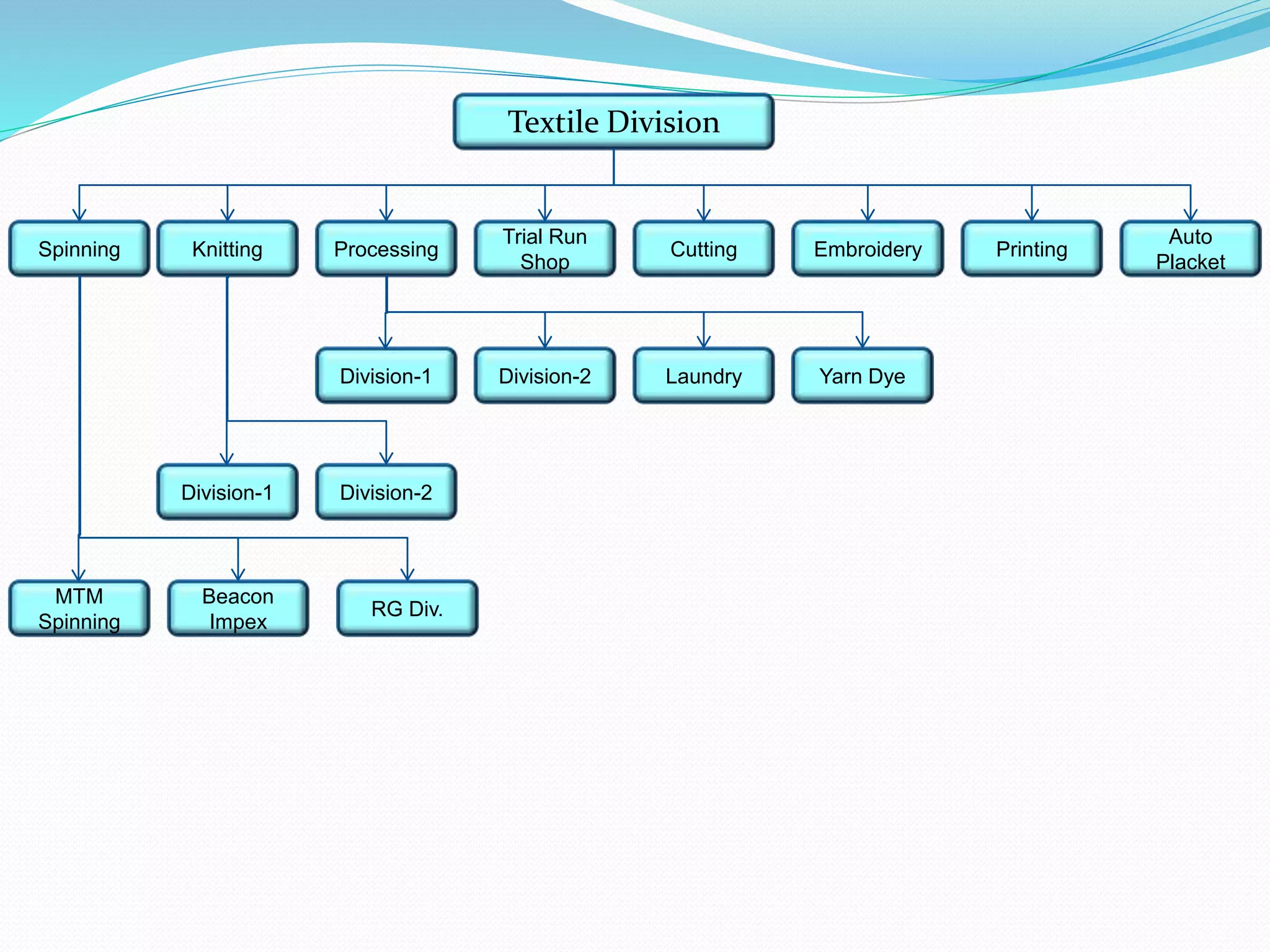
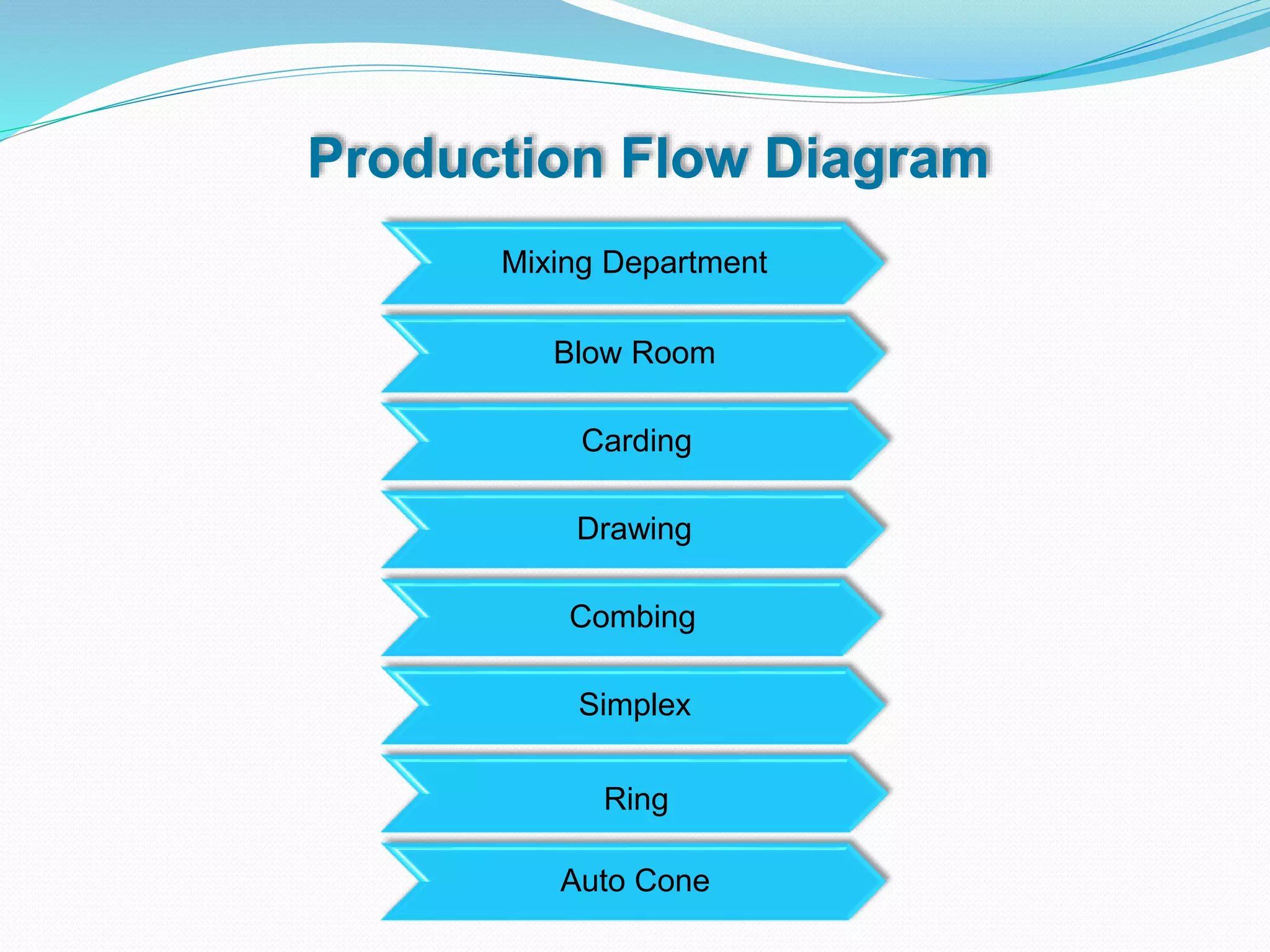
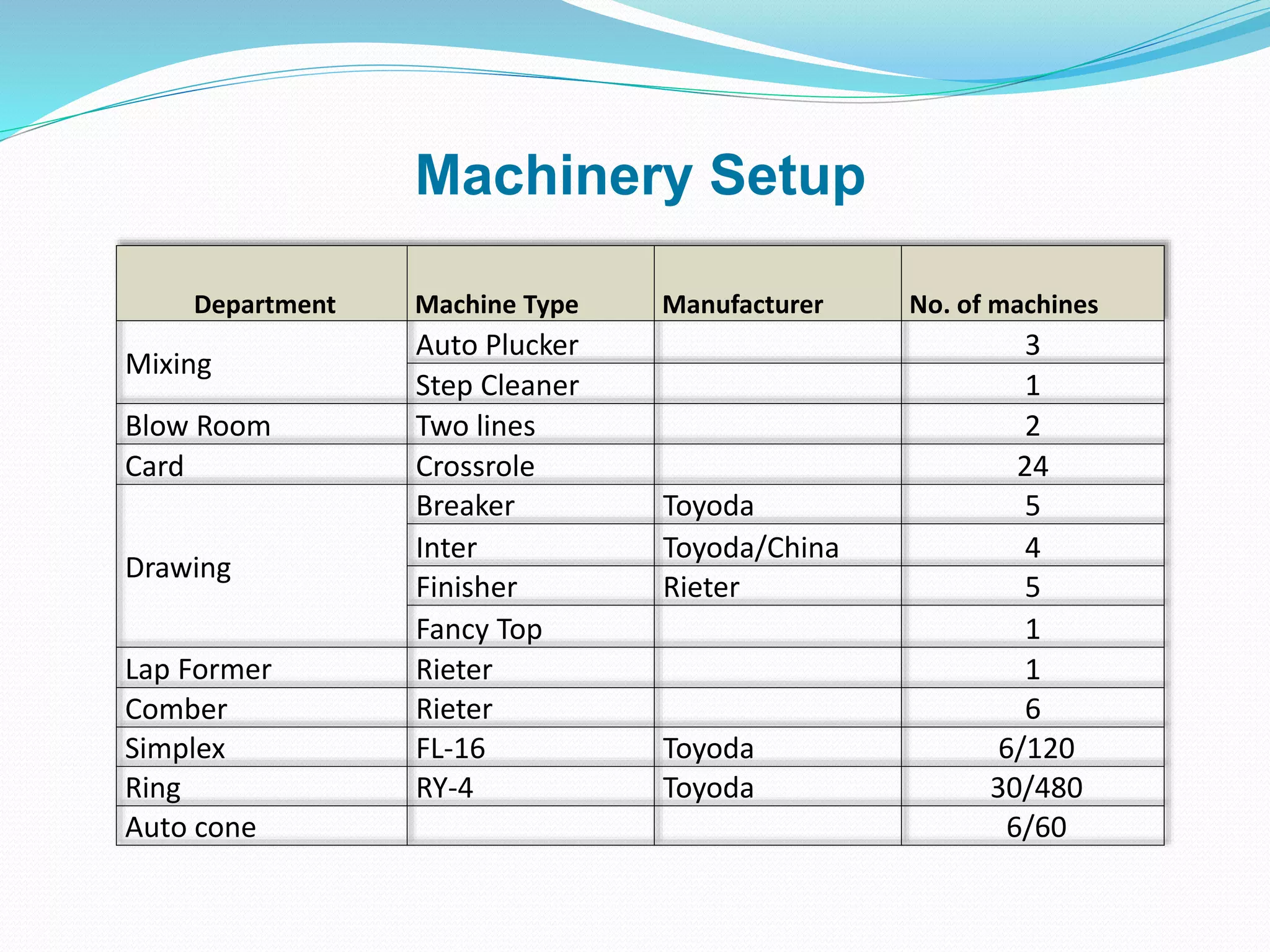
