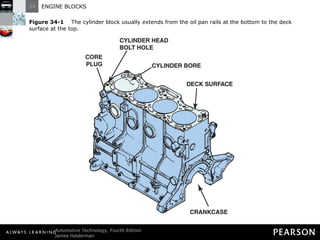
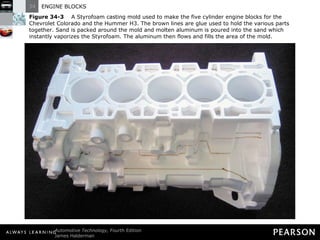
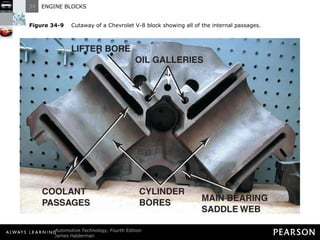
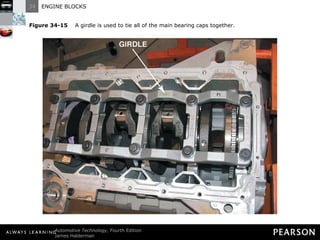
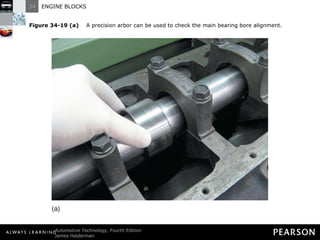
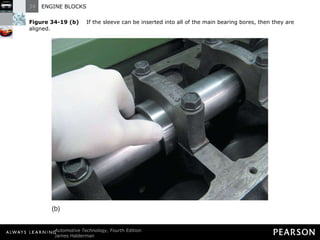
The document describes the construction and manufacturing of engine blocks. It discusses the types of materials used, including cast iron and aluminum. It describes the processes of casting blocks, machining surfaces, boring cylinders, and preparing blocks for assembly. Key steps include aligning main bearing bores, decking the block, boring and honing cylinders, and checking surfaces meet specifications.