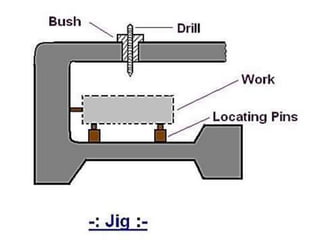
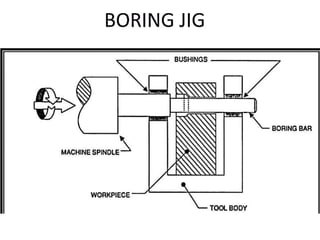
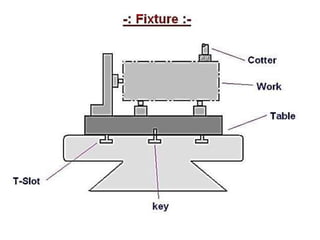
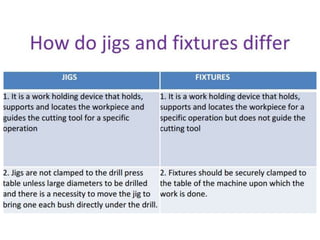
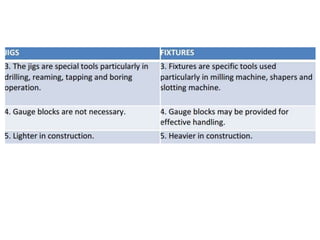
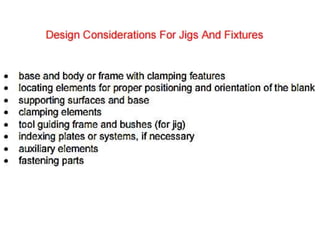
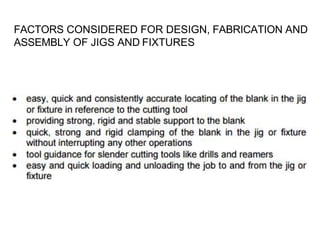
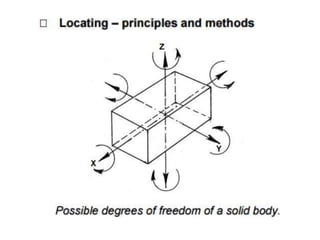
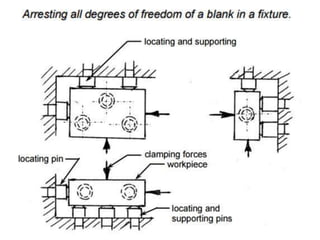
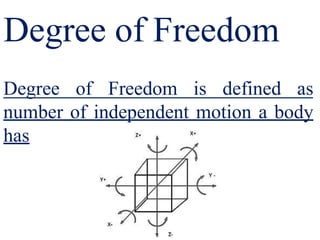
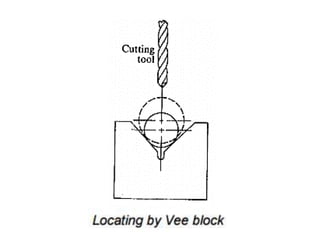
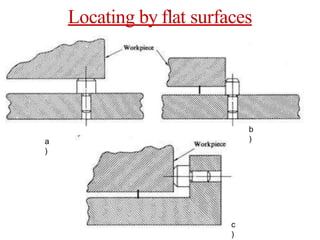
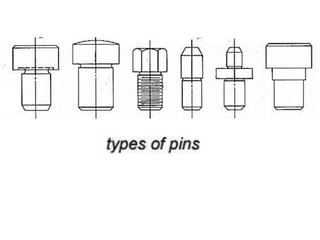
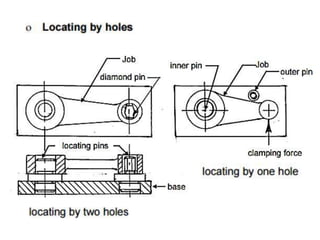
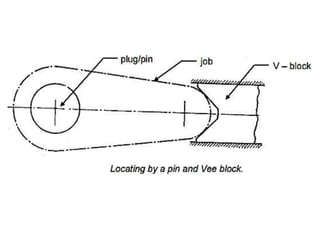
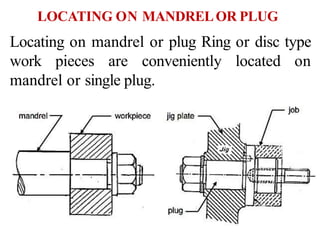
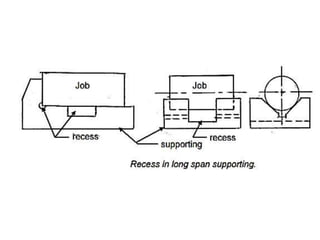
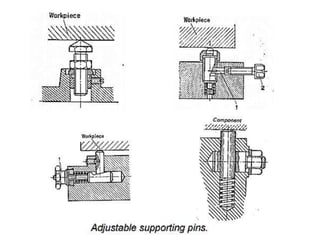
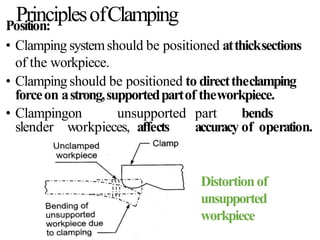
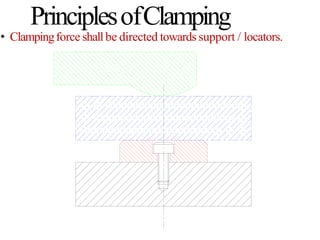
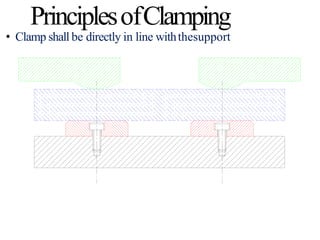
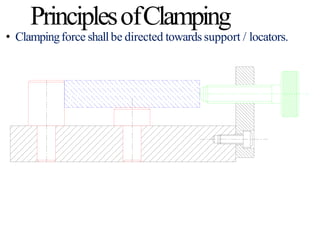
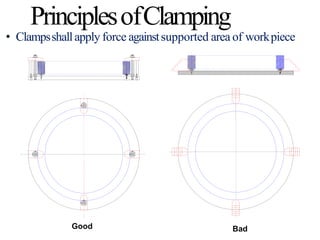
