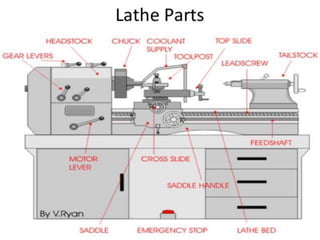
The document provides information about the working principle and components of a lathe machine. It describes that the lathe holds the workpiece firmly and rotates it while a cutting tool is fed into the revolving workpiece to remove material. The main components include the bed, headstock, tailstock, carriage, and feed mechanism. It also discusses various lathe operations like turning, facing, grooving and threading. Taper turning can be done using methods like the form tool method or compound rest method.