![What is Six Sigma?
Definitions - ASQ
• Six Sigma is a philosophy
– This perspective views all work as processes that can be defined,
measured, analyzed, improved and controlled. Processes require inputs (x)
and produce outputs (y). If you control the inputs, you will control the
outputs: This is generally expressed as y = f(x).
• Six Sigma is a set of tools
– The Six Sigma expert uses qualitative and quantitative techniques to drive
process improvement. A few such tools include statistical process control
(SPC), control charts, failure mode and effects analysis and flowcharting.
• Six Sigma is a methodology
– This view of Six Sigma recognizes the underlying and rigorous approach
known as DMAIC (define, measure, analyze, improve and control). DMAIC
defines the steps a Six Sigma practitioner is expected to follow, starting
with identifying the problem and ending with the implementation of long-
lasting solutions. While DMAIC is not the only Six Sigma methodology in
use, it is certainly the most widely adopted and recognized.
Source: ASQ [1]
May 16, 2012 © Strategic Modularity Inc. 2012 www.strategicmodularity.com Page 4 of 40](https://image.slidesharecdn.com/sixsigmarev1-02012-05-16-120516124222-phpapp02/85/Six-Sigma-Primer-Seeking-Meaningful-Improvments-4-320.jpg)
![What is Six Sigma?
Definitions – Lean Lexicon
• A quality standard of just 3.4 defects per one million
opportunities; 99.9996% perfect.
• Six sigma methodologies emphasize mathematical and
statistical tools to improve the quality of processes that are
already under control.
• Application follows a five-step process of define, measure,
analyze, improve, and control often referred to as DMAIC.
• The term refers to the number of standard deviations a point is
away from the mean point in a bell curve. It often is
represented as 6 sigma.
Source: Lean Lexicon [2]
May 16, 2012 © Strategic Modularity Inc. 2012 www.strategicmodularity.com Page 5 of 40](https://image.slidesharecdn.com/sixsigmarev1-02012-05-16-120516124222-phpapp02/85/Six-Sigma-Primer-Seeking-Meaningful-Improvments-5-320.jpg)
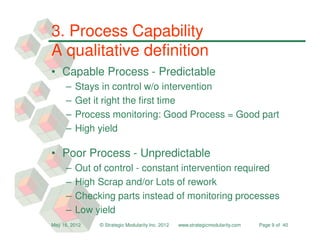
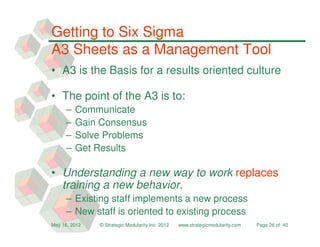
![Process Capability - Cp
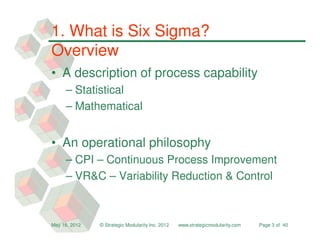
A quantitative definition
SpecificationWidth
Cp =
Pr ocessCapab ility
± 4σ ± 6σ
Cp = Cp = 1 .33 Cp = Cp = 2.0
± 3σ ± 3σ
Source: Motorola [4]
May 16, 2012 © Strategic Modularity Inc. 2012 www.strategicmodularity.com Page 10 of 40](https://image.slidesharecdn.com/sixsigmarev1-02012-05-16-120516124222-phpapp02/85/Six-Sigma-Primer-Seeking-Meaningful-Improvments-10-320.jpg)
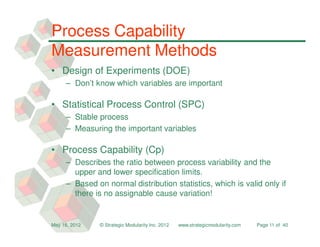
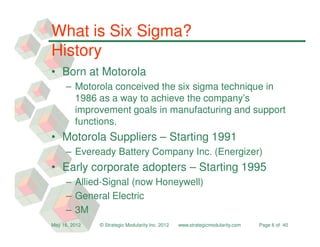
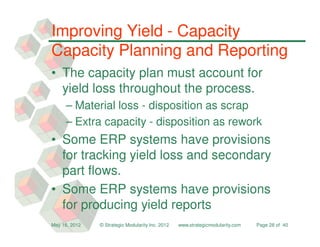
![Process Capability vs. Yield Loss
Why is Six-Sigma important?
