Downloaded 51 times
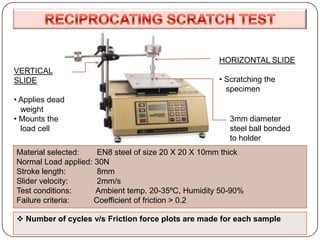
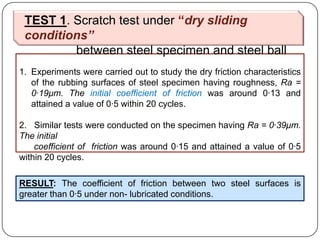
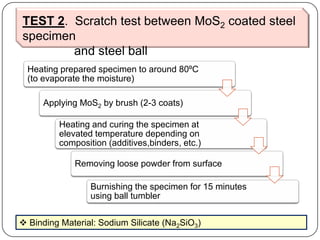
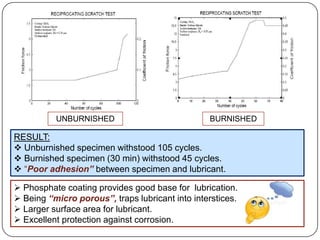


This document studies the use of MoS2 coatings for solid lubrication. It describes 6 tests of MoS2 coatings on steel specimens under different conditions: 1. Dry sliding tests showed high friction over 0.5 without lubrication. MoS2 coatings reduced friction to around 0.1-0.15. 2. Phosphate coatings and burnishing improved adhesion and lubrication, with burnished specimens lasting longer. Zirconia and graphite additives further reduced friction and wear. 3. High temperature tests found coatings maintained low 0.05 friction up to 5500 cycles at 200C, but absorbed moisture at room temperature increased friction and reduced lifespan.










![Metallurgycasting 1262179524-phpapp01[1]](https://cdn.slidesharecdn.com/ss_thumbnails/metallurgycasting-1262179524-phpapp011-120218083107-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)










































































