Downloaded 491 times




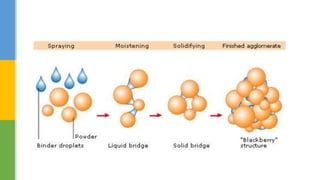

































Granules are aggregations of fine powder particles that are roughly spherical in shape. They are produced to improve powder flowability, enhance compressibility, reduce toxicity, and prevent caking. There are three main granulation methods: wet granulation, dry granulation, and granulation by crystallization. Wet granulation is most common and involves mixing powder with a liquid to form a paste, then granulating and drying the paste. Granules are sieved after drying to achieve a uniform size distribution suitable for their intended use as a final or intermediate pharmaceutical product. Quality tests such as dissolution and friability are performed to ensure granule properties are suitable.























































































