Downloaded 20 times





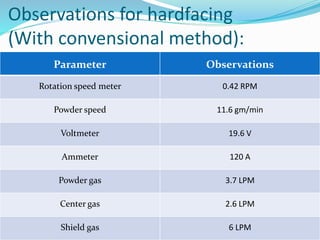

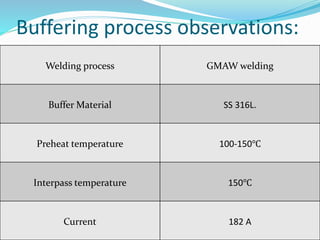



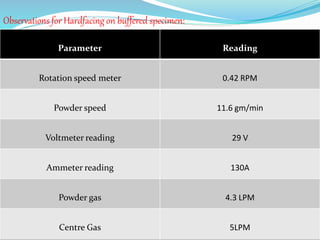
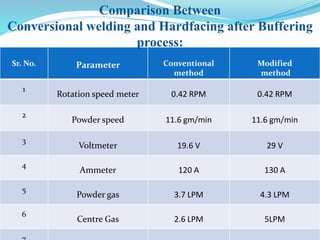

The document discusses hardfacing, a metalworking process that improves the durability of base metals by applying tougher materials, specifically focusing on stellite variants. It identifies flaws such as cracks and porosity in current hardfacing methods, proposing a buffering process that uses intermediate hardness material before applying the hardfacing layer. Experimental results show different reactions and parameters for conventional and modified hardfacing techniques, indicating performance improvements with the new buffering method.































