Source: Motorola [4]
May 16, 2012 © Strategic Modularity Inc. 2012 www.strategicmodularity.com Page 14 of 40](https://image.slidesharecdn.com/sixsigmarev1-02012-05-16-120516124222-phpapp02/85/Six-Sigma-Primer-Seeking-Meaningful-Improvments-14-320.jpg)
![Process Capability vs. Yield Loss
How process shifts affect yield
Source: Motorola [4]
• At low process capability, a process shift
can produce significant yield losses.
• Six-sigma protects against yield losses
May 16, 2012 © Strategic Modularity Inc. 2012 www.strategicmodularity.com Page 15 of 40](https://image.slidesharecdn.com/sixsigmarev1-02012-05-16-120516124222-phpapp02/85/Six-Sigma-Primer-Seeking-Meaningful-Improvments-15-320.jpg)
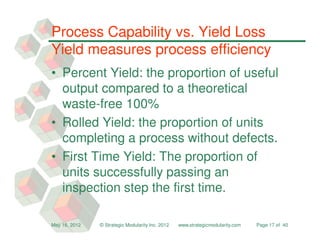
![Process Capability vs. Yield Loss
How process shifts affect yield
• Graph shows one
process step
• Process control
– Difficult to keep most
processes centered
– Expect a shift
• Yield Loss = ƒ (Cp)
– For Cp = 1, defect rate
approaches 7%
– For Cp = 2, defect rate is
Source: Motorola [4]
negligible
May 16, 2012 © Strategic Modularity Inc. 2012 www.strategicmodularity.com Page 16 of 40](https://image.slidesharecdn.com/sixsigmarev1-02012-05-16-120516124222-phpapp02/85/Six-Sigma-Primer-Seeking-Meaningful-Improvments-16-320.jpg)
![Process Capability vs. Yield Loss
The Tyranny of Large Numbers
Source: Feiman [5]
• The Math: 0.9 x 0.9 x 0.9 x 0.9 = 0.656
• Imagine a process with hundreds of
steps: Ex. Semiconductor
Manufacturing
• Yield becomes critically important
May 16, 2012 © Strategic Modularity Inc. 2012 www.strategicmodularity.com Page 19 of 40](https://image.slidesharecdn.com/sixsigmarev1-02012-05-16-120516124222-phpapp02/85/Six-Sigma-Primer-Seeking-Meaningful-Improvments-19-320.jpg)
![Process Capability & Yield Loss
Managing Workflow Complexity
Source: Feiman [5]
• Picture shows a single process step
• Complex material flow paths
• For rejected parts, flow stops while
awaiting a disposition decision
May 16, 2012 © Strategic Modularity Inc. 2012 www.strategicmodularity.com Page 20 of 40](https://image.slidesharecdn.com/sixsigmarev1-02012-05-16-120516124222-phpapp02/85/Six-Sigma-Primer-Seeking-Meaningful-Improvments-20-320.jpg)
![Getting to Six Sigma
Tools to Find Assignable Cause
Source: Wordpress [6]
May 16, 2012 © Strategic Modularity Inc. 2012 www.strategicmodularity.com Page 22 of 40](https://image.slidesharecdn.com/sixsigmarev1-02012-05-16-120516124222-phpapp02/85/Six-Sigma-Primer-Seeking-Meaningful-Improvments-22-320.jpg)
![Getting to Six Sigma
Plan-Do-Check-Act Improvement Cyclss
Source: Shook [9]
May 16, 2012 © Strategic Modularity Inc. 2012 www.strategicmodularity.com Page 24 of 40](https://image.slidesharecdn.com/sixsigmarev1-02012-05-16-120516124222-phpapp02/85/Six-Sigma-Primer-Seeking-Meaningful-Improvments-24-320.jpg)
![Getting to Six Sigma
A3 Sheets PDCA Improvement Cycles
The way The better
things way to
happen work.
now.
