The document outlines quality control tests for different liquid dosage forms, including syrups, elixirs, suspensions, and emulsions. It details specific tests such as visual inspection, pH measurements, viscosity, and stability assessments to ensure product safety and efficacy. References are provided for further reading on the subject.
Liquid dosage form
Qualitycontrol tests
for
Presented by:
Puttamreddy Kavyasri
M.pharm(pharmaceutics) 2023-2024
Sree vidyanikethan college of pharmacy
(MBU)
control test forsyrups:
1.visual inspection
2.pH measurements
3.Physical stability
4.Sucrose concentration
5.Light transmittance
5.
1. Visual inspection:
#Take the syrup in a transparent bottle and observe carefully
It should be :
1.good looking
2.elegance in appearance
6.
2. pH measurements:
2methods:
1.By using ph paper
2.pH meter
After getting the values we can compare with the required values.
7.
3. Physical stability:
Wehave to check:
1. Its appearance(no crystallization and microbial growth).
2. Colour must be completely soluble with other ingredients.
3. Order and taste(palatable).
4. Solid material is completely miscible in liquid.
8.
4. Sucrose concentration:
Itis very important control test
There is no specific method for the determinate sucrose in syrup. We use
# Hplc and uv-spectroscopy
Note: high concentration: crystallization of syrup occur
Low concentration: favor for microbial growth.
9.
5. Light transmittancemeter:
Light transmittance meter is a newer tool that is used to check syrup colour.
# a syrup sample is checked for color by passing light through the sample.the
percentage of light transmission is compared to light transmission rates for
different grades.
Note: 1. No fingerprints on the syrup test bottle.
2. Syrup sample has no bubbles or cloudiness.