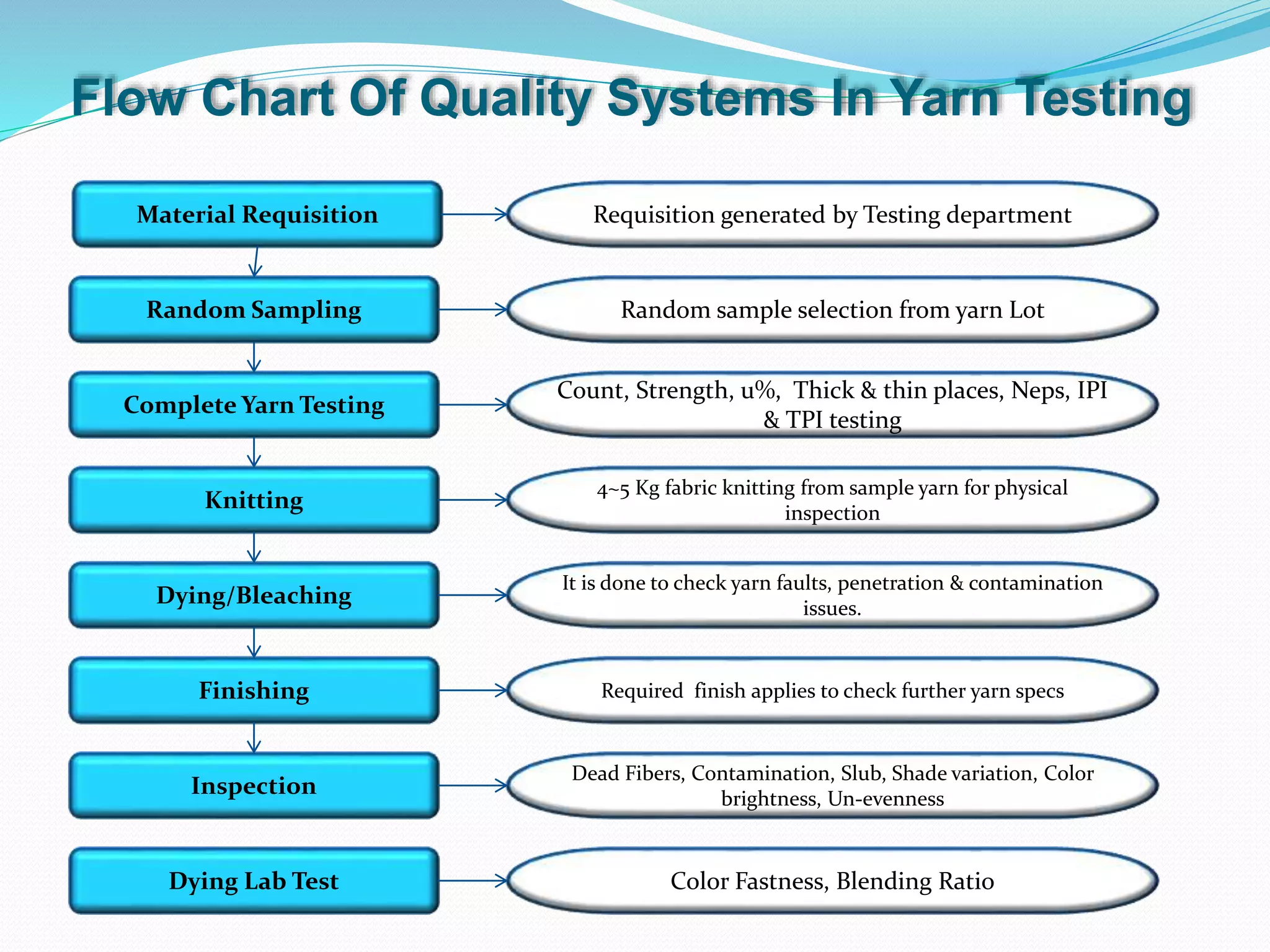
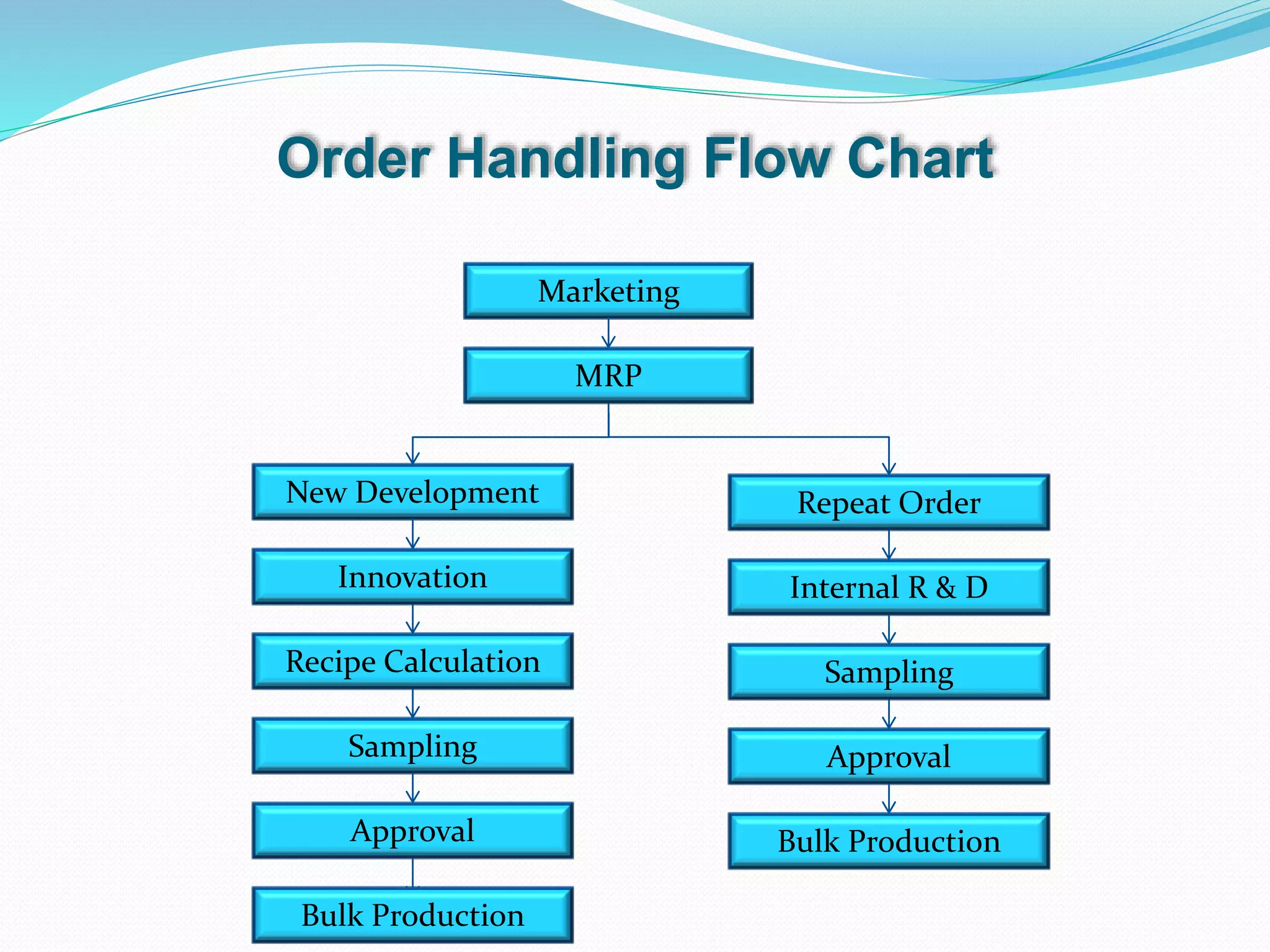
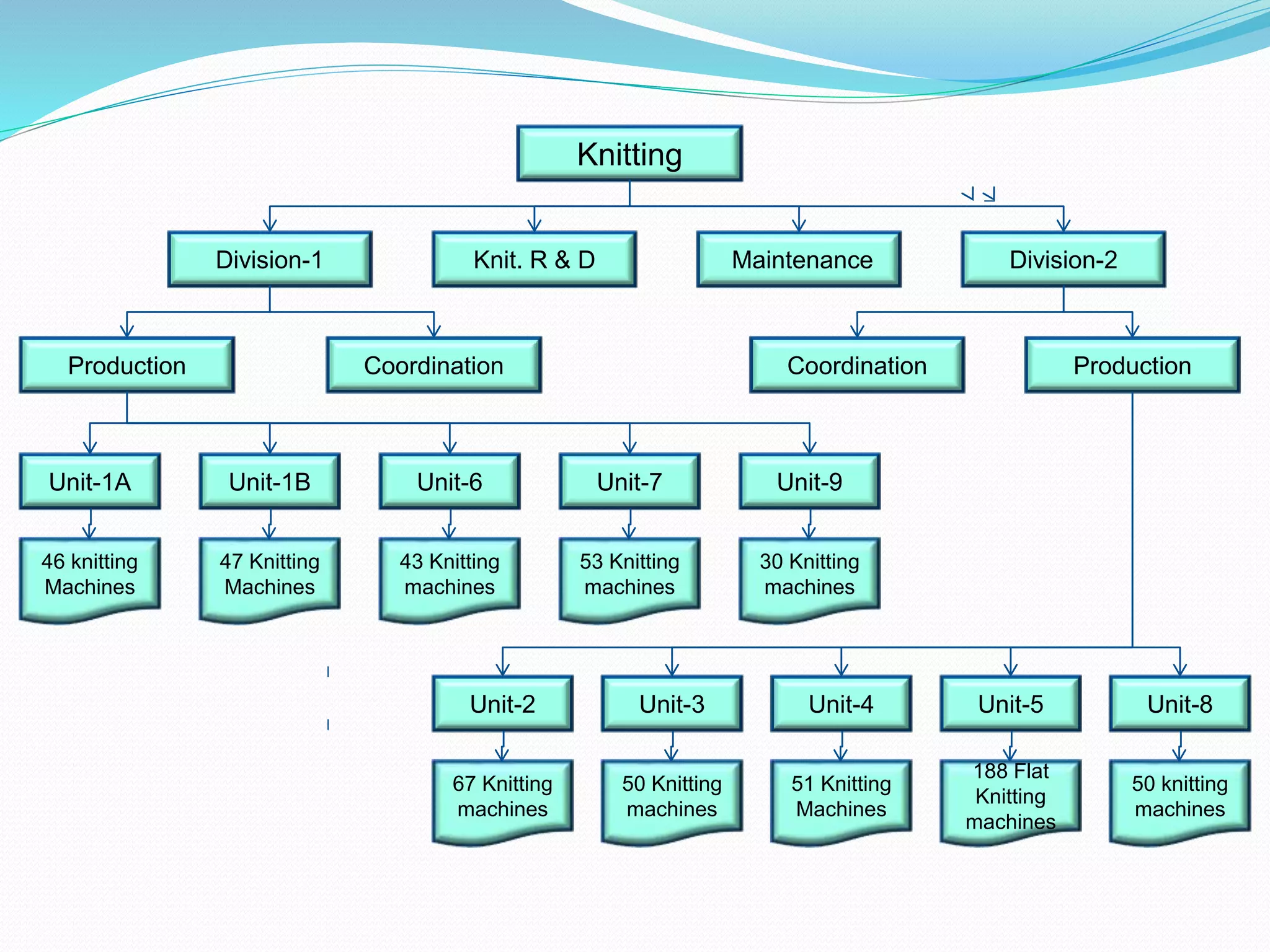
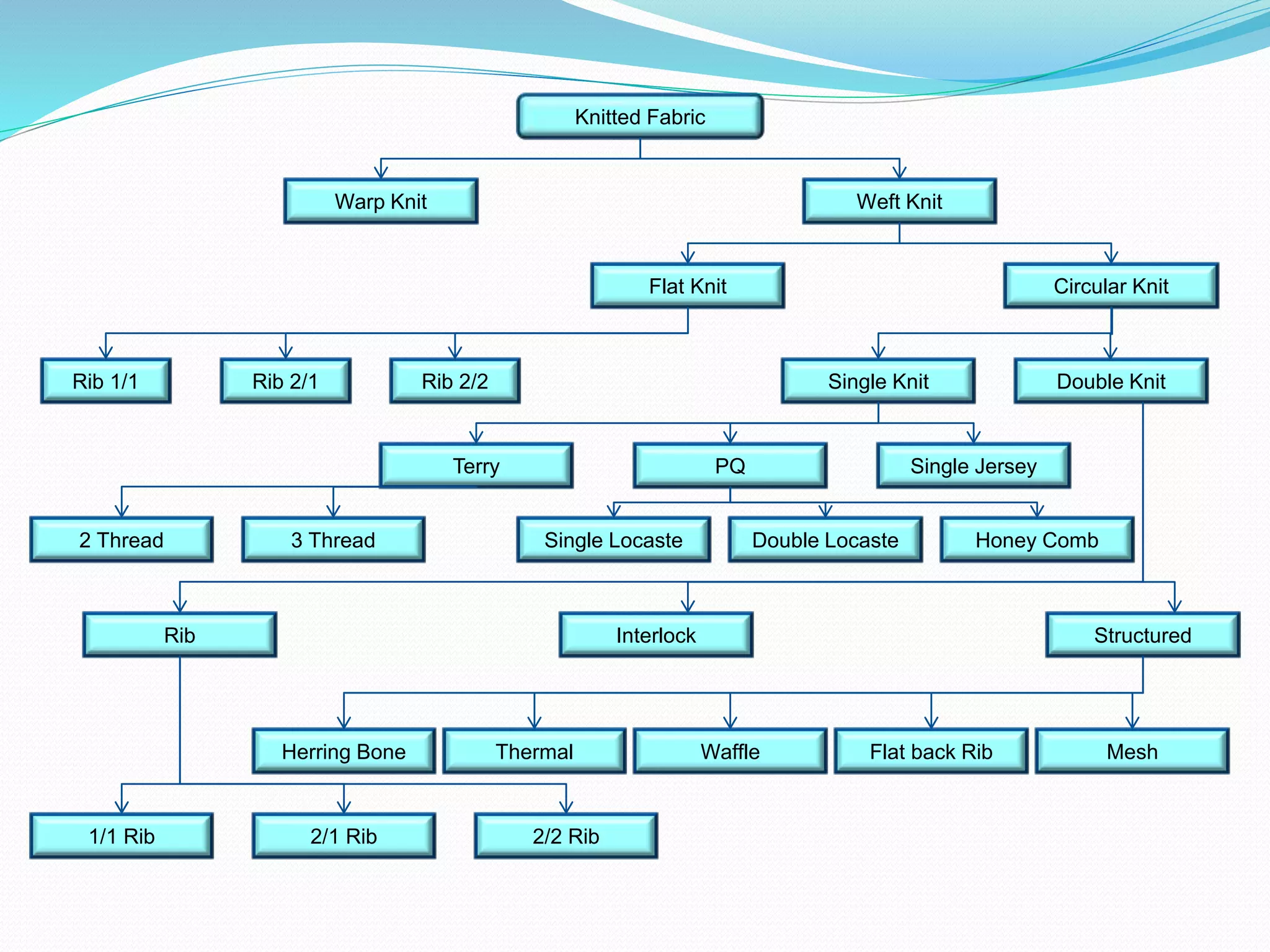
