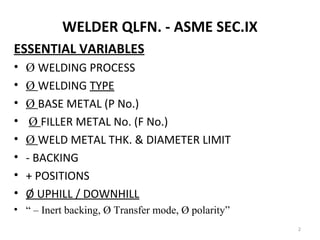
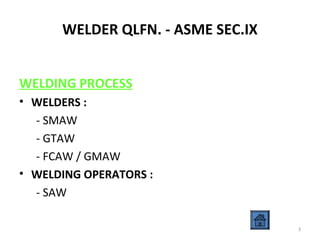
This document provides information on the essential variables and requirements for welder qualification according to ASME Section IX. It lists the key variables that must be specified for a welder qualification, including welding process, type, base metal, filler metal, and weld thickness limits. It also outlines the qualification requirements and limitations for weld position, diameter, progression, backing, and which filler and base metals a welder is qualified to use based on their test.





![9
WELDER QLFN. - ASME SEC.IX
Weld Thickness in Qualification Test
[t in inch (mm)]
Less than 1/2 (13)
1/2 (13) and over
GROOVE
Maximum Qualified Weld Thickness
[inch (mm)]
2t
Unlimited
OVERLAY
Qualification Test Thickness
[T in inch (mm)]
Thickness Qualified
[inch (mm)]
Upto 1 (25) T to unlimited
over 1 (25) 1 (25) to unlimited](https://image.slidesharecdn.com/welderqualification-130506031100-phpapp02/85/Welder-qualification-9-320.jpg)


![12
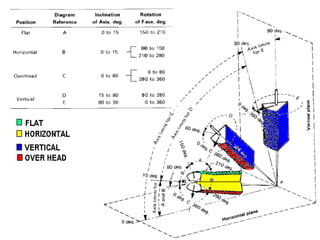
PERFORMANCE QUALIFICATION- POSITION AND DIAMETER
LIMITATIONS
NOTE: (1) Pipe 2 OD and over.7/8
1G
2G
3G
4G
3G and 4G
2G,3G,and 4G
1G
2G
5G
6G
2G and 5G
Plate and
Pipe
Over 24 in.O.D.
Pipe
<= 24 in. O.D.
Plate and Pipe
Groove Fillet
Position and Type Weld Qualified
Weld Position
Pipe-Groove
ALL
ALL
F
ALL
ALL
ALL
F,H
F
F,H
F,H,V
F,H,O
ALL
F,V,O
F
F,H
ALL
F
F,H
F [ Note (1) ]
F,H [ Note (1) ]
F,V,O
ALL ALL
F [ Note (1) ]
F [ Note (1) ]
F [ Note (1) ]
F,H [ Note (1) ]
F,O
F,V,O
ALL
F
F,H
F,V
Qualification Test
Plate- Groove](https://image.slidesharecdn.com/welderqualification-130506031100-phpapp02/85/Welder-qualification-12-320.jpg)