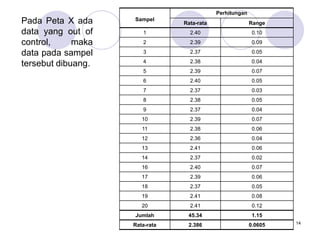
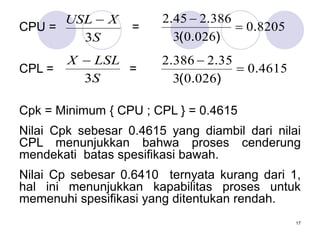
1. Peta kendali digunakan untuk mengawasi variasi produksi dan memantau apakah proses berada dalam kontrol. 2. Data ukuran 20 sampel diolah menggunakan peta kendali X dan R untuk menghitung kapabilitas proses. 3. Hasilnya menunjukkan kapabilitas proses rendah dengan Cp=0,64 dan Cpk=0,46 yang mendekati batas bawah spesifikasi.