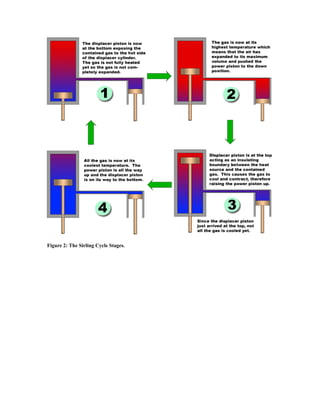
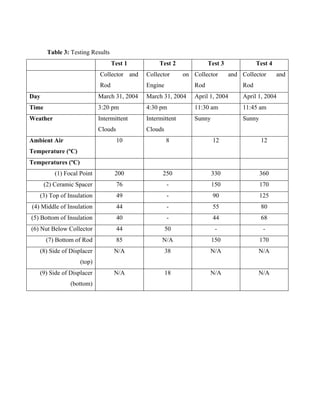
The document summarizes the design of a solar-powered Stirling engine intended for classroom demonstrations. A team was selected to design and build the engine. Key requirements were that the engine operates solely on solar power, is portable, and allows visualization of internal components and processes. Various design concepts were considered and a displacer piston design incorporating a regenerator was selected. Main components include a parabolic solar collector, pistons, regenerator, and flywheel. Insulation methods were developed to efficiently transfer solar heat to the engine. Testing showed the collector and conducting rod assembly effectively concentrated and delivered solar thermal energy.