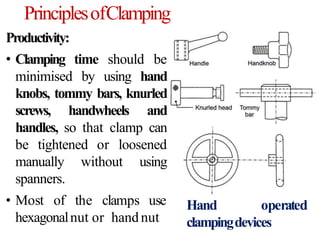
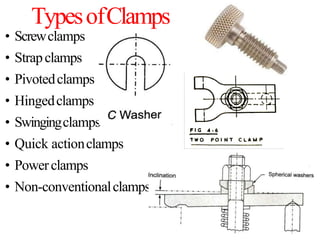
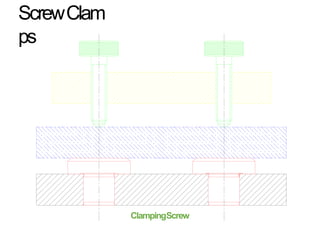
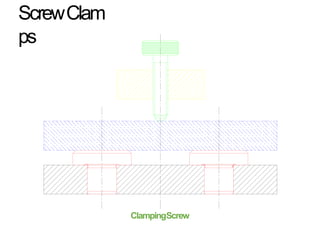
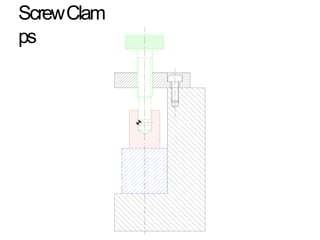
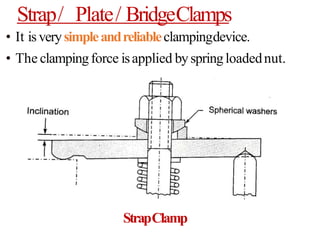
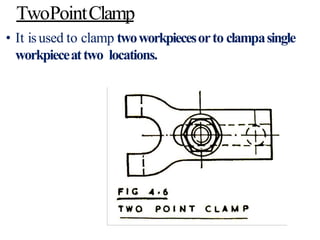
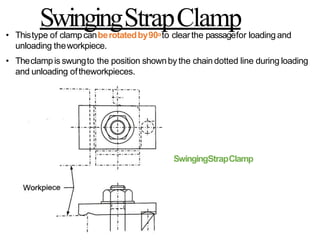
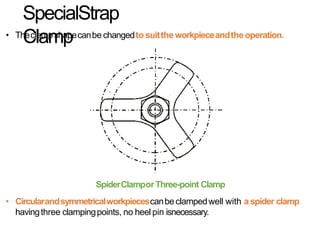
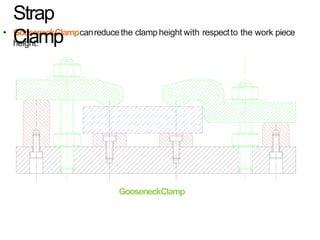
Jigs and fixtures are work holding devices used to accurately locate and secure workpieces during machining operations. Jigs also guide cutting tools. Fixtures only locate and hold workpieces. Proper locating, supporting, and clamping of the workpiece are important considerations in jig and fixture design to ensure accuracy and prevent workpiece deformation. Common locating methods include holes, pins, vee-blocks, and surfaces. Screw clamps and strap clamps are typical clamping approaches. Design must account for factors like forces and accessibility.