Those may diminish the light that is transmitted through the sample.
Quality control testfor elixirs:
1. Determination of alcohol conc
2. Viscosity measurements
12.
1. Determination ofalcohol conc:
1. elixir usually contains 5 to 40% alcohol.
2. The determination of alcohol unless specified in the individual monograph.
Cloudy distillates may be clarified by agitation with talc,or with calcium
carbonate and filtration.
For liquids it is presumed to contain less than 30% of alcohol.
13.
2.viscosity measurement:
1. viscosityis measured by different viscometers.
Note:
Higher the viscosity =Higher the stability
It is used for syrup also.
1. Appearance:
❏ Itshould be uniform and elegant.
❏ Particles should be well distributed.
❏ No hard cake formation of particles.
❏ The suspension is poured in a transpirant glass container and is should be
checked if there is any coagulated material adhering to the inside wall of the
container
17.
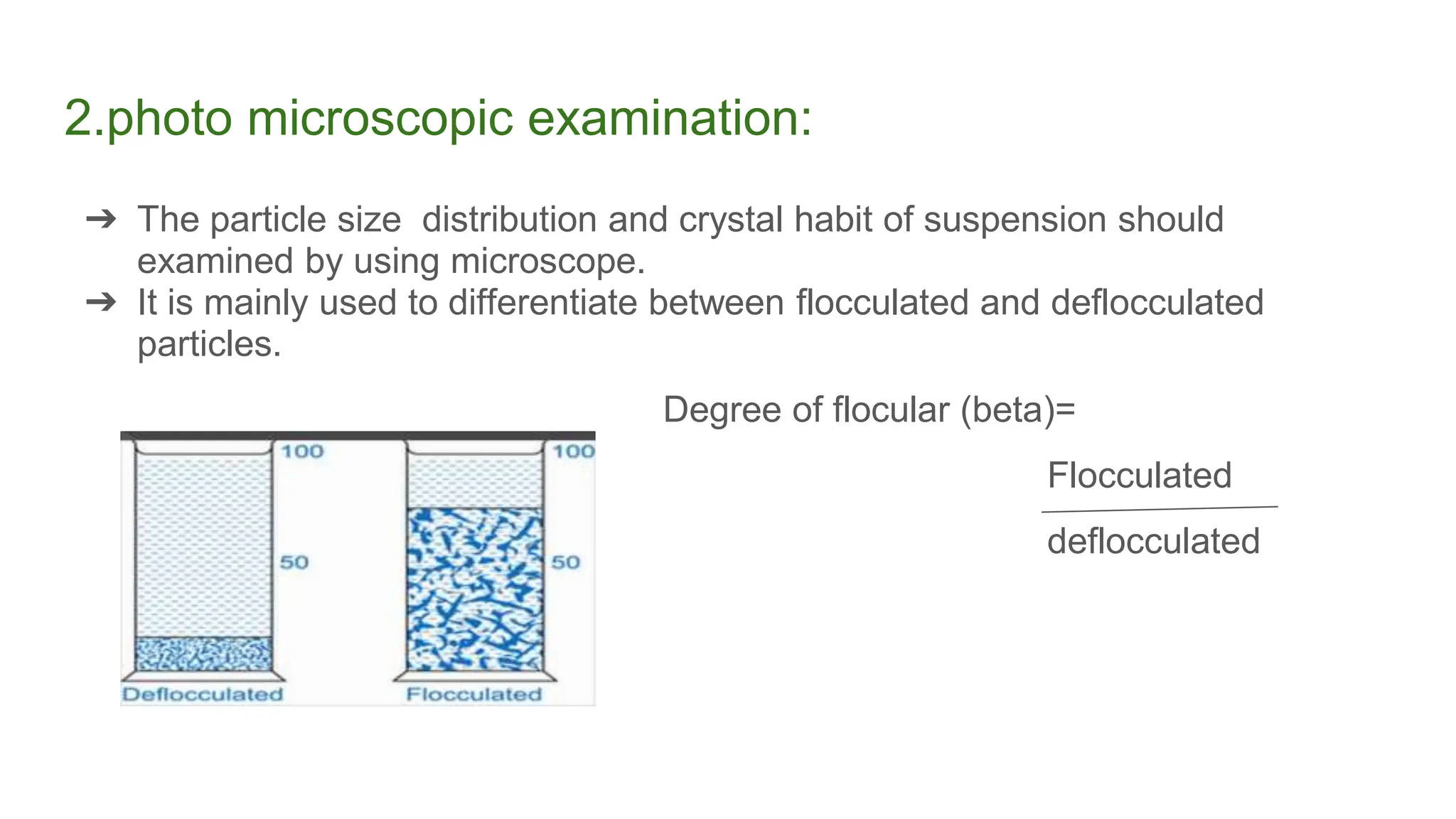
2.photo microscopic examination:
➔The particle size distribution and crystal habit of suspension should
examined by using microscope.
➔ It is mainly used to differentiate between flocculated and deflocculated
particles.
Degree of flocular (beta)=
Flocculated
deflocculated
18.
3. colour ,odourand taste:
➢ It is mostly used for orally taken suspensions.
➢ Variation in colour indicates that it is poor in distribution.
➢ Variation in taste is due to particle size and crystal habit.
19.
4.pH value:
❖ Forsuspension pH should check before and after mixing .pH should be
monitored and recorded time to time to ensure optimum pH environment.
❖ There are two methods:
1. pH paper.
2.pH meter.
20.
5.pourability:
It is doneto ensure the pourable nature of suspension to check it will not cause
any problem during filing and during handling by the patient.
21.
