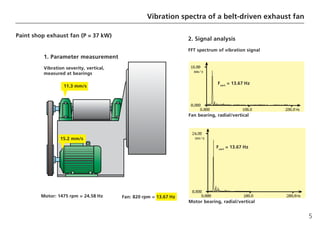
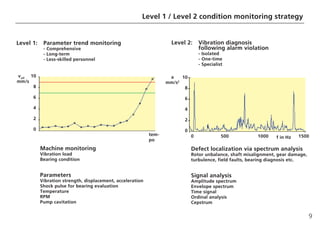
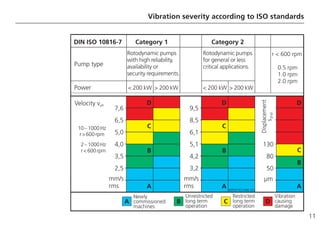
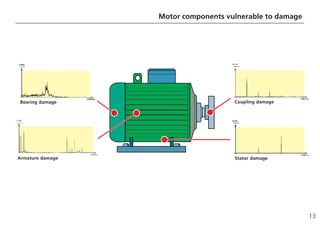
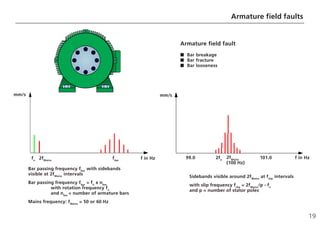
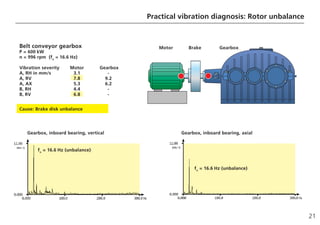
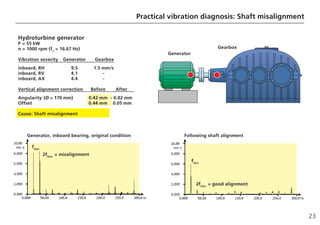
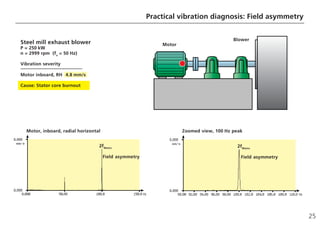
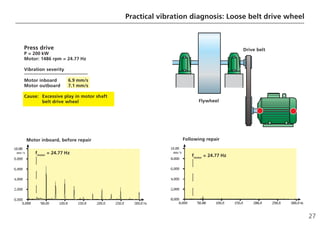
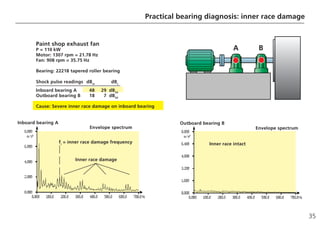
This document discusses machine vibration diagnosis through FFT analysis. It provides examples of using FFT analysis to diagnose issues like rotor unbalance, shaft misalignment, field asymmetry, and a loose belt drive wheel. FFT analysis allows identifying fault frequencies in the machine's vibration spectrum to pinpoint the root cause of issues. The document also discusses ISO standards for vibration severity, components vulnerable to damage, and practical diagnosis techniques.