Download to read offline

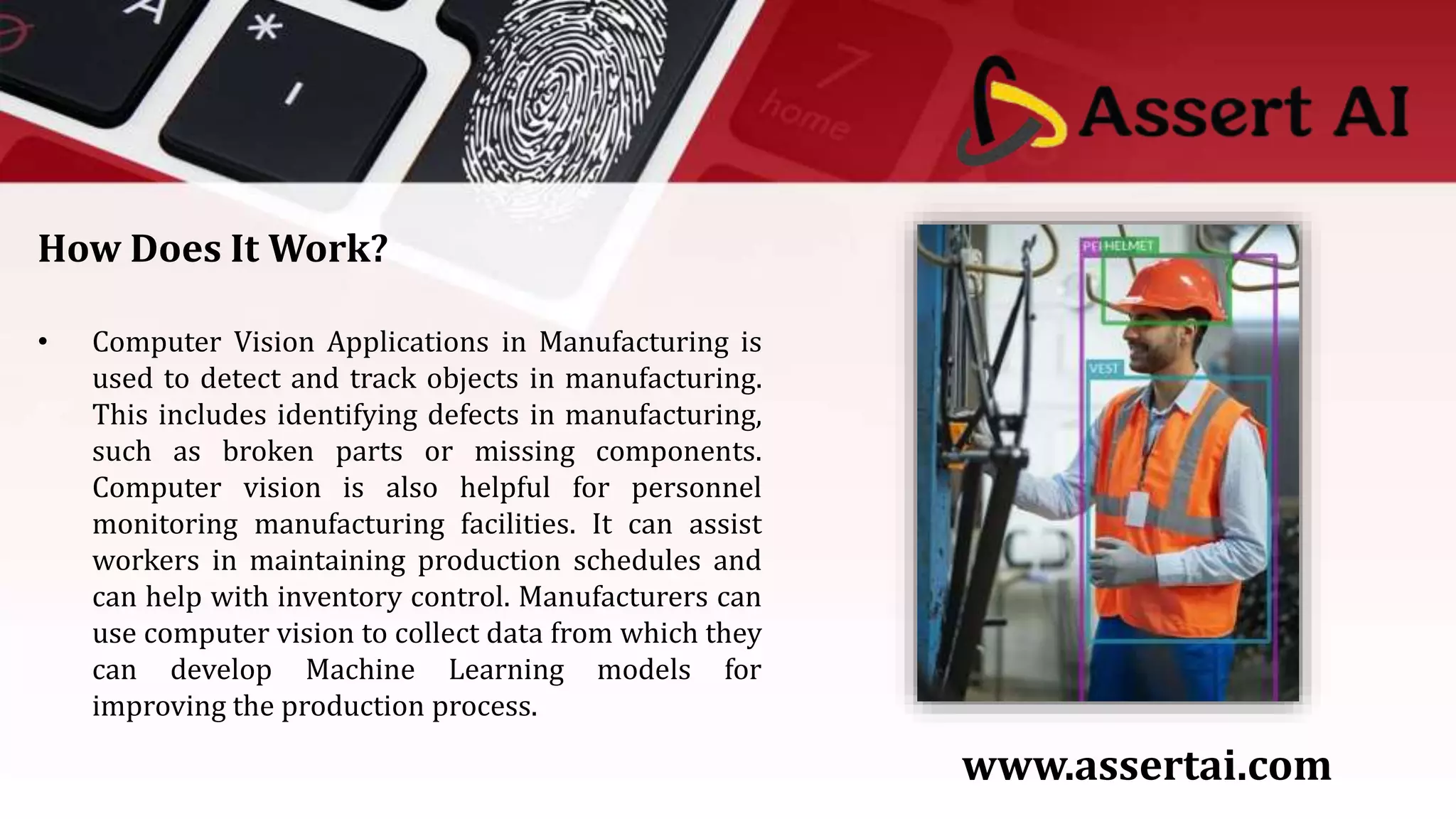


Computer vision utilizes technology to process and interpret visual information, with applications in various fields, including manufacturing, where it aids in defect detection and personnel monitoring. This technology enhances efficiency by allowing direct data collection from industrial equipment, thereby reducing costs and errors. The growth of computer vision is driven by the increasing adoption of digital technology in industries, leading to improvements in production quality and worker safety.