6. viscosity
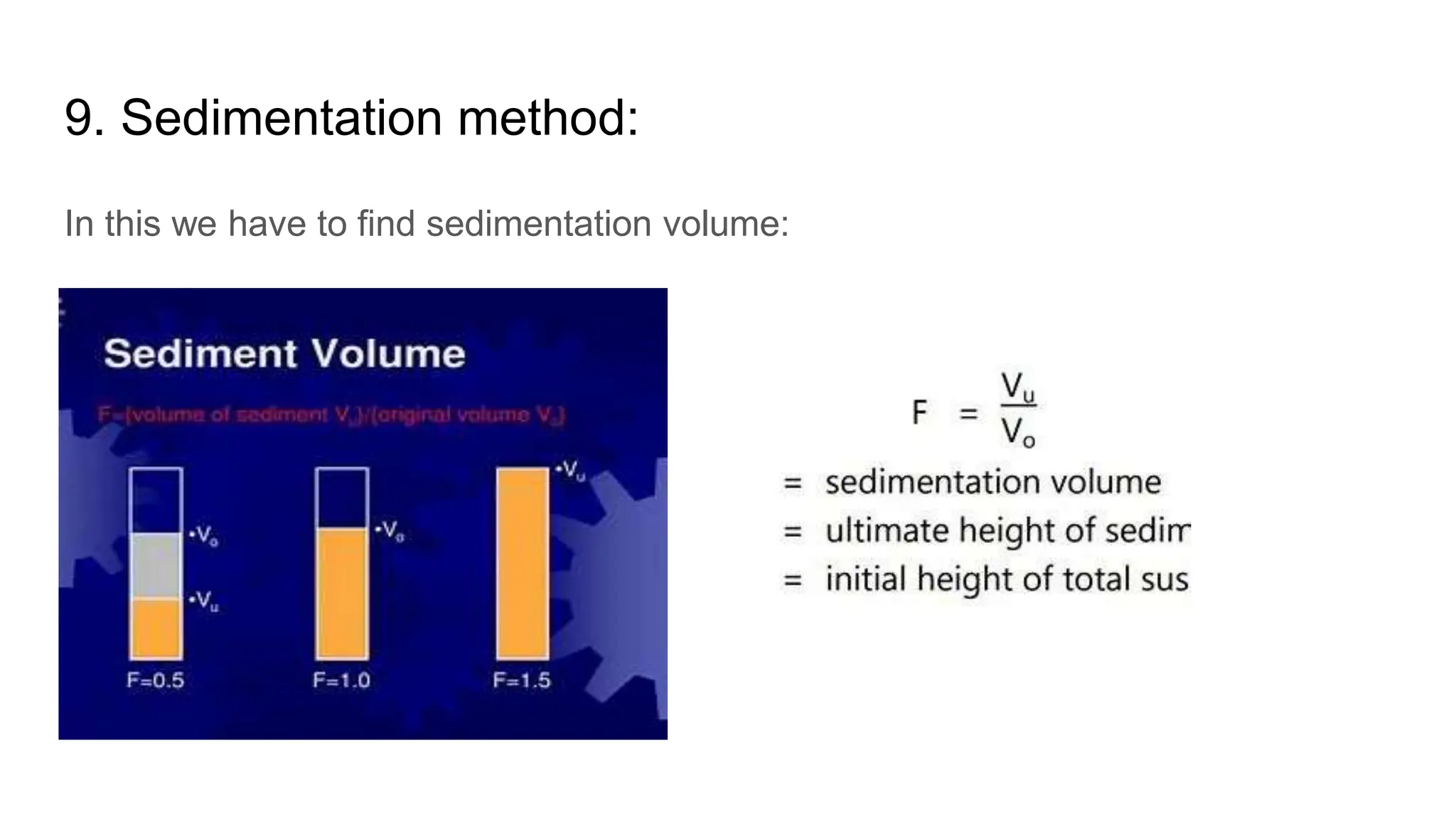
● Itis main . The stability of suspension dependant on the sedimentation rate of
dispersed phase which is dependant on viscosity of dispersed medium.
● The calculated values are compared if any deviation is occur then correction
would done immediately.
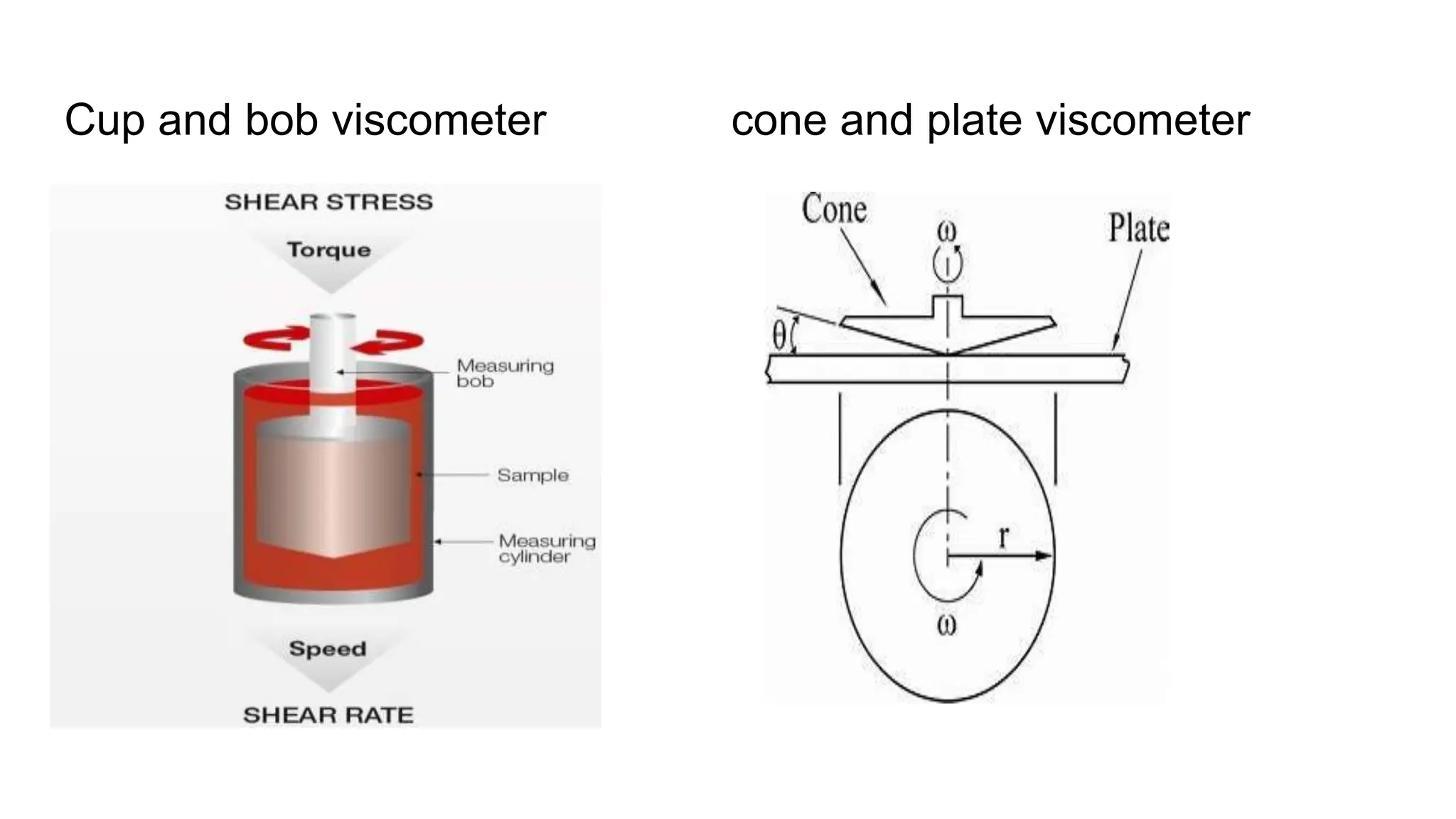
● It can be measured by:
1.cup and bob viscometer
2.cone and plate viscometer
Tests for emulsions:
➢Appearance
➢ Viscosity
➢ Particle size and particle count
➢ Determination of phase separation
➢ Determination of electrolytic properties
➢ Stability
➢ agitation
28.
1.visual inspection:
In thisthe sample is carefully examined for physical appearance of product for
patient adherence and compliance is critical so it should be:
Good looking elegant in appearance
29.
2. viscosity:
Viscosity increasesflocculation of globules will be reduced and also the brownian
movement of globules will also be hindered leading to creaming So, optimum
viscosity is needed for good stability.
It is checked by:
1. Cup and bob viscometer.
2. Cone and plate viscometer.
3. penetrometer
30.
