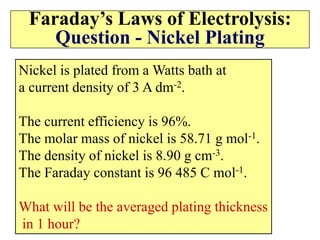
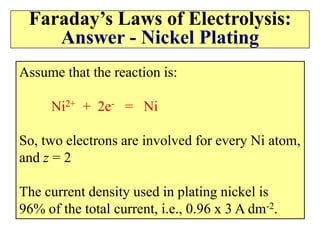
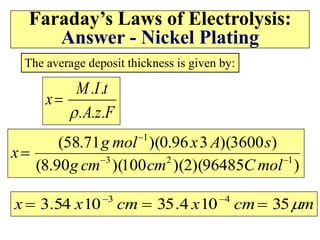
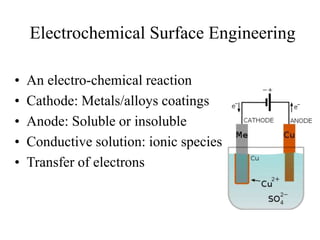
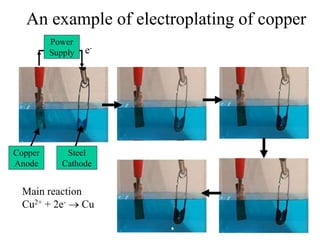
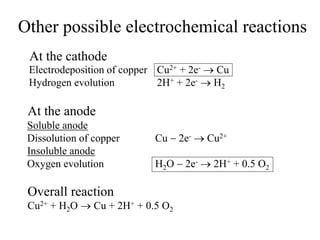
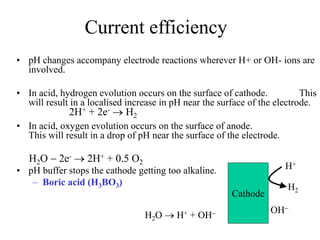
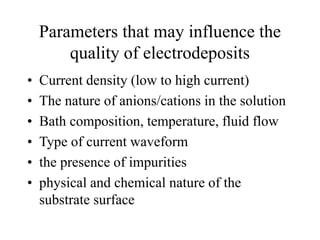
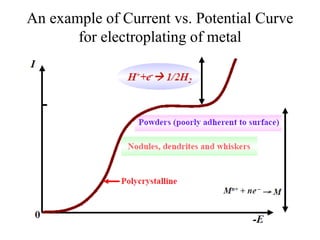
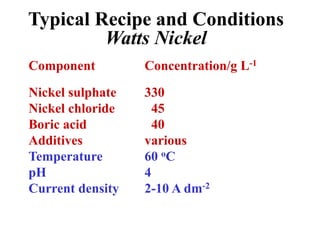
The lecture discusses electrodeposition of coatings through electrochemical reactions. It describes how electrodeposition works, involving an electrochemical reaction at the cathode and anode. Common reactions include metal deposition, hydrogen evolution, and oxygen evolution. Factors that influence coating quality like current density and bath composition are also covered. Faraday's laws of electrolysis relating electrical charge to material deposition are explained. An example calculation determines the thickness of a nickel coating deposited for 1 hour.

![Faraday’s Laws of Electrolysis
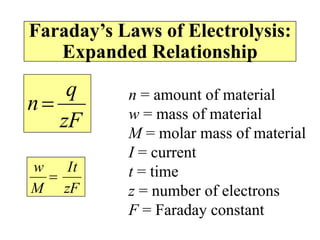
Amount of material = amount of electrical energy
zF
q
n
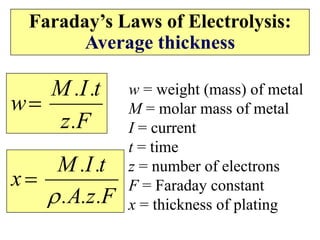
n = amount of material
q = electrical charge
z = number of electrons
F = Faraday constant
]
mol
C
[
]
C
[
]
mol
[ 1
](https://image.slidesharecdn.com/lecture-2-electrodeposition-of-coating-220721221606-5aa71a46/85/lecture-2-electrodeposition-of-coating-ppt-15-320.jpg)
![Current, Current density, Surface area
A
I
j
j = current density [mA cm-2]
I = current [A]
A = surface area of the electrode [cm2]
jelectroplate = electroplating current density (metal electroplate)
jcorrosion = corrosion current density (metal corrosion/dissolution)](https://image.slidesharecdn.com/lecture-2-electrodeposition-of-coating-220721221606-5aa71a46/85/lecture-2-electrodeposition-of-coating-ppt-17-320.jpg)