Do
Plan Check
Act
Source: Sobek [7]
May 16, 2012 © Strategic Modularity Inc. 2012 www.strategicmodularity.com Page 25 of 40](https://image.slidesharecdn.com/sixsigmarev1-02012-05-16-120516124222-phpapp02/85/Six-Sigma-Primer-Seeking-Meaningful-Improvments-25-320.jpg)

![Improving Yield - Workflow
Managing Yield Loss Complexity
Parts Flow
Parts Flow
10% Bad
10% Bad
Source: Feiman [5]
• Picture shows a single process step
• Complex material flow paths
• For rejected parts, flow stops while
awaiting a disposition decision
May 16, 2012 © Strategic Modularity Inc. 2012 www.strategicmodularity.com Page 29 of 40](https://image.slidesharecdn.com/sixsigmarev1-02012-05-16-120516124222-phpapp02/85/Six-Sigma-Primer-Seeking-Meaningful-Improvments-29-320.jpg)
![The Tyranny of Large Numbers
Yield = ƒ (Capability, Number of Steps)
• Yield is the result,
dependent on:
– Process capability
– Number of steps
• To improve yield:
– Redesign product to
decrease part count
and improve process.
– Redesign process to
increase Cpk.
Source: Motorola [4]
May 16, 2012 © Strategic Modularity Inc. 2012 www.strategicmodularity.com Page 30 of 40](https://image.slidesharecdn.com/sixsigmarev1-02012-05-16-120516124222-phpapp02/85/Six-Sigma-Primer-Seeking-Meaningful-Improvments-30-320.jpg)
![Improving Yield – Best Process
The Robust Process
• Six Sigma Process Characteristics
– Process mean is 6σ away from USL and LSL
– Tolerates a ±1.5σ shift in process centeredness
– 3.4 Defective Parts per Million Opportunities (DPMO)
Source: Cmglee, Wikimedia Commons [8]
May 16, 2012 © Strategic Modularity Inc. 2012 www.strategicmodularity.com Page 36 of 40](https://image.slidesharecdn.com/sixsigmarev1-02012-05-16-120516124222-phpapp02/85/Six-Sigma-Primer-Seeking-Meaningful-Improvments-36-320.jpg)
![Six Sigma Primer
Bibliography
[1] ASQ, American Society for Quality, http://asq.org
[2] Lean Lexicon, 4th Edition, Lean Enterprise Institute, 2008.
[3] APICS Dictionary, 13th Edition, 2011
[4] ENG 123, “Design for Manufacturability Participant Guide,” Motorola University, 1992
[5] Feiman, Daniel, et.al “THE Book on . . . Business from A to Z: The 260 Most Important
Answers You Need to Know ,” Build It Backwards Publishing, Los Angeles CA, 2011.
[6] Tools for Root Cause Analysis, http://aacesubajou.wordpress.com
[7] Sobek, Durward K. II, and Smalley, Art “Understanding A3 Thinking: A Critical Component
of Toyota’s PDCA Management System,” Productivity Press, www.productivitypress.com ,
2008, ISBN 978-1-56327-360-5
[8] Cmglee, Six Sigma with 1.5 sigma Process shift, Wikimedia Commons
[9] Shook, John, “Managing to Learn,” Lean Enterprise Institute, 2008
May 16, 2012 © Strategic Modularity Inc. 2012 www.strategicmodularity.com Page 38 of 40](https://image.slidesharecdn.com/sixsigmarev1-02012-05-16-120516124222-phpapp02/85/Six-Sigma-Primer-Seeking-Meaningful-Improvments-38-320.jpg)

The document provides a comprehensive overview of Six Sigma, explaining its definition, methodology, and importance in improving process capability and reducing waste. It discusses the historical development of Six Sigma, its statistical foundations, and emphasizes the DMAIC framework for achieving high quality standards. The document also addresses the challenge of achieving Six Sigma levels in processes and the tools available for continuous improvement.






















































































