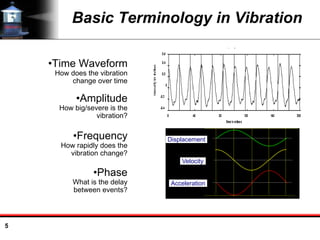
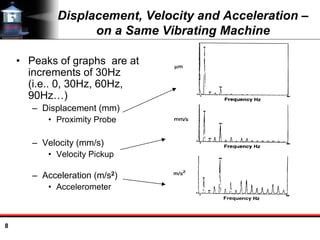
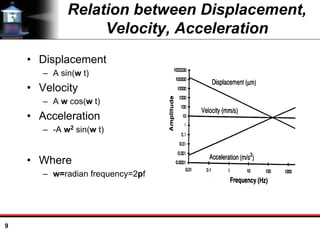
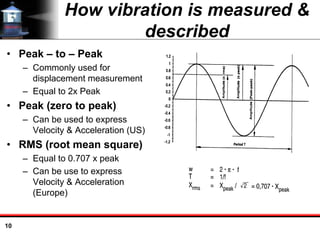
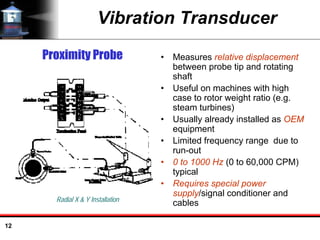
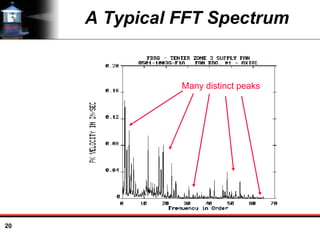
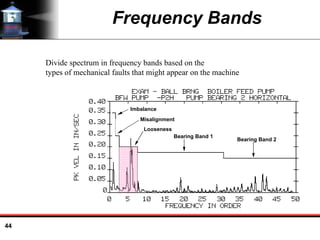
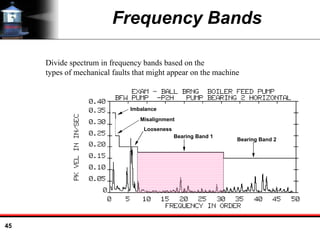
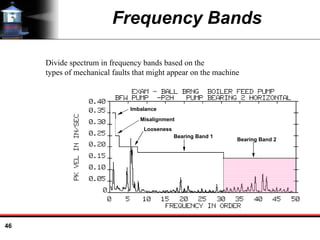
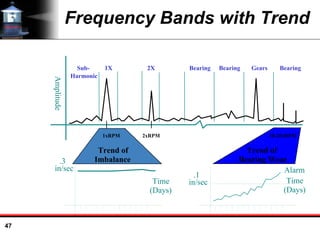
This document provides an overview of vibration analysis and monitoring. It defines key vibration concepts like amplitude, frequency, and phase. It describes how vibration is measured in terms of displacement, velocity, and acceleration. Different transducer types like proximity probes, velocity pickups, and accelerometers are explained. Signal processing techniques like FFT and PeakVue are covered. Common machinery faults that cause vibration like unbalance, misalignment, and bearing issues are detailed. Automatic vibration monitoring and alarm methods using overall levels, frequency bands, and trends are presented. Finally, steps for establishing an effective vibration analysis program are outlined.
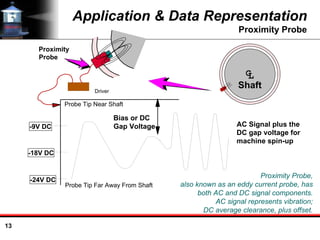
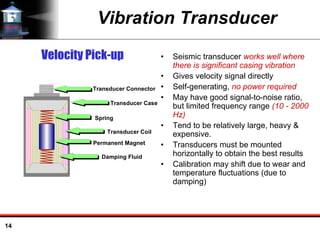
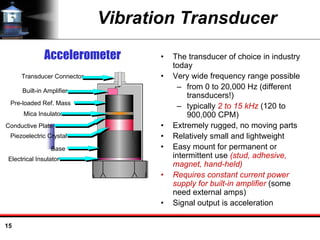
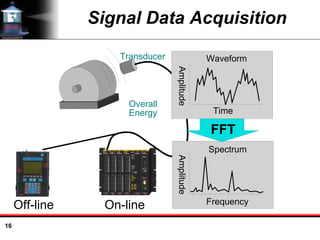







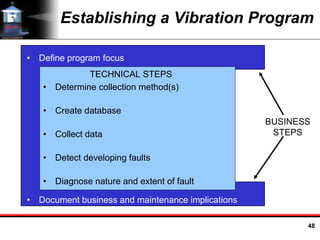







































![Vibration_and_Its_Causes[1] Vibrations.pdf](https://cdn.slidesharecdn.com/ss_thumbnails/vibrationanditscauses1-241125115821-611dbbe3-thumbnail.jpg?width=640&height=640&fit=bounds)















































