Downloaded 16 times
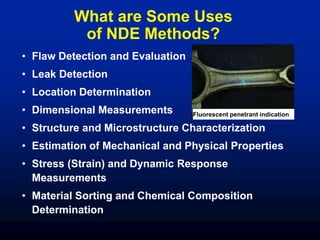
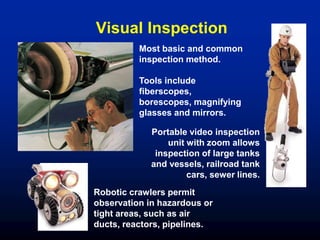
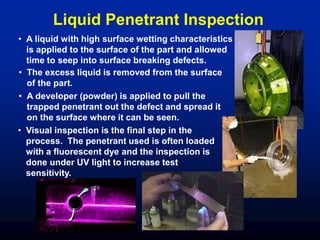
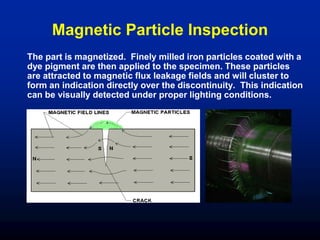
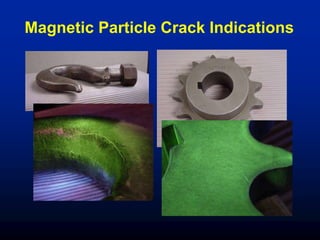
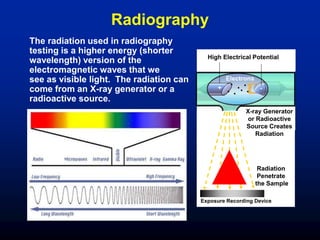

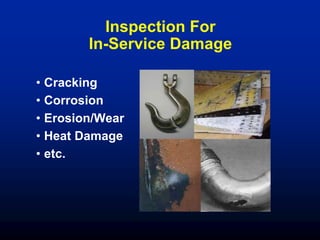
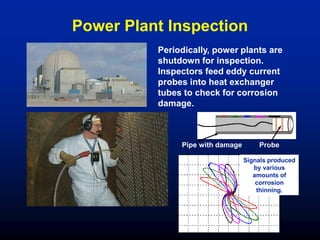
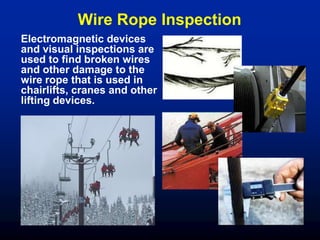



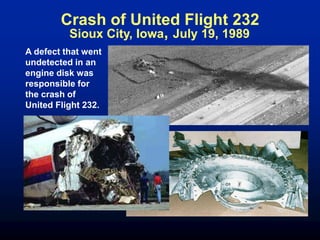

This document provides an introduction to nondestructive testing (NDT) including common NDT methods and their applications. It defines NDT as using noninvasive techniques to determine the integrity of a material or structure without causing harm. The six most common NDT methods are described as visual inspection, liquid penetrant testing, magnetic particle testing, radiography, ultrasonic testing, and eddy current testing. NDT is used across many industries to inspect materials and components during manufacturing and to detect in-service damage in areas such as aircraft, pipelines, bridges and pressure vessels to ensure safety and prevent failures.























































































