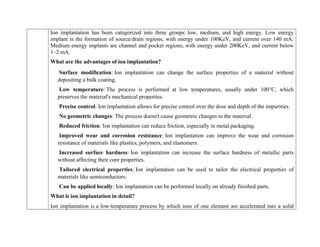
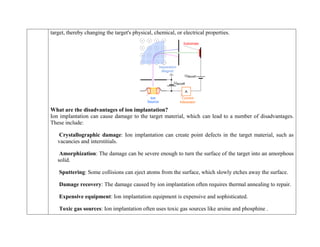


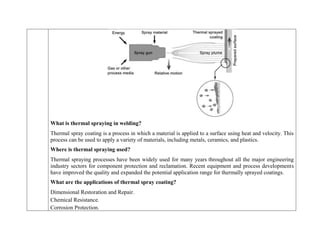


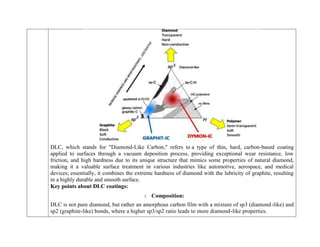
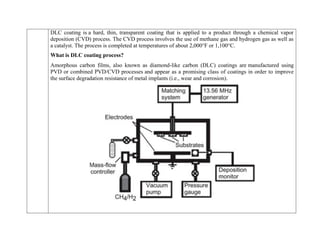



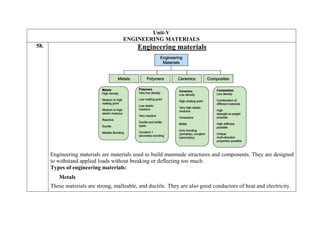





![Ti-6Al-2Sn-4Zr-2Mo: This alloy is used for creep resistance
Ti-6Al-2Sn-4Zr-6Mo: This alloy is used for high strength at high temperatures
What is an example of a titanium alloy?
Some examples of commonly used titanium-based alloys in airframe structure such as floors, windows
frames, landing gears and springs are: commercially pure titanium, Ti-6Al-4V, Ti-10V-2Fe-3Al, Ti-6-6-2,
and Ti-15V-3Cr-3Sn-3Al.
64. Magnesium alloys
Magnesium alloys are lightweight, strong, and stiff, making them a popular choice for engineering
applications. They are used in a variety of industries, including aerospace, automotive, and biomedical.
Properties
Lightweight: Magnesium is the lightest structural metal, with a specific gravity of 1.74.
Strong: Magnesium alloys have high specific strength and stiffness.
Damping: Magnesium has the highest damping capacity of any structural metal.
Biocompatible: Magnesium alloys are biocompatible and can stimulate the formation of new bones.
Recyclable: Magnesium alloys are widely recyclable and pose no toxicity hazards.
Electromagnetic shielding: Magnesium alloys have good electromagnetic shielding capabilities.
As the lightest metal structural material, magnesium alloy is equivalent to most engineering plastics. It has
many excellent properties such as high specific strength and specific stiffness [1,2], good electromagnetic
shielding, easy recovery and so on.
What are the magnesium alloys?
Magnesium alloys are a combination of magnesium and other metals, such as aluminum, zinc, manganese,
and silicon. They are used in many industries, including automotive, aerospace, and electronics.](https://image.slidesharecdn.com/se-cme397-material-251207070623-aefdf69b/85/CME397-surface-engineering-for-mechanical-engineering-138-320.jpg)