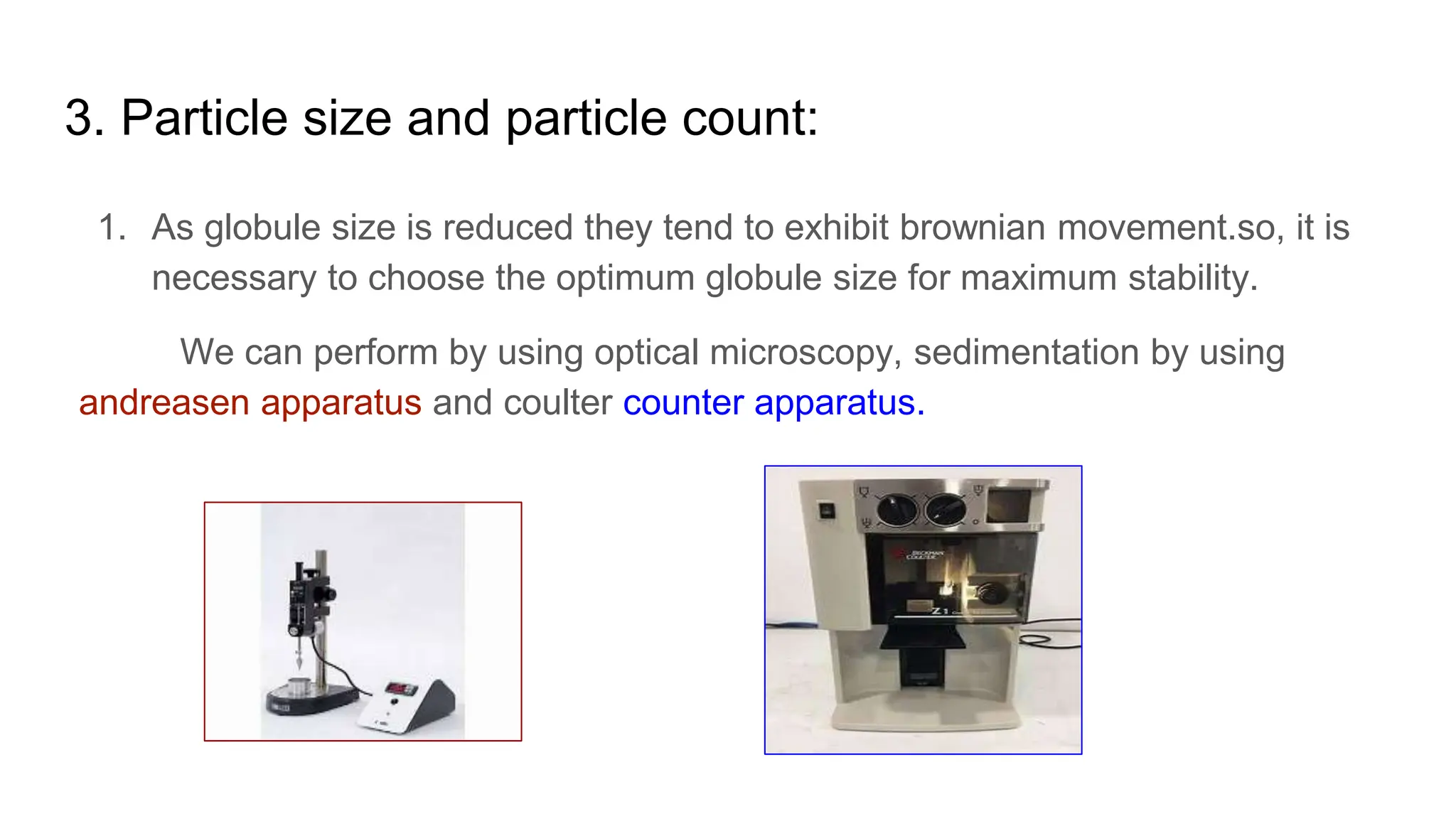
3. Particle sizeand particle count:
1. As globule size is reduced they tend to exhibit brownian movement.so, it is
necessary to choose the optimum globule size for maximum stability.
We can perform by using optical microscopy, sedimentation by using
andreasen apparatus and coulter counter apparatus.
31.
4. Determination ofphase separation :
It may be done by:
1. Visually
2. Measuring the volume of separated phases
32.
5. Determination ofelectrophoretic properties:
Determination of electrophoretic properties like zeta potential is useful for
assessing flocculation since electrical charges on particles influence the rate of
flocculation.
Ow emulsion having a fine particle size will exhibit low resistance but if particle
size increase, then it indicates a sign of oil droplet aggregation and instability.
33.
6.stability:
The stress conditionused for spreading up instability of emulsion includes:
❖ Centrifugal force,agitation force aging and temperature.
1.Centrifugation :
In that centrifugation at 3750 rpm in a 10 cm radius centrifuge for a period of 5
hours is equivalent to the effect of gravity for about 1 year.
2. Agitation:
1. In this believed that no coalescence of droplet take place unless drouplets
impinge upon each other
2.It is believed that no coalescence of droplet take place unless droplets impinge
upon each other.