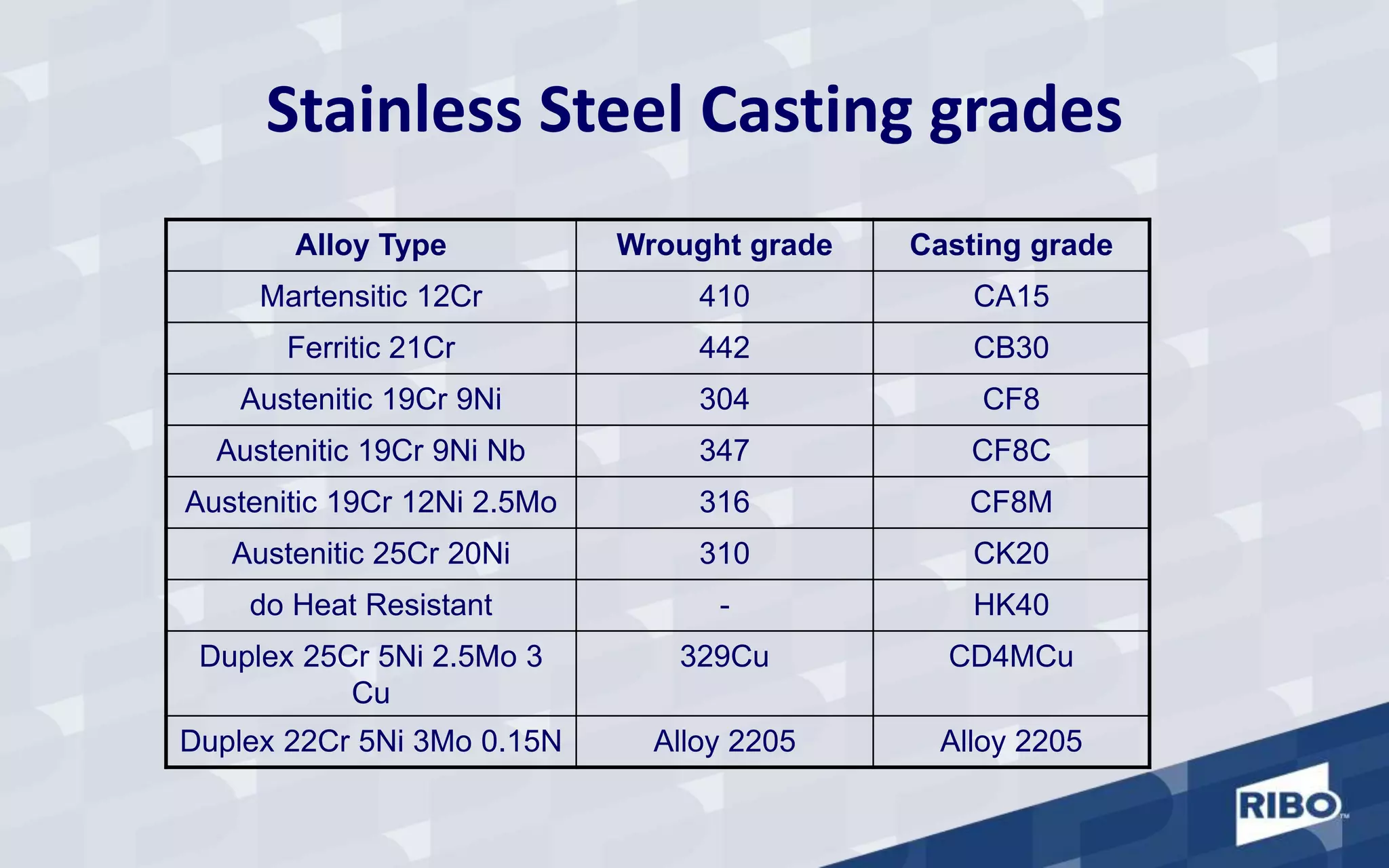
Stainless steels contain 10.5-30% chromium which forms a passive oxide layer protecting the steel from corrosion. Common types include martensitic, ferritic, austenitic, and duplex stainless steels. Martensitic stainless steels can be hardened through heat treatment while ferritic stainless steels have higher ductility and corrosion resistance. Duplex stainless steels have a mixed austenite and ferrite structure providing high strength and pitting/stress corrosion resistance. Austenitic stainless steels have excellent ductility and toughness down to cryogenic temperatures and are widely used in chemical plants and food processing. Proper welding techniques are required to prevent issues like sensitization, hot cracking, and sigma