Download to read offline


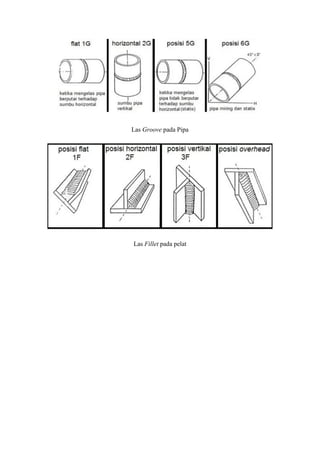









Dokumen ini menjelaskan standar kompetensi dan teknik pengelasan menggunakan metode SMAW (Shielded Metal Arc Welding). Di dalamnya juga dijabarkan pencapaian indikator serta teknik-teknik spesifik pengelasan, termasuk jenis sambungan dan cara-cara melakukan pengelasan dengan aman dan efektif. Selain itu, dokumen ini menguraikan faktor-faktor yang mempengaruhi kualitas hasil las, seperti posisi benda kerja dan pengaturan arus listrik.









































































![Modul Ajar KBC SKI Kelas 6 MI [MODULKELAS.COM]](https://cdn.slidesharecdn.com/ss_thumbnails/modulajarkbcskikelas6mimodulkelas-260207160743-753abfd0-thumbnail.jpg?width=640&height=640&fit=bounds)













