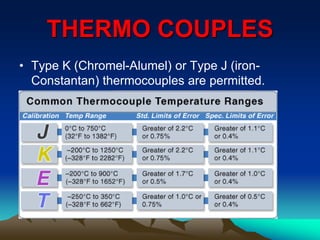
The document discusses post weld heat treatment (PWHT), which involves reheating welded areas to improve mechanical properties and reduce residual stresses. PWHT is needed to relieve residual stresses from welding, improve toughness and ductility, and fully develop creep strength in thick components. It can be done using fixed furnaces, temporary furnaces built around components, internal firing through openings, or local heating of welds. Proper heating and cooling rates must be followed based on material thickness. Temperature must be carefully monitored and controlled using thermocouples to ensure an even heat profile and avoid thermal shock. PWHT improves weld quality and makes components safer to use in demanding applications like oil and gas.













































































![Keyconcepts4[1]](https://cdn.slidesharecdn.com/ss_thumbnails/keyconcepts41-131217112639-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)




