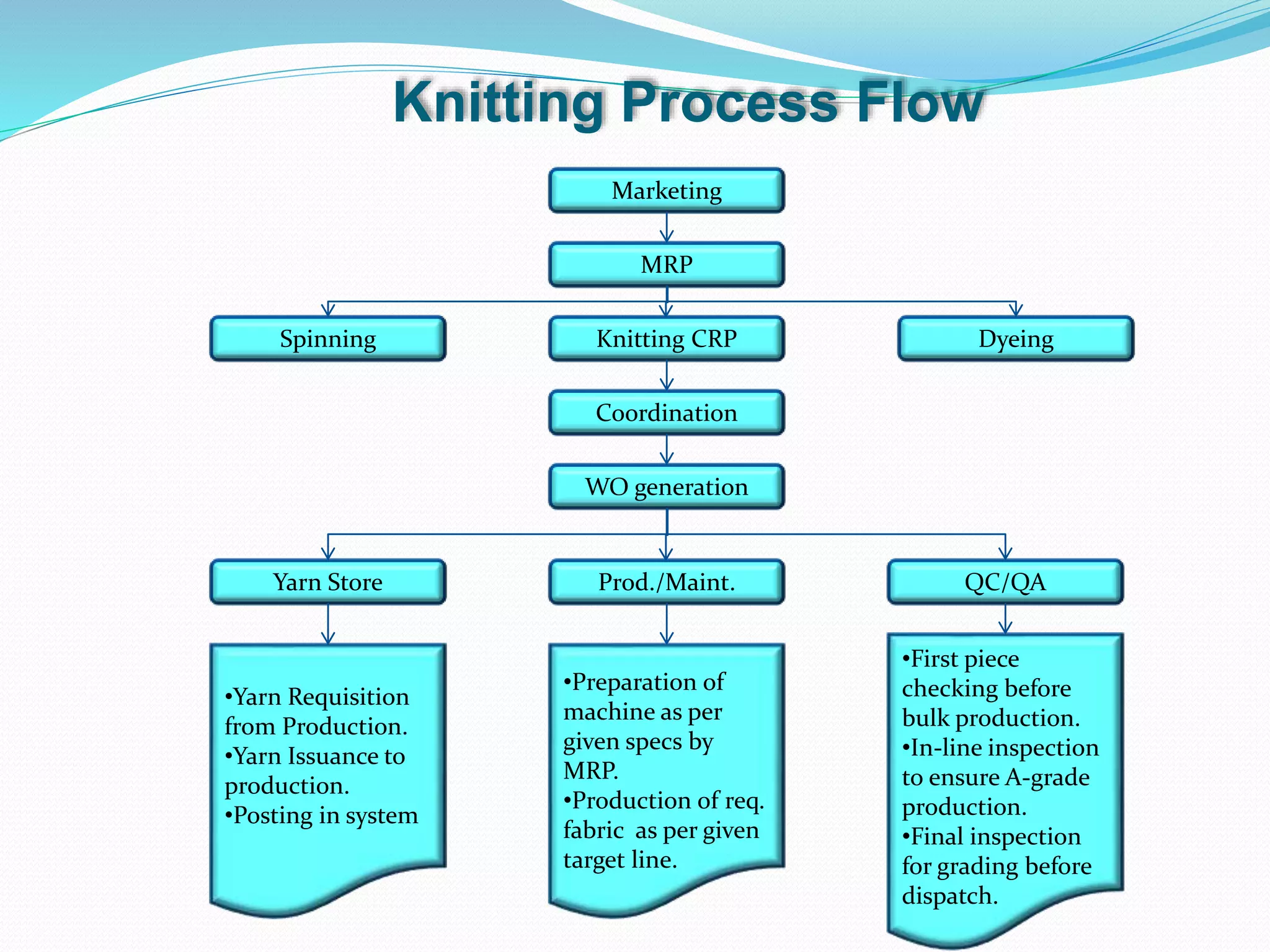
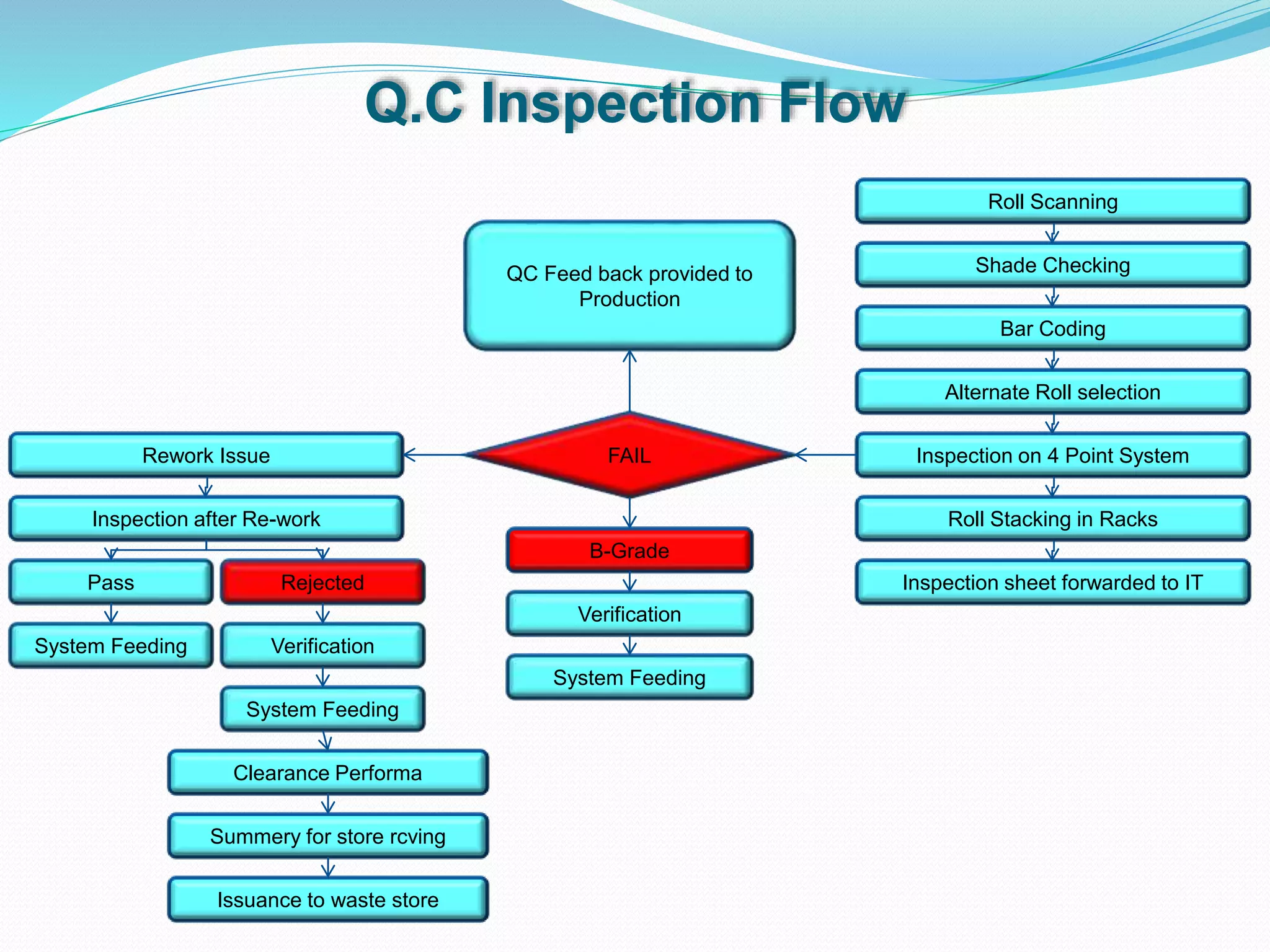
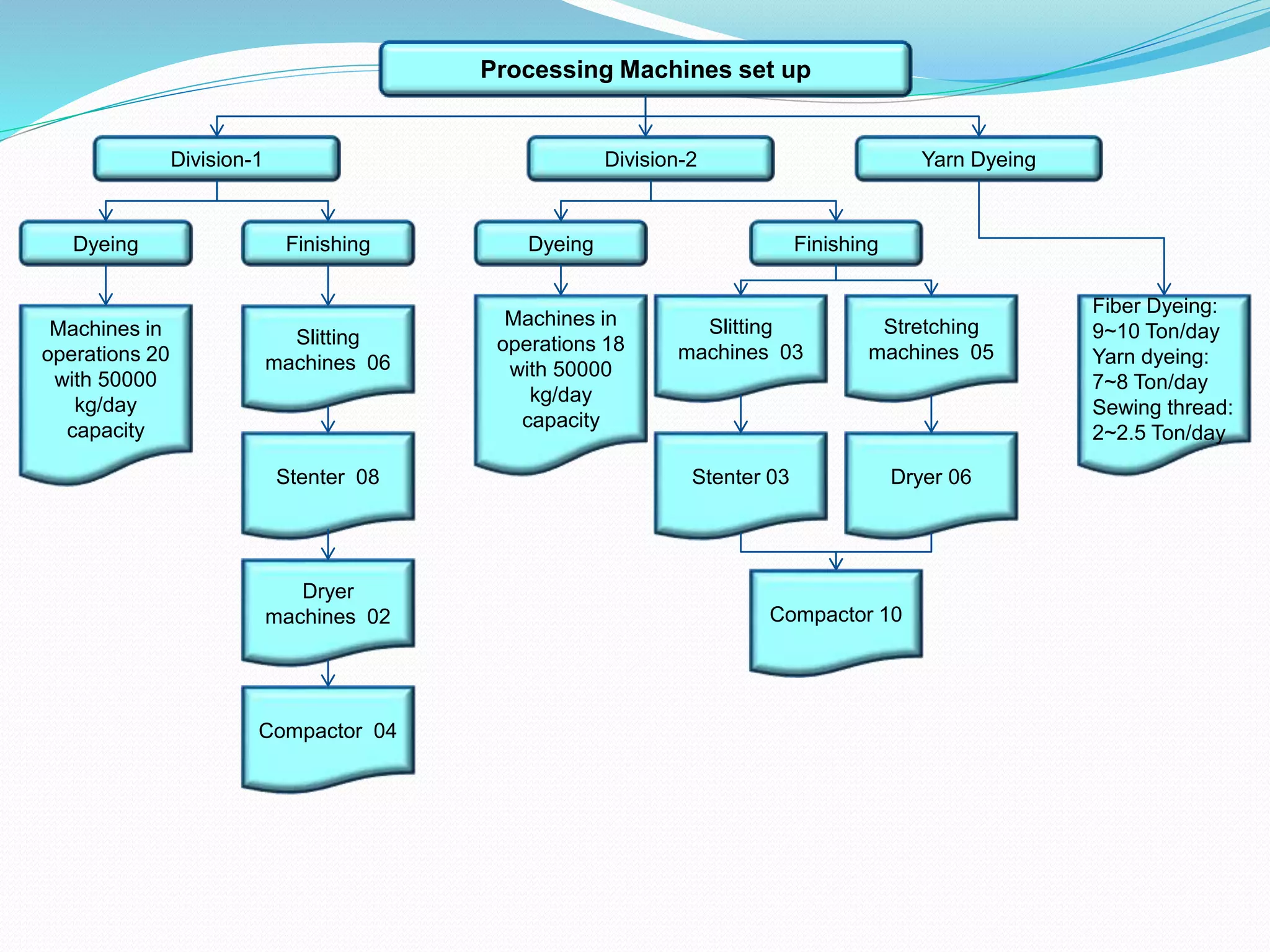
