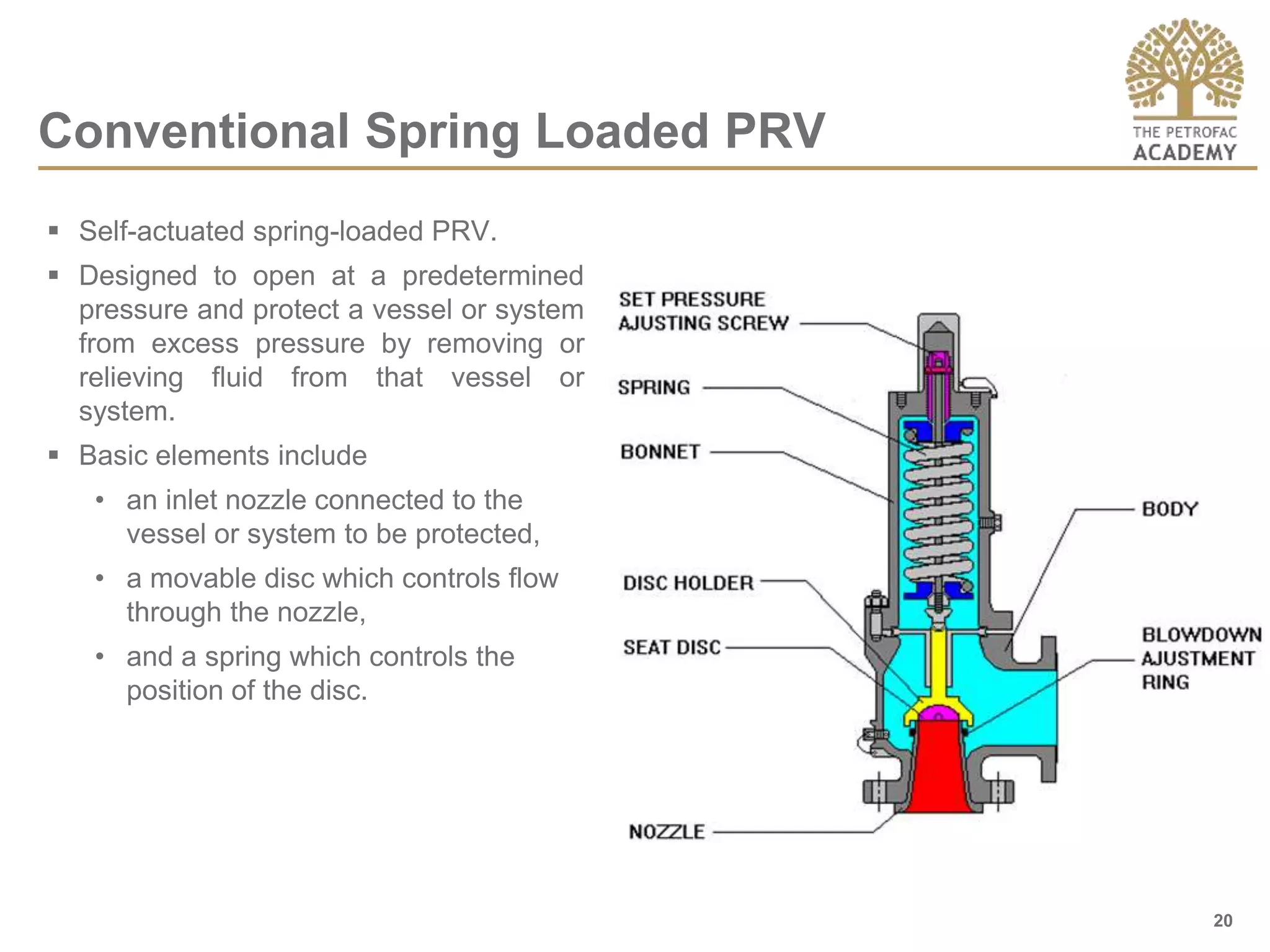
The document discusses pressure relief devices. It covers objectives which include understanding relief events, pressure relief devices, codes and standards, terminology, types of pressure relief valves, sizing, rupture disks, and inspection/testing. It describes relief events as processes to prevent overpressure. Pressure relief devices include pressure relief valves, rupture disks, and pressure/vacuum relief valves, which safeguard against over/under pressure hazards. Codes and standards for selection and sizing are also discussed.