Downloaded 18 times

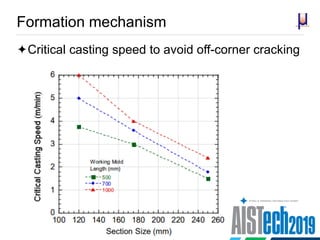


The document discusses off-corner cracks as internal defects in steel billets and blooms, exploring their formation mechanisms, prevention strategies, and evolution during rolling. Key findings indicate that these cracks are affected by factors such as mold design, metallurgical measures, and operational conditions, with a focus on high casting speeds and specific steel compositions. The research highlights the importance of troubleshooting and optimizing conditions to minimize the occurrence of these defects in the steel manufacturing process.



























![BSP Project (Based on Continuous Casting) [Final]](https://cdn.slidesharecdn.com/ss_thumbnails/1cb7ea7d-f281-4d52-a9fa-9483a29f6fbc-150714213851-lva1-app6892-thumbnail.jpg?width=640&height=640&fit=bounds)



























