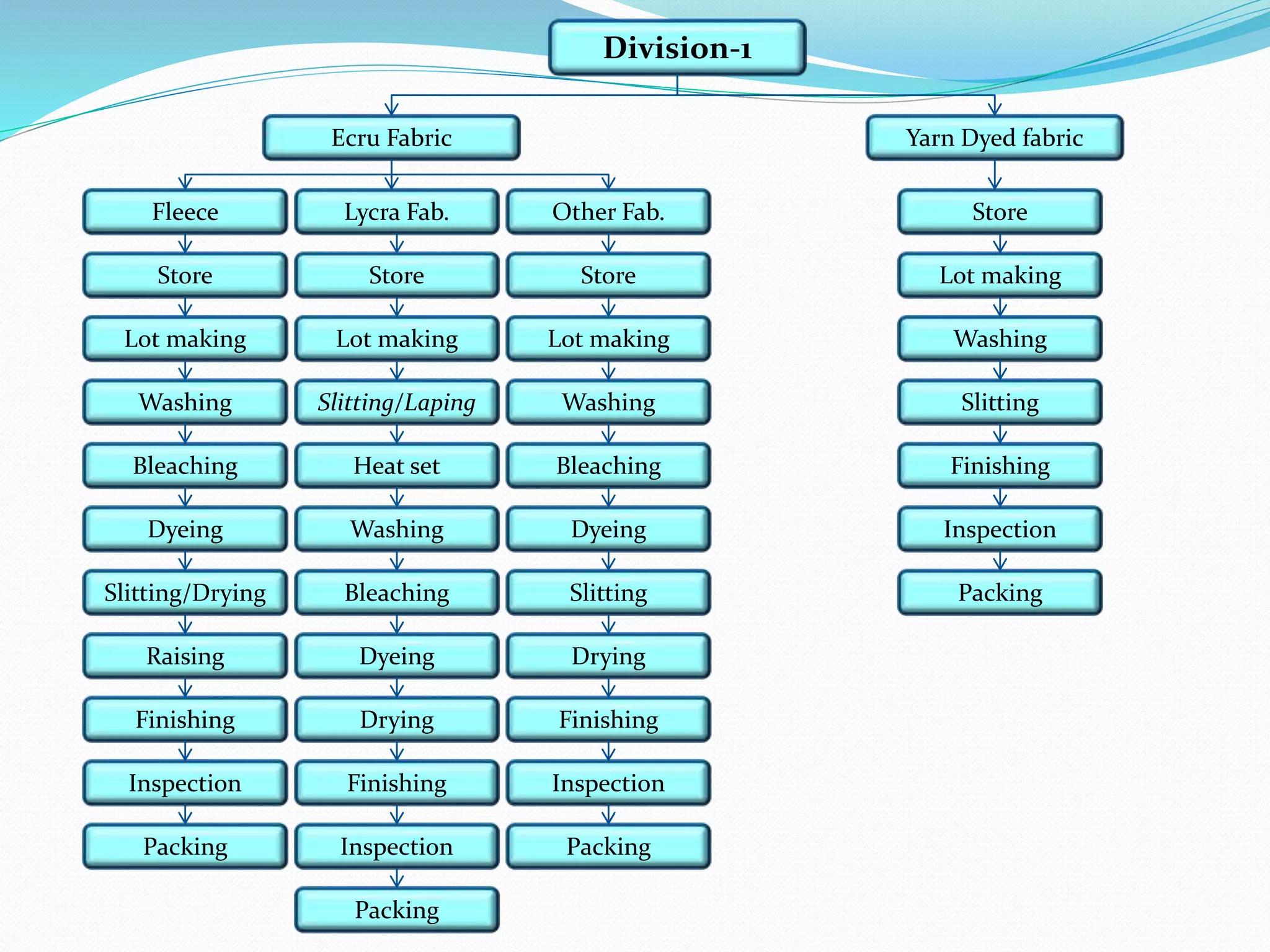
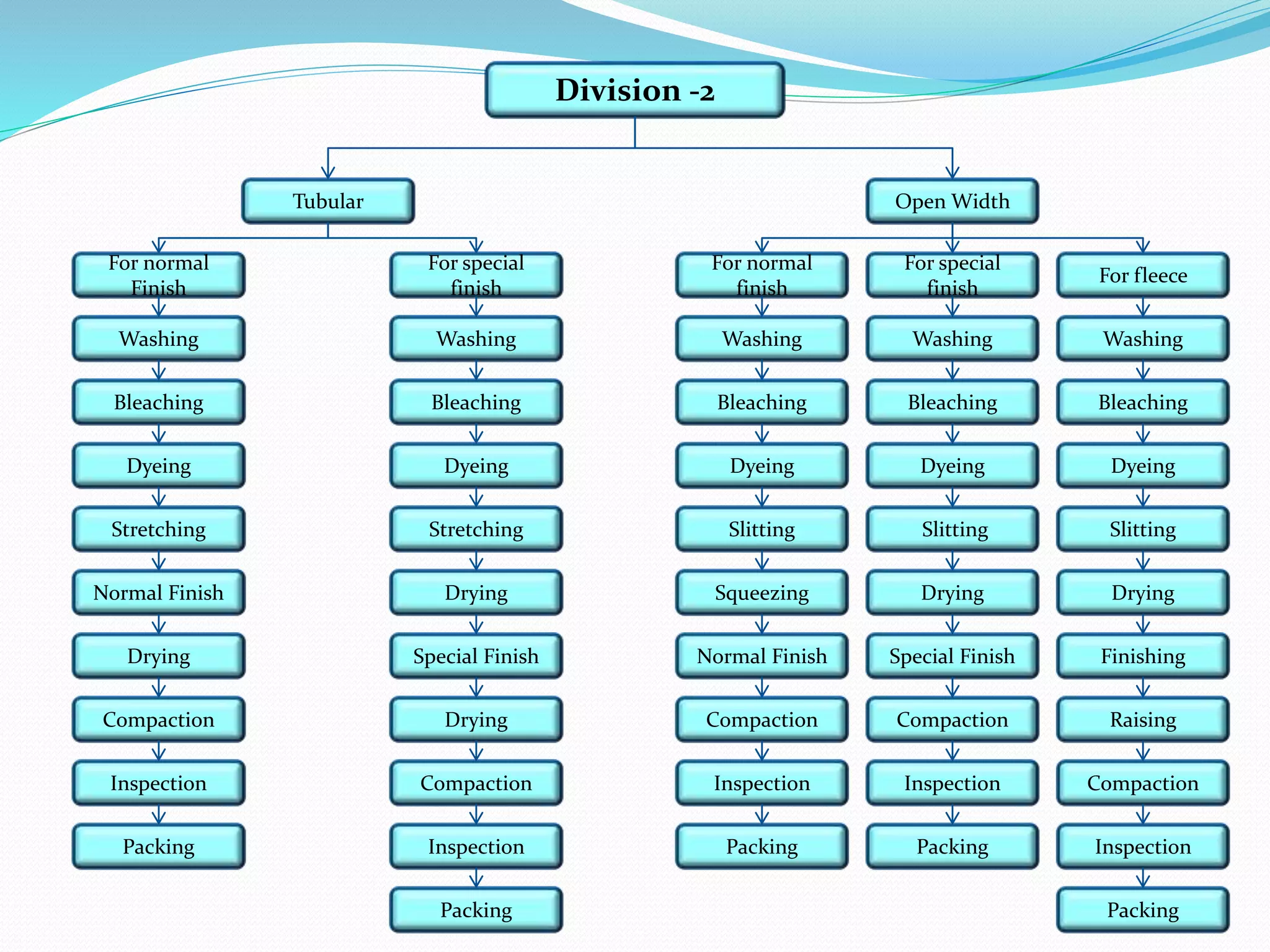
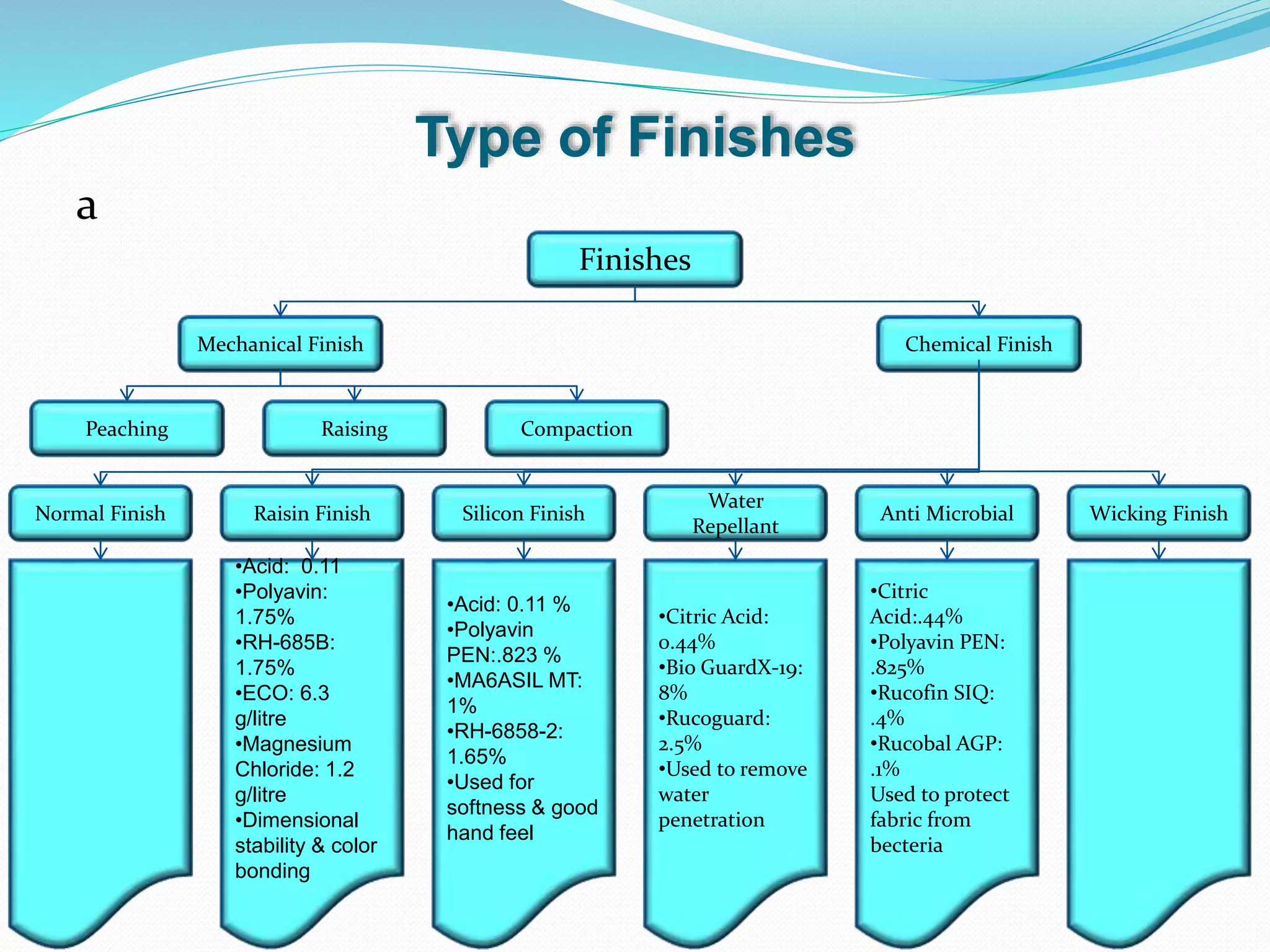
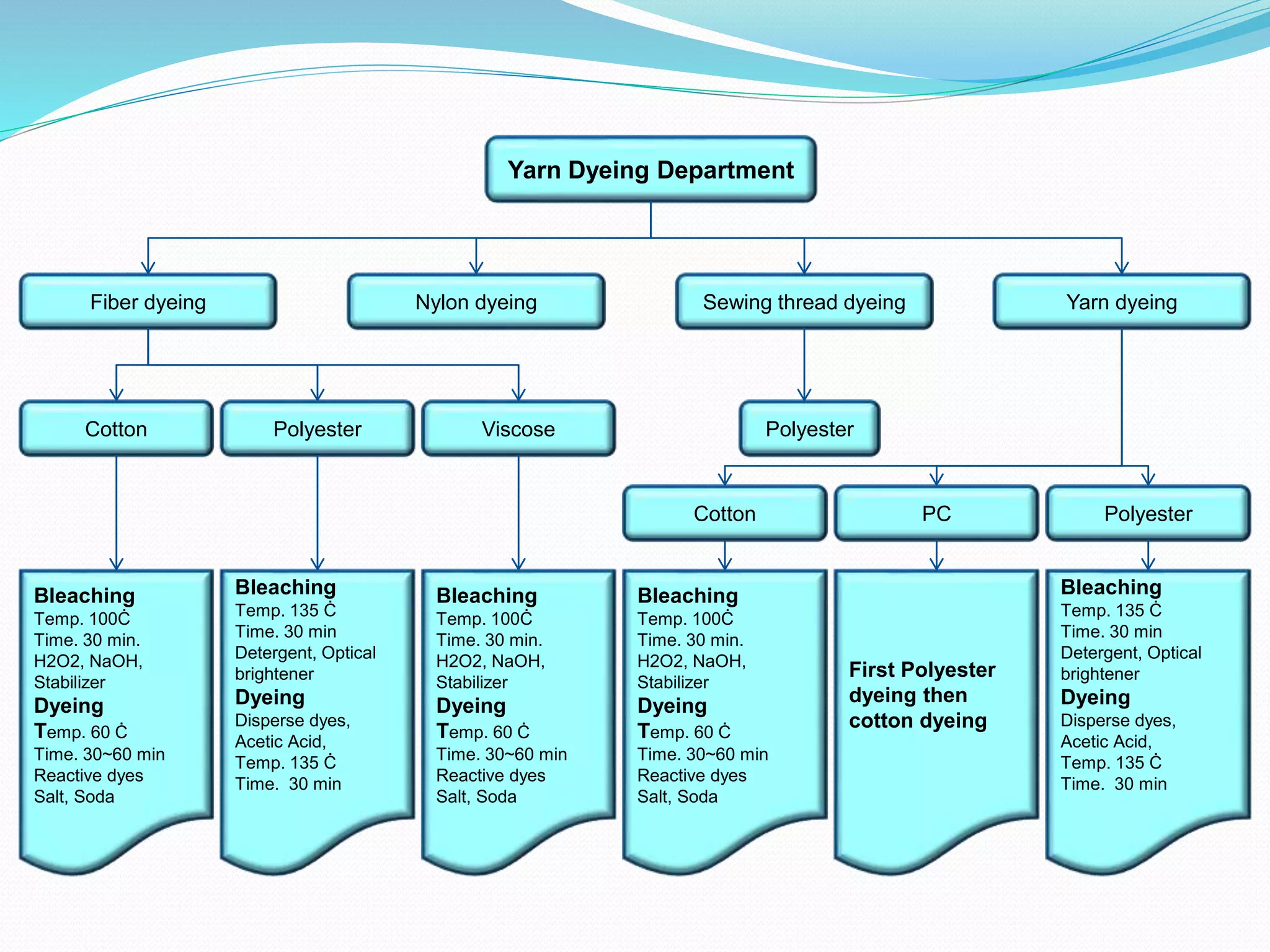
