Downloaded 387 times





![Page 9
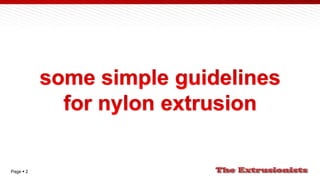
Extruder output PA6 extrusion
0
200
400
600
800
30 60 90 120 150 180
output[kg/hr]
screw diameter [mm]
• single screw
• 3-zone
• Tcil 250 C](https://image.slidesharecdn.com/polyamideextrusion-processingguidlines-130706020728-phpapp02/85/Polyamide-extrusion-9-320.jpg)
![Page 10
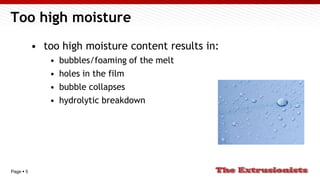
Thermal properties of PA6
0
50
100
150
200
250
300
processing range
crystal growth
melting point
glass transition temperature
temperature[°C]](https://image.slidesharecdn.com/polyamideextrusion-processingguidlines-130706020728-phpapp02/85/Polyamide-extrusion-10-320.jpg)











This document provides guidelines for processing polyamide extrusion. It discusses how to properly handle moisture in polyamide resins to avoid issues in extrusion like foaming and breakdown. The appropriate screw design parameters and temperature settings for polyamide extrusion are covered. Post-treatment options for polyamide films are discussed, though they provide little additional benefit due to polyamide's inherently good properties. Common applications for polyamide films include food packaging and agricultural films.





















































