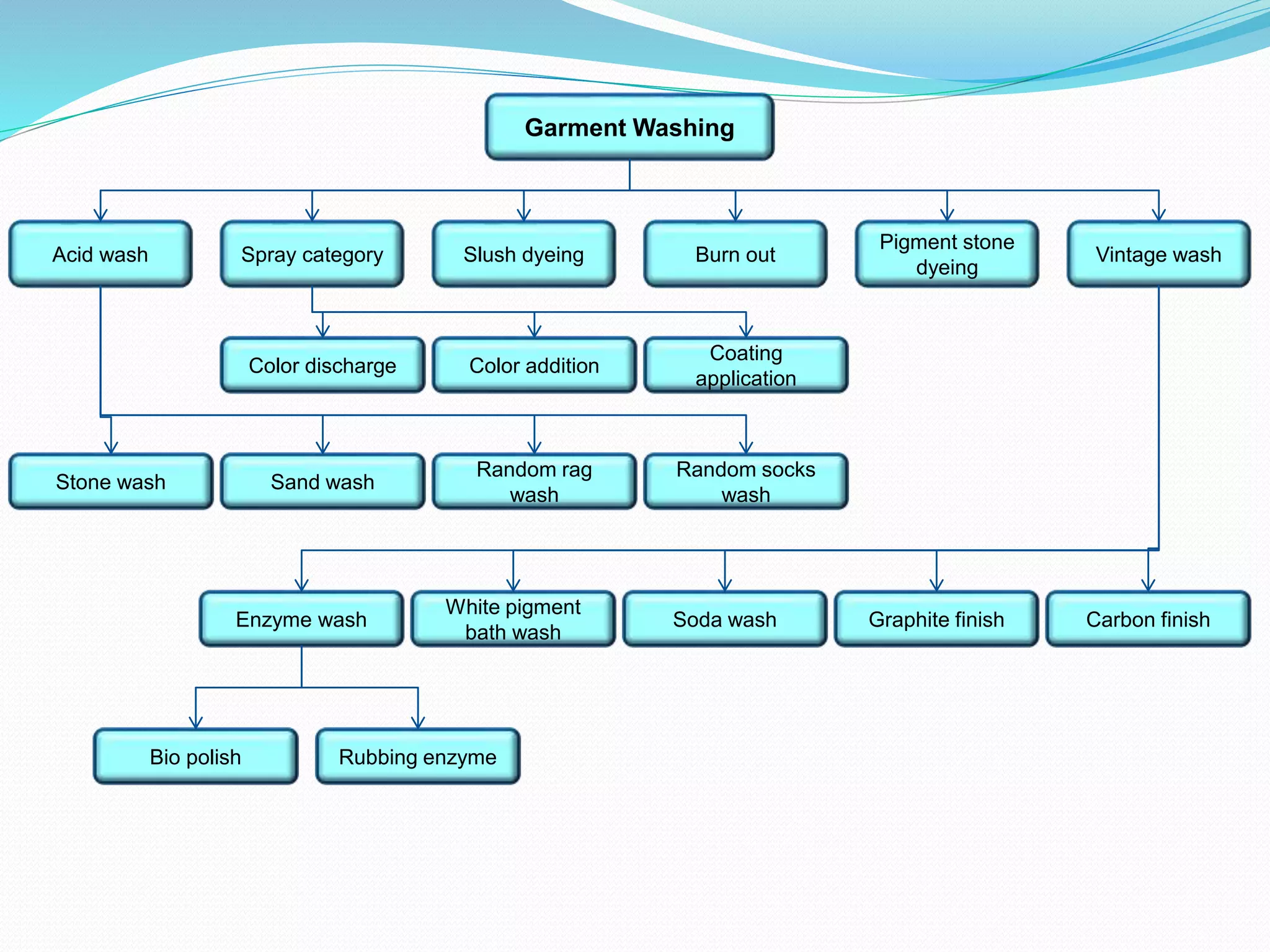
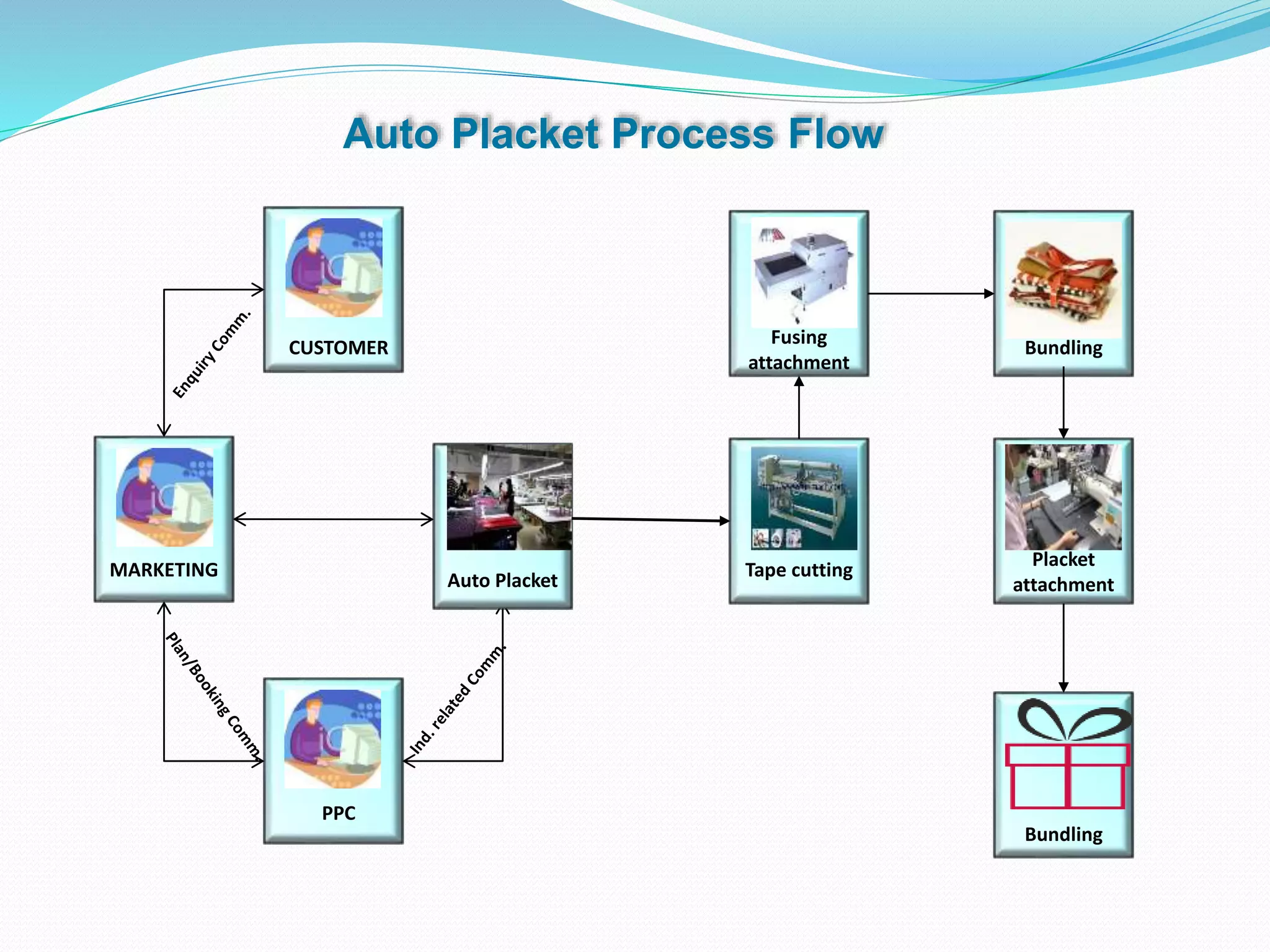
This document provides an overview of the textile manufacturing process from spinning to processing at a textile company. It includes descriptions of the machinery and processes in various departments like spinning, knitting, dyeing, finishing and quality control. It also lists common fabric types, finishes, and faults observed during production. Key departments and their functions are outlined along with process flows, material types and testing procedures.